|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Тема: Проектирование технологического процесса для сварки металлов
Время выполнения работы – 8 часов Цель: Сформировать знания и навыки по проектированию технологического процесса сварки металлов Цель данной расчётно-графической работы – изучить методику выбора вида сварного соединения и способа сварки, основы расчета и проектирования технологических процессов ручной электродуговой и газовой сварки. Задание Сведение о задании показаны в таблице 1.1. Таблица 1.1. Задание для проектирования технологических процессов ручной электродуговой и газовой сварки
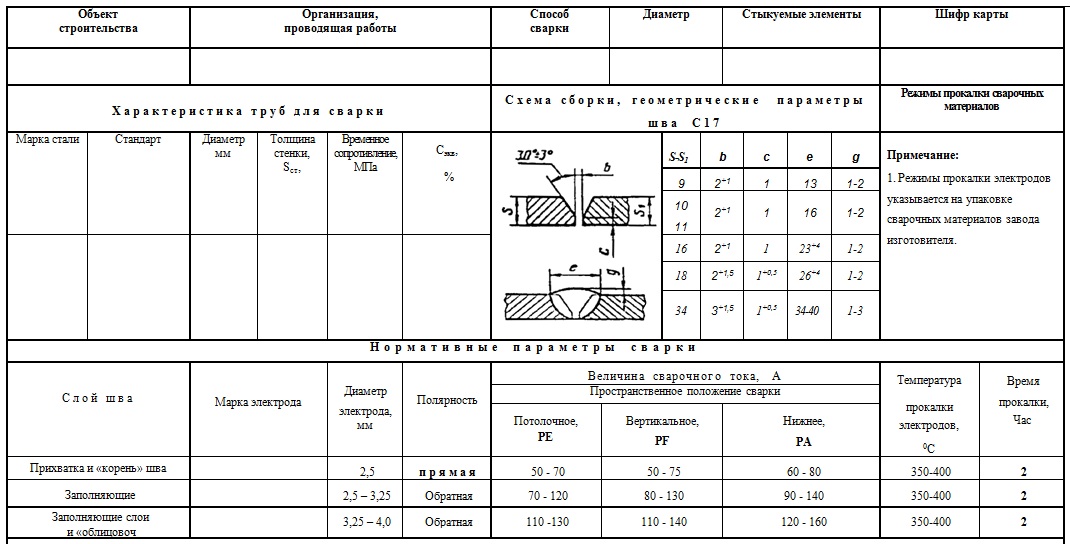
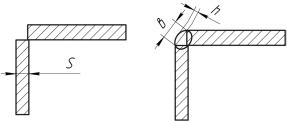
2. Выбор вида сварного соединения, его конструктивных геометрических размерных характеристик и способа сварки Вид сворного соединения взаимным расположением свариваемых заготовок и формой подготовки кромок под сварку. Размечают стыковые, нахлёсточные, угловые, тавровые, сложные и другие сварные соединения. Согласно заданию необходимо, выполнить угловое сварное соединение. Виды угловых соединений представлены в таблице 2.1. Таблица 2.1. Виды угловых соединений и их геометрические размерные характеристики.
Выбираем односторонний шов без скоса кромок
3. Проектирование технологического процесса ручной электродуговой сварки При проектировании технологического процесса ручной электродуговой сварки в соответствии с вариантом задания студент выполняет расчет режимов ручной электродуговой сварки стыкового или другого вида сварного соединения, производит выбор сварочных электродов и источника сварочного тока, заполняет операционную технологическую карту электродуговой сварки. 3.1. Расчёт режимов ручной электродуговой сварки углового соединения Режимы сварки – это совокупность основных параметров сварочного процесса для получения сварных швов заданных размеров, формы и качества. При ручной электродуговой сварке основными параметрами являются диаметр электрода, сварочный ток, напряжение, скорость сварки и другие. Диаметр электрода d в зависимости от толщины S свариваемого металла можно подобрать по табл.3.1 или определить по зависимости: Таблица 3.1. Выбор диаметра электрода при ручной электродуговой сварке стыкового соединения
По ГОСТу 2246—70 и 10543—75 сварочная (и наплавочная) проволока для изготовления плавящихся электродов выпускается диаметром 0,3... 12,0 мм. В условиях сельскохозяйственного ремонтного производства применяются электроды диаметром до 6 мм. Для металла большой толщины ведут многослойную сварку электродами диаметром 5...6 мм. Величина сварочного тока I определяется по зависимости:
где: к – плотность тока в А/мм диаметра электрода. Значение к =3 5...50 А/мм. Меньшие значения к принимают для электродов диаметром 2...4 мм. Напряжение U электрической дуги при ручной электродуговой сварке изменяется в пределах 18...36 В и определяется по формуле:
где:
Масса m наплавленного металла определяется по формуле: m = FL10-3 m = 12·1700·0,001·7,8 = 159,12 гр. где: F – площадь поперечного сечения сварного шва, мм2, находят как сумму площадей элементарных плоских фигур; L – длина сварного шва, мм;
Число проходов n при выполнении многослойной сварки:
где F – площадь поперечного сечения сварного шва.мм2;
d – диаметр электродной проволоки, мм. Расход электродов mэ определяется по зависимости:
где: m – масса наплавленного металла, г;
Основное время сварки:
где m: – масса наплавленного металла, г; кн–коэффициент наплавки, кн=6,5…10 г/А I – величина сварного тока, А; КL – коэффициент длины шва. ПриL KШ – коэффициент учитывающий положение шва в пространстве. Для нижнего шва Кш = 1, вертикального – 1,3, потолочного – 1,6. Полное время сварки
Скорость сварки V можно определить по формуле:
где: L – длина сварного шва, м;
Расход электроэнергии W на производство сварочных работ:
где: Рх– мощность холостого хода источника тока. Для источников переменного тока Рх =0,2...0,4, постоянного – 2...3 кВт. В среднем на 1 кг наплавленного металла расход электроэнергии при сварке на переменном токе составляет 3...5, на постоянном – 7...8 кВт 3.2. Особенности расчёта режимов ручной электродуговой сварки нахлёсточного, углового и таврового соединений Методика расчёта режимов ручной электродуговой сварки нахлесточных, угловых и тавровых соединений почти такая же, как и стыковых, но имеет некоторые особенности. Диаметр электрода d выбирается в зависимости от размеров катета сварного шва К (табл. 3.2). Таблица 3.2. Выбор диаметра электрода при ручной электродуговой сварке нахлесточного, углового и таврового соединений
Площадь поперечного сечения сварного шва нахлёсточного, углового или таврового соединений
где: Ку – коэффициент увеличения площади поперечного сечении сварного шва (табл. 3.3.); К – катет сварного шва, мм. Таблица 3.3. Коэффициент увеличения площади поперечного сечения сварного шва нахлёсточного, углового и таврового соединений
Ручная электродуговая сварка нахлёсточных, угловых и тавровых соединений при значении катета шва К<8 производится в один проход, при К>8 мм – сварка многослойная. Все остальные режимы сверки рассчитываются так же, как и для стыковых соединений. Выбор сварочных электродов Электроды бывают неплавящиеся (угольные, графитовые и вольфрамовые) и плавящиеся (металлические). ГОСТ 10720 – 75 регламентирует изготовление угольных омедненных и неомедненных электродов трех марок: ВДК – воздушно-дуговые круглые; ВДП – воздушно-дуговые плоские; СК – сварочные круглые. Электроды ВДК имеют диаметр 6, 8, 10 и 12 мм, длину – 300±10 мм; ВДП – сечение 12×5 и 18×5 мм, длину – 350±10 мм; СК – диаметр 4, 6, 8, 10. 15 и 18 мм, длину – 250± 10 мм и по требованию потребителя до 700±35 мм. Графитовые электроды изготавливают по ГОСТ 4426—71 диаметром 5...25 и длиной 200...300 мм. Вольфрамовые электроды в виде прутков производят по ГОСТ 23949—80 из лантанированного, иттрированного и торированного вольфрама диаметром 0,2...12 и длиной 75, 150, 200, 300 мм и более. Торированные вольфрамовые электроды имеют повышенную токсичность. Металлические плавящиеся электроды изготавливают из' специальной сварочной проволоки. Для автоматической и полуавтоматической сварки электродом служит калиброванная сварочная проволока. Находят применение также порошковая, легированная проволоки, электродные ленты и пластины. Плавящиеся сварочные электроды по ГОСТ 9466 – 75 изготавливают из стальной сварочной проволоки диаметром 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0 мм и длиной 150...450 мм. Стальная сварочная проволока по ГОСТ 2246 – 70 имеет 75 марок. В зависимости от уровня легирования их разделяют на 3 группы: низкоуглеродистая (6), легированная (30) и высоколегированная (39 марок). Низкоуглеродистая проволока: Сп-08, Св-08А, Св-08АА, Св-08ГА, Св-ЮГА и Св-10Г2. Легированная проволока: Св-08ГС, Св-12ГС, Св-08Г2С, Св-10НМА, Св-18ХГСи др. Высока легированная проволока: Св-10Х11НВМФ, Св-12Х13, Св-20Х13, Св-07Х18Н9ТЮ, и др. Плавящие электроды представляет собой стержень из стальной сварочной электродной проволоки, на поверхность которого нанесен слой специального покрытия. Состав покрытий характеризуется марками электродов. В состав электродных покрытий входят стабилизирующие, газообразующие, шлакообразующие, раскисляющие, легирующие и связующие группы компонентов. В зависимости от состава электродные покрытия делятся на кислые (А), рутиловые (Р), основные (Б), целлюлозные (Ц), смешанные (АР, РБ, и др.), прочие (П). Электроды для ручной дуговой сварки подразделяются на следующие четыре типа: 1). Электроды для сварки углеродистых, низколегированных и легировонных конструкционных сталей (ГОСТ 9467-75). 2). Электроды для сварки легированных теплоустойчивых сталей (ГОСТ 9467-75). 3). Электроды для сварки высоколегированных сталей с особыми свойствами (ГОСТ10052-75). 4). Электроды для наплавки поверхностных слоев с особыми свойствами (ГОСТ 10051-75). Для выданной в задании марки стали 12ХМ выбираем электрод 3.4. Выбор источника сварочного тока В качестве наиболее распространенных источников сварочного тока применяются сварочные трансформаторы, преобразователи, агрегаты и выпрямители (табл. 3.4). При сварке малоуглеродистых сталей для неответственных сварных соединений могут примениться источники переменного тока, так как сварка переменным током экономичнее, чем постоянным, в 1,5...2 раза. Источники постоянного тока применяются при сварке средне-, высокоуглеродистых и легированных сталей. Для уменьшения теплового воздействия на деталь применяется постоянный ток обратной полярности («минус» на массу). К источникам сварочного тока предъявляются определенные требования. Источники для ручной электродуговой сварки должны иметь: падающую вольт-амперную характеристику; достаточное для зажигания дуги и в то же время безопасное напряжение холостого хода, составляющее для переменного тока 80 В, для постоянного – 90 В; плавное регулирование сварочного тока и определенные динамические свойства; достаточную мощность; нормированный уровень шума и радиопомех; отдельный болт для заземления в доступном месте. Выбор марки источника сварочного тока производится (табл. 3.4.) по номинальному току, пределам регулирования тока и другим параметрам. Таблица 3.4. Краткая техническая характеристика источника сварочного тока
Проектирование технологического процесса газовой сварки При проектировании технологического процесса газовой сварки в соответствии с вариантом задания студент выполняет расчет режимов газовой сварки стыкового или другого вида сварного соединения, производит выбор сварочной проволоки и газосварочного оборудования, заполняет технологическую карту газовой сварки. 4.1. Расчёт режимов газовой сварки углового соединения Диаметр присадочного материала в виде сварочной проволоки, прутков или литых стержней приближенно определяется по следующим эмпирическим зависимостям: для левого способа сварки d=0,5S+l мм,d=0.5·4+1=3 мм; для правого способа сварки d=0.5S мм,d=0.5·4=2 мм, где S – толщина свариваемого материала, мм. При толщине свариваемого материала до 3...4 мм более производительным и технологичным является левый способ сварки. При сварке материала толщиной более 15 мм диаметр сварочной проволоки берут равным 6...8 мм. Газовая сварка осуществляется, как правило, с применением присадочного материала в виде сварочной проволоки. Стальная сварочная проволока по ГОСТ 2246 – 70 поставляется следующих диаметров: 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,5; 1,6; 2,0; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 и 12,0 мм. Газовую сварку тонких листов можно производить за счет оплавления отбортованных кромок основного материала. Основное время газовой сварки:
где: m – масса наплавленного металла, г; Кн – коэффициент наплавки (табл. 4.1.1.), г/мин; KL – коэффициент длины шва. При L Кш – коэффициент, учитывающий положение шва в пространстве. Для нижнего шва Кш = 1, вертикального – 1,3, потолочного – 1,6. Скорость газовой сварки V определяется по формулам:
где: KМ – коэффициент, учитывающий свариваемый материал и способ сварки. При сварке малоуглеродистой стали левым способом Kм =14, правым – 18 мм м/ч; 4.2. Особенности расчёта режимов газовой сварки нахлёсточного, углового и таврового соединений Методика расчёта режимов газовой сварки иахлёсточных, угловых и тавровых соединений почти такая же, как и стыковых, но имеет некоторые особенности. Площадь поперечного сечения сварного шва нахлёсточного, углового или таврового соединений
где: Ку – коэффициент увеличения площади поперечного сечения сварного шва (раздел 3.2., табл. 3.3); К – катет сварного шва, мм. Газовая сварка нахлёсточных, угловых и тавровых соединений производится в один проход. Все остальные параметры режима сварки рассчитываются так же, как для стыковых сварных соединений. 4.3 Выбор сварочной проволоки Сварочную проволоку для газовой сварки выбирают так, чтобы ее химический состав был близок к составу основного свариваемого материала. Некоторые марки сварочных проволок по ГОСТ 2246—70 приведены в разделе 3.3. 4.4.Выбор газосварочного оборудования Выбор номера сменного наконечника сварочных горелок производится в зависимости от толщины свариваевого материала и рассчитанного значении часового расхода ацетилена (табл. 7). Часовой расход ацетилена
