
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Сварка горизонтальных стыков.
При сборке горизонтальных стыков труб нет необходимости полностью снимать кромки нижней трубы, достаточно лишь раскрыть ее на угол 10-15°, что улучшает процесс сварки без изменения ее качества (рис. 10, а). При сборке неответственных трубопроводов на нижней трубе фаска совсем не снимается (рис. 10, б).
Лучшим методом сварки горизонтальных стыков является сварка отдельными валиками небольшого сечения. Первый валик накладывают в вершине шва (рис. 10, в) электродами диаметром 4 мм (при токе 160-190 А) при возвратно-поступательном движении электрода с обязательным образованием на внутренней стороне стыка узкого ниточного валика высотой 1-1,5 мм. После первого валика (слоя) зачищают его поверхность, второй валик накладывают так, чтобы он перекрывал первый при возвратно-поступательном движении электрода и его небольшом колебании от края нижней кромки до края верхней кромки. Сварку выполняют в том же направлении, что и сварку первого слоя (валика), затем ток увеличивают до 250-300 А и сваривают третий валик электродами диаметром 5 мм, что повышает производительность сварки. Третий валик накладывают в направлении, противоположном первому, он должен перекрывать 70% ширины второго валика. Четвертый валик укладывают в том же направлении, но располагают в углублении между третьим валиком и верхней кромкой.
Трубы, применяемые для изготовления ферм, стоек, колонн, опор и других строений, свариваются с различными углами сопряжений (рис. 12). В этих случаях наиболее сложна и ответственна подготовка кромок под сборку и сварку. Сборочные прихватки делают в удобных местах сопряжения. Швы по контуру сопряжения соединяемых трубчатых элементов лучше выполнять по принципу обратноступенчатой сварки. Часто трубчатые узлы изготовляют дуговой сваркой неплавящимся электродом в защитном газе. Кроме ручной дуговой сварки возможно применение полуавтоматической. Для труб с толщиной стенки менее 1 мм целесообразна импульсно-дуговая сварка. Сантехнические трубы целесообразно сваривать дугопрессовой сваркой.
Наиболее прочное соединение труб можно обеспечить сваркой с поддувочным газом, подаваемым по самой трубе. В этом случае (рис. 13) газ формирует обратный валик регулируемой величины и охлаждает металл шва с образованием дендритов, направленных по толщине металла шва. Это увеличивает прочность сварного соединения и устраняет необходимость внутренних подкладных колец, как практиковалось по старой технологии сварки. В качестве поддувочного газа могут служить аргон, азот, углекислый газ и др.
1 - входной и выходной ниппели, 2 - металлические шайбы, 3 - резиновые шайбы, 4 - соединительные скобы из проволоки диаметром 2 - 3 мм, 5 - сварные трубы, 6 - шланг для подачи газа, 7 - приклеенная бумага
Контрольные вопросы: 1. В какой последовательности нужно выполнять швы при изготовлении ферм и соединении балок между собой? 2. Расскажите о сущности процесса сварки стыков труб покрытыми электродами. 3. В каких случаях и как выполняется сварка стыка труб с козырьком?
Практическая работа №2 |
Последнее изменение этой страницы: 2019-03-20; Просмотров: 749; Нарушение авторского права страницы
 Рис. 10. Схема разделки кромок горизонтальных стыков ответственных (а) инеответственных (б) трубопроводов и их сварки (в), цифрами указан порядок наложения слоев
Рис. 10. Схема разделки кромок горизонтальных стыков ответственных (а) инеответственных (б) трубопроводов и их сварки (в), цифрами указан порядок наложения слоев

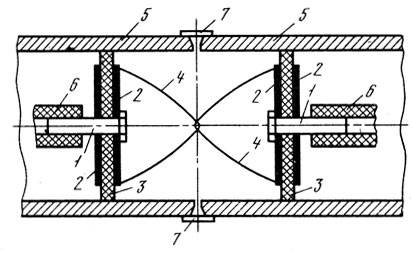 Рис. 12. Схема приспособления для сварки труб с поддувом газа:
Рис. 12. Схема приспособления для сварки труб с поддувом газа: