|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
МДК 03.01. Формы и методы контроля качества металлов и сварных конструкцийСтр 1 из 18Следующая ⇒
ФОНД ОЦЕНОЧНЫХ СРЕДСТВ ТЕКУЩЕЙ АТТЕСТАЦИИ МДК 03.01. Формы и методы контроля качества металлов и сварных конструкций
специальность СПО: 22.02.06 Сварочное производство
Яровое 2018 РАЗРАБОТЧИКИ: КГБ ПОУ «Яровской политехнический техникум» преподаватель__ Т.А. Ролдухина
ОБЩИЕ ПОЛОЖЕНИЯ 1.1 Фонд контрольно-оценочных средств по МДК 03.01. Формы и методы контроля качества металлов и сварных конструкций 1.2 . В результате аттестации по МДК осуществляется проверка следующих знаний и умений:
Информационные ресурсы: 1. Профессиональные информационные системы CAD и CAM. 2. Классификаторы социально-экономической информации: [Электронный Электронный ресурс «Сварка». Форма доступа: - www.svarka-reska.ru - www.svarka.net - websvarka.ru Комплект заданий текущей аттестации Перечень практических работ по ОП
Практическая работа №1 Порядок выполнения 1. Изучить тему по учебнику Овчинников качества сварных соединений: учебник для СПО- М.:Изд. центр «Академия», 2009г.-208с. (с. 6- 26) 2. Составить классификации дефектов сварных конструкций по расположению, по форме, по размерам, по количеству. Классификации записать в виде таблицы или схемы. 3. Ответить на контрольные вопросы Отчет о работе 1. Отчет должен содержать: название работы, цель, классификацию дефектов, ответы на контрольные вопросы. 5. Контрольные вопросы 1. Что называется дефектом сварного соединения? 2. Какова классификация дефектов сварных соединений на группы по ГОСТ 30242-97 3. Какова классификация трещин? 4. Какие существуют дефекты формы шва? Практическая работа №2 Порядок выполнения 1. Изучить тему по учебнику Овчинников качества сварных соединений: учебник для СПО- М.:Изд. центр «Академия», 2009г.-208с. (с. 27- 46) 2. Выбрать типичные дефекты для дуговых способов сварки (покрытым электродом, в защитном газе, под флюсом), контактной сварке, электронно-лучевой, лазерной, сваркой трением. Заполнить таблицу 1. 3. Ответить на контрольные вопросы Отчет о работе 1. Отчет должен содержать: название работы, цель, таблицу 1., ответы на контрольные вопросы. Таблица 1
5. Контрольные вопросы 1. Какова технология устранения кратеров? 2. Каким образом устраняют поверхностные и внутренние трещины? 3. Какова технология исправления подрезов? 4. Сколько раз допускается исправление одного и того же участка шва? Практическая работа №3 Задание: 1. Изучить теоретический материал. 2. Изучите названия, определения и причины образования дефектов в сварных соединениях. 3. На образцах измерьте ширину и выпуклость сварного шва с лицевой и обратной стороны. Сравните полученные результаты измерений с данными нормативных документов, регламентирующих геометрические параметры шва для выбранного способа сварки, типа соединения и толщины свариваемого материала. При измерениях швов пользуйтесь универсальным шаблоном, штангенциркулем и линейкой. Отметьте на образцах участки швов, где их размеры выходят за допустимые пределы. 4. С помощью лупы выявите трещины, поверхностные поры, подрезы, кратеры и выплески. 5. Ответить на вопросы. 6.Заполнить Акт визуального и измерительного контроля качества сварных швов теоретические основы Визуальный контроль — один из наиболее простых и общедоступных видов неразрушающего контроля, обеспечивающий высокую производительность. Визуальный и измерительный контроль применяют в двух вариантах: ■ внешний осмотр сварных соединений и измерение их геометрических параметров после изготовления партии деталей; ■ активный внешний осмотр — контроль в процессе сварки с оперативной обратной связью для регулирования технологических режимов. Визуальный и измерительный контроль выполненных сварных соединений (конструкций, узлов) производят с целью выявления деформаций, поверхностных