|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Комплект заданий текущей аттестации
Перечень практических работ по ОП
Практическая работа № 1. Тема : Построение схем сварки труб малого диаметра. Построение схем сварки труб большого диаметра Время выполнения работы – 3 часа Цель работы: Приобрести практические навыки при изучении сварки труб малого и большого диаметров Ход выполнения работы: 1. Ознакомление с теоретическими сведениями 2. Изучить технологию сварки труб большого и малого диаметра 3. Начертить схемы сварки труб большого диаметра 4. Начертить схемы сварки труб малого диаметра 5. Начертить схему сварки стыков труб с козырьком 6. Ответить на контрольные вопросы 7. Сделать выводы
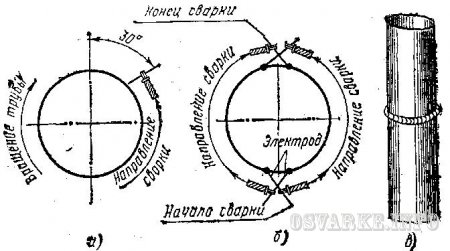
Теоретические сведения Общие сведения. При сооружении трубопроводов сварные стыки труб могут быть поворотными, неповоротными и горизонтальными (рис.1).
Рис. 2. Подготовка кромок труб под сварку при толщине стенок 8-12 мм
Разностенность толщин стенок свариваемых труб и смещение их кромок не должны превышать 10% толщины стенки, но быть не более 3 мм. При стыковке труб должен обеспечиваться равномерный зазор между соединяемыми кромками стыкуемых элементов, равный 2-3 мм. Прихватки, являющиеся составной частью сварного шва, выполняют те же сварщики, которые будут сваривать стыки, с применением тех же электродов. При сварке труб диаметром до 300 мм прихватка выполняется равномерно по окружности в четырех местах швом высотой 3-4 мм и длиной 50 мм каждая. При сварке труб диаметром более 300 мм прихватки располагают равномерно по всей окружности стыка через каждые 250-300 мм. При монтаже трубопроводов необходимо стремиться к тому, чтобы по возможности больше стыков сваривалось в поворотном положении. Трубы, толщина стенки которых составляет 12 мм, сваривают в три слоя. Первый слой создает местный провар в корне шва и надежное сплавление кромок. Для этого необходимо, чтобы наплавленный металл образовал внутри трубы узкий ниточный валик высотой 1-1,5 мм, равномерно распределяющийся по всей окружности. Для получения провара без сосулек и грата движение электрода должно быть возвратно-поступательным с непродолжительной задержкой электрода на сварочной ванне, незначительным поперечным колебанием между кромками и образованием небольшого отверстия в вершине угла скоса кромок. Отверстие получается в результате проплавления основного металла дугой. Размер его не должен превышать на 1-2 мм установленный зазор между трубами.
|
Последнее изменение этой страницы: 2019-03-20; Просмотров: 676; Нарушение авторского права страницы