где: К – коэффициент, учитывающий свариваемый материал и тип сварного соединения, К=100... 130 л/мм ч; S – толщина свариваемого материала, мм. Объём ацетилена Vaна газовую сварку определенного изделия можно определить по зависимости
где:
Массу карбида кальция, требуемую для получения расчетного значения объема ацетилена на газовую сварку, определяем по формуле:
где:
Объём кислорода на газовую сварку изделия:
где: 1,1 – соотношение кислорода и ацетилена, подаваемых в сварочную горелку;
Давление кислорода в баллоне, необходимое для выполнения газовой сварки изделия, определяется по формуле:
где:
Для ручной ацетилено-кислородной сварки, наплавки, пайки и подогрева изделий чаще применяют инжекторные сварочные горелки малой мощности Г2-04 с номерами сменных наконечников 0, 1, 2, 3, 4 и инжекторные сварочные горелки средней мощности Г2-04с номерами сменных наконечников 1, 2, 3, 4, 5, 6, 7. Эти сварочные горелки заменили ранее выпускавшиеся горелки малой мощности Г2-02, «Звёздочка», «Малютка» и средней мощности – ГС-3, «Звезда», «Москва». При выполнении газовой сварки кроме сварочной горелки необходимо иметь ацетиленовый генератор (табл. 4.1.2.), кислородный баллон, кислородный редуктор, шланги, вспомогательное оборудование и защитные средства. Таблица 4.1.1. Техническая характеристика сменных наконечников инжекторных сварочных горелок малой и средней мощности
Выберем ацетиленовый генератор марки ГРВ-3. Таблица 4.1.2. Техническая характеристика переносных и передвижных ацетиленовых генераторов среднего давления
Практическая работа№5 Тема: Проектирование технологического процесса стыкового шва Время выполнения работы – 4 часа Цель: Сформировать знания и навыки по проектированию технологического процесса стыкового шва Ход работы: Изучить конструкцию сварного узла по эскизу. Описать последовательность сборки и сварки соединения Разработать технологический процесс сварки стыкового соединения Сделать вывод Вариант 1. Вариант 2.
Вариант 3.
Вариант 4.
Пример выполнения технологического процесса Приложение 1.
Приложение2. Технологическая карта сварки Технологическая карта сварки – документ, который является результатом разработки технологии сварки конкретного соединения. В нем записаны самые важные технологические параметры создания сварного соединения, по сути это инструкция по сварке соединений. При разработке технологии сварки металлоконструкций каждое сварное соединение должно быть изготовлено в соответствии с разработанной для нее технологической картой сварки. Технологическая карта сварки содержит в себе: 1. сведения о основном металле; 2. сведения о качестве и подготовке соединения под сварку: данные о разделке, о количестве и расположении прихваток, данные о предварительной очистке кромок; 3. данные о фиксации свариваемого изделия и о возможном подогреве; 4. сведения об используемом сварочном оборудовании и сварочных материалах; 5. сведения о режиме сварки в зависимости от способа сварки могут включать: сварочный ток, напряжение дуги, скорость сварки, полярность при сварке, расход защитного газа, скорость подачи проволоки и др.; 6. сведения о форме сварного соединения и способах контроля качества сварного соединения. Разработка технологической карты сварки начинается с анализа свариваемого материала и подбора способа сварки. После этого производится анализ условий, при которых будет работать сварная конструкция и определяется, какими нормативными документами нормируется изготовление и работа этой конструкции. Далее по данным нормативной литературы и по расчетным данным определяется режим сварки, рассчитывается необходимое количество проходов, геометрия сварного соединения и другие параметры. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-03-20; Просмотров: 971; Нарушение авторского права страницы