трещин, подрезов, прожогов, наплывов, кратеров, свищей, пор, раковин и других несплошностей и дефектов формы швов, проверки геометрических параметров сварных швов и допустимости обнаруженных дефектов. Качество сварных соединений считается неудовлетворительным, если выявлены недопустимые дефекты. Подготовка к визуальному и измерительному контролю. Визуальный и измерительный контроль сварных соединений осуществляют до использования остальных неразрушающих методов контроля (радиационный, ультразвуковой и др.). Перед визуальным контролем поверхность основного металла и сварных соединений очищают от шлака, брызг металла, ржавчины и других загрязнений, которые препятствуют проведению контроля (на контролируемых поверхностях допускается наличие цветов побежалости, когда это оговорено в производственно-технической документации). Геометрические параметры сварных швов измеряют после визуального контроля или одновременно с ним. Измерение деталей, подготовленных под сварку, производят до их сборки. При визуальном и измерительном контроле сварных соединений контролируемая зона должна включать в себя поверхность металла шва и примыкающие к нему с обеих сторон участки основного металла шириной не менее: ■ 5 мм — для стыковых соединений, выполненных дуговой и контактной сваркой оплавлением при номинальной толщине свариваемых деталей до 5 мм включительно; ■ номинальной толщины деталей (5... 20 мм) — для стыковых соединений, полученных дуговой или электронно-лучевой сваркой, а также контактной сваркой оплавлением; ■ 20 мм — для стыковых соединений, выполненных дуговой и контактной сваркой оплавлением при номинальной толщине деталей более 20 мм, а также стыковых и угловых соединений, полученных газовой сваркой, независимо от номинальной толщины деталей, в частности, при ремонте дефектных участков сварных соединений; ■ 5 мм — для угловых, тавровых, торцевых и нахлесточных сварных соединений (в том числе при сварке труб с трубными досками), выполненных дуговой сваркой, независимо от номинальной толщины деталей; ■ 50 мм — для сварных соединений, полученных с помощью электрошлаковой сварки, независимо от номинальной толщины деталей. Параметры шероховатости очищенных для выполнения контроля поверхностей деталей, сварных соединений и кромок деталей, подготовленных под сварку, не должны превышать Rа 12,5 мкм и Rz 80 мкм. ОБОРУДОВАНИЕ И ОБРАЗЦЫ Для выполнения лабораторной работы потребуются: измерительная металлическая линейка по ГОСТ 427—75*; лупа; универсальный шаблон; эталоны сварных швов; набор сварных образцов с характерными дефектами.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. Изучите названия, определения и причины образования дефектов в сварных соединениях. 2. На образцах измерьте ширину и выпуклость сварного шва с лицевой и обратной стороны. Сравните полученные результаты измерений с данными нормативных документов, регламентирующих геометрические параметры шва для выбранного способа сварки, типа соединения и толщины свариваемого материала. При измерениях швов пользуйтесь универсальным шаблоном, штангенциркулем и линейкой. Отметьте на образцах участки швов, где их размеры выходят за допустимые пределы. 3. С помощью лупы выявите трещины, поверхностные поры, подрезы, кратеры и выплески.
ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ РАБОТЫ
Напишите отчет, в котором укажите название и цель работы, применяемое оборудование и образцы. Приведите эскизы сварных швов с дефектами, отметив для каждого образца способ сварки и типы выявленных наружных дефектов. Сформулируйте выводы по результатам работы. КОНТРОЛЬНЫЕ ВОПРОСЫ 1. Какие параметры контролируют при инструментальном контроле сварных швов? 2. Какова цель внешнего осмотра? 3. Какие дефекты выявляют внешним осмотром? 4. Какие инструменты применяют при внешнем и инструментальном контроле сварных соединений?
Практическая работа №4 Порядок выполнения работы Задание · Провести контроль качества предложенного изделия внешним осмотром и измерениями. · Заполнить таблицу Отчёт по практической работе должен содержать: цель работы, краткое изложение теоретического материала, ответы на задания к практической части работы и выводы. Практическая работа №5 Теоретические сведения Герметичность – это способность сварного соединения сохранять в рабочих условиях начальное количество содержащегося в изделии вещества. Наиболее распространенная причина потери герметичности сварных соединений – сквозные дефекты. Они обычно имеют вид поровых каналов, трещин, непроваров и других пороков. Испытания швов керосином подвергают открытые сосуды: резервуары, цистерны и другие изделия. Способ основан на высокой проникающей способности керосина. Для обнаружения неплотностей швов их покрывают меловой краской со стороны, доступной для осмотра (и устранения дефектов). Затем шов с другой стороны смачивают керосином и выдерживают необходимое по расчету время 15-60 мин). Обнаруживают несплошности минимальным диаметром порядка (15-20)х10-5 мм. Дефекты выявляются на окрашенной мелом стороне в виде ржавых полос и пятен. Следует избегать смачивания изделий водой, так как из-за полярности ее молекул уменьшается выявляемость дефектов. Изделие перед контролем следует высушить. Техника безопасности Ознакомится с инструкцией № 01-10 по охране труда при проведении занятий в учебных кабинетах, учебно-производственных мастерских, лабораториях. Порядок проведения · Подготовить образец для испытания (зачистить от шлака и брызг металла) · Выполнить визуальный контроль. Определить наружные дефекты. · Перед контролем изделие следует высушить. · С одной стороны шва нанести меловую краску, с противоположной стороны шва нанести керосин и оставить на 15 минут. · Провести визуальный осмотр сварного соединения и сделать выводы о качестве. Отчет о работе 1. Отчет должен содержать название работы, цель, оборудование и принадлежности, краткое описание хода работы, чертеж сварного соединения с нанесенными дефектами, описание дефектов. 2.Ответы на контрольные вопросы. 7. Контрольные вопросы 1. Какова причина появления дефектов в сварочных швах? 2. Особенности проведения контроля «керосиновой пробой». 3. Какие дефекты можно выявить с помощью данного метода, на каких объектах он применяется? Практическая работа №6 Теоретические сведения Метод отбора образцов Для испытания на сплющивание применяют образцы в виде отрезка трубы длиной 20-50 мм. Испытание может проводится непосредственно на трубе с предварительным ее надрезом перпендикулярно к продольной оси на глубину не менее 0,8 Dн Техника безопасности Во время работы испытательное пространство представляет постоянную опасность! 1. Установка образца, зажатие, разжатие образцов и компонентов, а также пристегивание других принадлежностей может зажать или прищемить части тела, что может вызвать серьезные травмы конечностей, особенно рук, кистей и пальцев. 2. Во время испытаний не трогайте образцы без необходимости. Всегда сохраняйте достаточную, безопасную дистанцию! 3. Оператор должен убедиться, что никто не находится в опасной зоне во время и после операции, обозначенной вертикальными барьерами и знаками. Оператор несет ответственность за третье лицо! 4. Строго запрещается менять вкладки при включенной машине, возможно получение травм. Порядок проведения работы 4.1. Студенты измеряют образцы для испытаний, оценивают качество сварного шва визуальным и измерительным контролем, наблюдают за испытанием на сплющивание, определяют наличие дефектов после окончания испытания. 4.2. Испытуемый образец помещается между двумя гладкими жесткими и параллельными плоскостями и плавно сплющивают его, сближая сжимающие плоскости до заданного расстояния (Н) 4.3. Ширина сжимающих плоскостей всегда должна быть больше, чем ширина образца после сплющивания. 4.4. Сварной шов при испытаниях располагается примерно под углом 90о к оси приложения нагрузки 4.5. Скорость сплющивания образца должна быть не более 25 мм/мин. 4.6. Признаком того, что образец выдержал испытание служит отсутствие после сближения сжимаемых поверхностей до величины (Н) на внешней и внутренней поверхностях трещин или надрывов с металличесим блеском, определяемых визуально. 4.7. Оценка результатов испытания должна проводиться в соответствии с требованиями нормативно-технической документации на контролируемое изделие. 5. Отчет по лабораторной работе: Должен содержать название, цель работы, оборудование и принадлежности, таблицу с результатами, заключение по результатом испытания.