 – падение напряжения на аноде и катоде,
– падение напряжения на аноде и катоде, –падение напряжения на единицу длины дуги,
–падение напряжения на единицу длины дуги, –длина дуги,
–длина дуги,
 г,
г,
 –площадь поперечного сечении электродной проволоки, мм2;
–площадь поперечного сечении электродной проволоки, мм2;

 –коэффициент потерь. Значение
–коэффициент потерь. Значение 

 ч. Для стабилизирующих электродов берутся меньшие, для качественных – большие значения кн;
ч. Для стабилизирующих электродов берутся меньшие, для качественных – большие значения кн; 1000 мм КL = 1, при L
1000 мм КL = 1, при L  200 мм КL = 1,2;
200 мм КL = 1,2; определяется по следующей формуле:
определяется по следующей формуле:



 –основное время сварки, ч.
–основное время сварки, ч.
 – к.п.д. источника тока. Для источников переменного тока
– к.п.д. источника тока. Для источников переменного тока 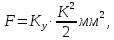

 , ГОСТ 9466-75 с общим покрытием.
, ГОСТ 9466-75 с общим покрытием.








 – часовой расход ацетилена, л/ч;
– часовой расход ацетилена, л/ч;

 – расчётное значение объема ацетилена на газовую сварку, л;
– расчётное значение объема ацетилена на газовую сварку, л; –выхол ацетилена в литрах при взаимодействии 1 кг карбида кальция с водой,
–выхол ацетилена в литрах при взаимодействии 1 кг карбида кальция с водой,  235...285 л/кг.
235...285 л/кг.

 –часовой расход кислорода, л/ч;
–часовой расход кислорода, л/ч;

 – объём кислорода на газовую сварку изделия, л;
– объём кислорода на газовую сварку изделия, л; –давление кислорода полностью заправленного баллона,
–давление кислорода полностью заправленного баллона,  –объём кислорода полностью заправленного баллона,
–объём кислорода полностью заправленного баллона,  –остаточное давление кислорода в баллоне,
–остаточное давление кислорода в баллоне,