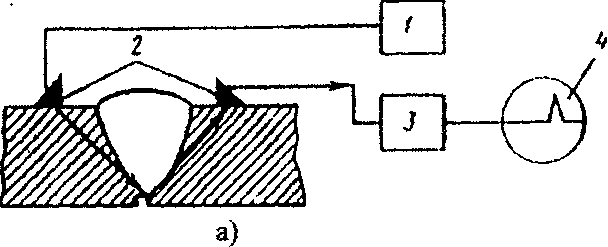
6. Контрольные вопросы 1. Какие существуют виды разрушающего контроля сварных швов? 2. Для каких целей производятся механические испытания сварных соединений? 3. Какое оборудование применяется для статических испытаний? 4. Для определения какой способности металла проводят испытания на сплющивание? 5. Какова методика испытания сварных труб на сплющивание? 6. Снимается ли выпуклость сварного шва на образцах для испытаний? Практическая работа №7 Тема: Определение наружных дефектов внешним осмотром и измерениями. Время выполнения задания- 4 часа Цель работы: изучить методику визуально-измерительного контроля согласно РД 03-606-03; ознакомиться с инструментами и принадлежностями для контроля. Продолжительность: аудиторная работа – 4 часа; 1.Рекомендации по подготовке к практической работе с указанием литературы 1. Перед испытаниями образцов изучить методические указания по выполнению практической работы, пройти инструктаж по охране труда. 2. РД 03-606-03 Инструкция по визуальному и измерительному контролю 2.Теоретические сведения РД 03-606-03 устанавливает порядок проведения визуального и измерительного контроля (ВИК) сварных соединений, наплавок и основного материала объектов, подконтрольных Ростехнадзору. РД 03-606-03 обязателен для организаций, которые осуществляют деятельность по визуальному и измерительному контролю (ВИК) при строительстве, изготовлении, эксплуатации, монтаже, реконструкции, техническом диагностировании, ремонте, экспертизе промышленной безопасности технических устройств, зданий и сооружений на опасных производственных объектах. В РД 03-606-03 приведены определения различных дефектов и их иллюстрации, методики использования средств неразрушающего контроля для измерения конкретных дефектов. РД 03-606-03 устанавливает требования: Техника безопасности Ознакомится с инструкцией № 01-10 по охране труда при проведении занятий в учебных кабинетах, учебно-производственных мастерских, лабораториях. Порядок выполнения 1. Изучить комплектацию набора для визуально-измерительного контроля. 2. Определить назначение измерительных инструментов для контроля качества сварных соединений и металла (штангенциркуля, универсального шаблона сварщика УШС-3, набора щупов, набора радиусов, угольников и др. инструментов). 3. Изучить возможности УШС-3 по паспорту завода-изготовителя, произвести несколько измерений для тренировки 4. Изучить содержание инструкции по визуальному и измерительному контролю. Ответить на вопросы по методике ВИК. Подготовиться к беседе по методике ВИК 5. Изучить содержание технологической карты по ВИК Отчет о работе Отчет должен содержать: название работы, цель, оборудование и материалы, ответы на контрольные вопросы. 7. Контрольные вопросы 1. Каковы требования устанавливает РД 03-606-03 на стадии входного контроля? 2. Каковы требования устанавливает РД 03-606-03 при подготовке к контролю? 3. На каких стадиях производства сварных конструкций применяется ВИК? 4. Какие требования к персоналу, производящему ВИК? 5. Какой порядок выполнения ВИК готовых сварных изделий? 6. Какие инструменты применяются для измерительного контроля? 8.Литература 1.Инструкция по визуальному и измерительному контролю РД 03-606-03 Практическая работа №8 Практическая работа №9 Практическая работа №10 Методические указания Метод УЗ – контроля основан на способности ультразвуковых волн, проник в металл на большую глубину, и отражаться от дефектов, находящихся в сварном шве. В процессе контроля излучения ультразвуковых колебаний от вибрирующих пластин (пьезокристалла) вводится в контрольный шов. При встрече с дефектом ультразвуковая волна отражается от него и улавливается другой пластиной, которая преобразует ультразвуковые колебания в электрические (рис. №1.).
рис. № 1. Ультразвуковой контроль: а) – схема кош роли: 1 – генератор ультразвуковых колебаний, 2 – пьезокристаллический щуп, 3 – усилители, 4 – экран дефектоскопа; б) – перемещение щупа по поверхности изделия.
Эти колебания после их усиления подаются на экран электронно-лучевой трубки дефектоскопа, которые в виде импульсов свидетельствуют о наличии дефектов. При контроле пьезокристал, вмонтированный в призматический щуп перемещают вдоль шва по волнообразной линии. По характеру импульсов судят по протяженности дефектов и глубине их залегания. Ультразвуковой контроль можно проводить при одностороннем доступе сварному шву без снятия усиления или предварительной обработке поверхностей шва. Аппаратура для ультразвукового контроля состоит из исказителя, содержащего пьезопреобразователь для излучения и приёма ультразвуковых колебаний, электронного блока (собственно дефектоскопа) и различных вспомогательных устройств. Электронный блок предназначен для генерирования зондирующих импульсов высокочастотного напряжения, для усиления и преобразования эхо сигнала, отраженных от дефектов, и наглядного отображения амплитудно-временных характеристик эхо сигналов на экране электронно-лучевой трубки (ЭЛТ). Для контроля сварных швов применяют отечественные дефектоскопы ДУК-66П, ДУК-66 и др. Дефектоскопы ДУК-66П работают следующим образом. От синхронизатора тактовые импульсы подаются на генератор зондируют импульсов и запускают его. При подаче запускающего импульса и контуре, состоящем из индуктивности, ёмкости, пьезопластины и накопительного конденсатора, возникают кратковременные свободные радиочастотные колебания (зондирующие импульсы). Зондирующие импульсы возбуждают в пьезопластине ультразвуковые колебания соответствующей частоты. Одновременно тактовые импульсы синхронизатора попадают так же и на генератор ЭЛТ. Для прозвучивания металла различной толщины скорость развёртки может регулироваться. Отражение от дефекта импульсы колебаний попадают на пьезопластину преобразовываются в ней в электрические сигналы, а затем попадают на экран ЭЛТ. Горизонтальная развертка ЭЛТ является временной. Расстояние по развертке от зондирующего импульса до принятого сигнала пропорционально времени прохождения импульса от пьезопластины до дефекта и обратно. Таким образом, зная скорость ультразвука и направление хода лучей, можно определить координаты дефектов или толщину изделия путём измерения этого времени с помощью подвижной П-образной метки глубиномера, называемой скос-рейсмусом. Погрешность координат не превышает 2 мм. Отклонение луча на ЭЛТ в вертикальном направлении (высота импульса характеризует амплитуду применяемого сигнала и пропорционально величине дефекта). Для измерения амплитуды предусмотрен специальный переключатель, помощью которого усилитель может быть непосредственно подключен генератору. В дефектоскопе имеется так же автоматический сигнализатор дефектов предназначенный для звуковой или световой сигнализации дефектов.
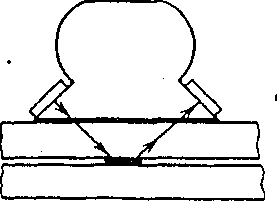
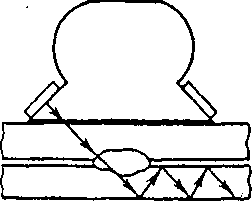
Ход работы Методика контроля сварной точки. Для контроля сварной точки по методике МВТУ применяется специальный призматический щуп, на котором укреплены два пьезоэлемента. Один пьезоэлемент служит излучателем, второй — приемником. Щуп устанавливается над сварной точкой согласно схеме рис. 2. Если точка сварена, то ультразвуковая энергия сквозь точку уходит в нижний лист соединения и не попадает на приемный пьезоэлемент. Если точка не сварена или имеет другие дефекты, энергия ультразвука отражается от дефектов и попадает на приёмный пьезоэлемент. На экране дефектоскопа появляется импульс.
Порядок проведения контроля следующий: 1. Установить щуп не на сваренное место и отрегулировать высоту импульса на экране трубки в пределах 12—20 мм. 2. Установить щуп рядом с контролируемой точкой и перемещать его параллельно самому себе. Моменты исчезновения и последующего появления импульса, сигнализирующие о наличии литого ядра, отметить чертилкой. Расстояние между полученными отметками и есть фактический диаметр ядра точки с точностью ±0,5мм. 3. Для проверки разрушить образцы и измерить фактический диаметр точки. Сопоставить полученные результаты.
Контрольные вопросы: 1. Объяснить работу блок – схемы дефектоскопа. 2. Назначение эталонов при УЗ – контроле. 3. Область применения, преимущества и недостатки УЗ – контроля. 4. Чувствительность ультразвукового метода контроля сварных швов к выявлению дефектов.
Отчет по работе должен содержать: 1. Номер работы, тему, цель работы, исходные материалы и данные. 2. Используемую литературу и другие источники. 3. Схему упрощённого дефектоскопа с описанием его работы. 4. Схему прохождения ультразвука в сварной точке. 5. Вывод по работе.
Практическая работа №11 Теоретические сведения Испытания на растяжение проводят на образцах, вырезаемых непосредственно из контролируемых изделий или из контрольных соединений, специально свариваемых для этих целей. При этом необходимо использовать те же основной металл и сварочные материалы, режимы сварки, тех же сварщиков. В результате этих испытаний определяют временное сопротивление σВ, предел текучести σТ, относительное удлинение . При сварке контрольных соединений ширина (а) каждой свариваемой пластины в зависимости от толщины металла (б) должна быть не менее:
При испытании на растяжение принимаются следующие обозначения: Lo - длина расчетной части до разрыва, мм; Lк- длина расчетной части после разрыва, мм; Sо – начальная площадь поперечного сечения образца, мм2; P - нагрузка разрушения образца, кгс, N– длина образца, находящегося в зажимах испытательной машины.
Техника безопасности Во время работы испытательное пространство представляет постоянную опасность! 1. Установка образца, зажатие, разжатие образцов и компонентов, а также пристегивание других принадлежностей может зажать или прищемить части тела, что может вызвать серьезные травмы конечностей, особенно рук, кистей и пальцев. 2. Во время испытаний не трогайте образцы без необходимости. Всегда сохраняйте достаточную, безопасную дистанцию! 3. Оператор должен убедиться, что никто не находится в опасной зоне во время и после операции, обозначенной вертикальными барьерами и знаками. Оператор несет ответственность за третье лицо! 4. Строго запрещается менять вкладки при включенной машине, возможно получение травм. 5. После окончания испытания на растяжение сначала открывают нижний захват, чтобы удалить остаток образца, а после этого верхний. Порядок проведения работы Литература 1. ГОСТ 6996-66. Методы определения механических свойств 2. В Овчинников В.В.Контроль качества сварных соединений: учебник для СПО- М.:Изд.центр «Академия», 2009г.-208с. 3. В.С. Золотаревский «Механические свойства металлов» М. Металлургия, 1983г. 4. ГОСТ 14019-80 «Металлы. Методы испытания на изгиб Практическая работа №12 Практическая работа №13 Тема: Определение склонности стали к образованию горячих и холодных трещин Время выполнения задания – 4 часа. Цель работы: · определение свариваемости стали; · оценка склонности металла к появлению горячих и холодных трещин; · определение необходимости подогрева перед, во время и после сварки,; · определение структуры стали. Порядок выполнения работы. 1. Выбрать марку стали и исходные данные согласно указанного преподавателем варианта (см. приложение: Таблица 4). 2. Выписать из таблицы 3 (см. приложение) химический состав заданной стали в виде таблицы Таблица. Химический состав стали
Содержание отчета. 1. Таблица химического состава заданной стали. 2. Расчеты для определения свариваемости стали и по оценке склонности стали к появлению горячих и холодных трещин. 3. Рекомендации по термообработке до сварки, во время и после сварки 4. Краткие выводы. 5. Ответы на тест-задание. Приложение Таблица 3. Химический состав сталей
Исходные данные δ = 10 мм – для всех вариантов Таблица 4. Исходные данные
5. Вопросы тест-задания ЛИТЕРАТУРА 1. Виноградов В.С. Электрическая дуговая сварка. - М.:ACADEMA, 2008. 2. Чернышов Г.Г.Технология электрической сварки плавлением. - М.:ACADEMA, 2006. 3. Казаков Ю.В. Сварка и резка материалов. - М.:ACADEMA, 2008. 4. Колганов Л.А. Сварочные работы. – М.: «Дашков и К0», 2008. 5. Левадный В.С., Бурлака А.П. Сварочные работы. Практическое пособие. – М.:Аделант, 2007. 6. Маслов В. И. Сварочные работы. – М.: ИРПО; Изд. Центр "Академия", 2000 7. Чернышов Г.Г. Сварочное дело. - М.:ACADEMA, 2008. Перечень рекомендуемых Интернет-ресурсов: 1. http://www.osvarke.com/ - О сварке. Информационный сайт; 2. http://weldingsite.com.ua/ - Все о сварке, сварочных технологиях и оборудовании; 3. http://www.welder.kiev.ua/ - журнал СВАРЩИК 4. http://www.cbapka.ru/ - Сварка и сварочное оборудование 5. http://svarka-info.com - Виртуальный справочник сварщика 6. http://www.svarkainfo.ru – Все для надежной сварки 7. http://www. ic-tm.ru/info/svarochnoe_proizvodstvo – журнал Сварочное дело.
Практическая работа №14 Тема: Оформление документации по контролю качества сварки Время выполнения задания - 2 часа Цель работы: · Ознакомиться с порядком выполнения визуально- измерительного контролясварного соединения согласно РД03-606-03. · Выполнить визуальный и измерительный контроль сварного соединения. · Оформить документацию по результатам контроля. Документация:
Инструмент и материалы: · Набор универсальных шаблонов; · Металлическая линейка, штангенциркуль; · Контрольное сварное соединение; · Лупа с 5* -10* - кратным увеличением; Порядок проведения работы:
Содержание отчета:
Таблица 1 Вид дефекта Размер дефекта, мм Возможные причины образования дефектов Возможные способы исправления дефектов 1
2
Таблица 2 Вид соединения
Толщина металла, мм Ширина шва, мм Высота усиления Стыковое Полученные замерами
Стыковое По ГОСТ 16037-80
АКТ N ________ от _______ Практическая работа №15 Порядок выполнения работы Задания 1. На образце сварного соединения определить сварочные деформации и причины их появления. Перечислить их в отчёте 2.Зарисовать схематично образец и показать на схеме предполагаемые порядок и направление наложения сварных швов, которые привели к деформациям образца. 3. Зарисовать схематично образец и показать на схеме порядок и направление наложения сварных швов, места воздействия для устранения деформаций.
Отчёт по практической работе должен содержать: цель работы, краткое изложение теоретического материала, ответы на задания к практической части работы и выводы.
Практическая работа №16 Порядок выполнения работы Приложение 2 Задания 1.Определить способы устранения сварочных напряжений для данного образца сварной конструкции и записать их. 2.. Определить способы устранения сварочных деформаций для данного образца и записать их. 3. Зарисовать схематично образец и показать на схеме места воздействия на металл для устранения сварочных деформаций.
Отчёт по практической работе должен содержать: цель работы, краткое изложение теоретического материала, ответы на задания к практической части работы и выводы.
Практическая работа №17 Теоретические основы Визуальный контроль — один из наиболее простых и общедоступных видов неразрушающего контроля, обеспечивающий высокую производительность. Визуальный и измерительный контроль применяют в двух вариантах: внешний осмотр сварных соединений и измерение их геометрических параметров после изготовления партии деталей; активный внешний осмотр — контроль в процессе сварки с оперативной обратной связью для регулирования технологических режимов. Визуальный и измерительный контроль выполненных сварных соединений (конструкций, узлов) производят с целью выявления деформаций, поверхностных трещин, подрезов, прожогов, наплывов, кратеров, свищей, пор, раковин и других несплошностей и дефектов формы швов, проверки геометрических параметров сварных швов и допустимости обнаруженных дефектов. Качество сварных соединений считается неудовлетворительным, если выявлены недопустимые дефекты. Подготовка к визуальному и измерительному контролю. Визуальный и измерительный контроль сварных соединений осуществляют до использования остальных неразрушающих методов контроля (радиационный, ультразвуковой и др.). Перед визуальным контролем поверхность основного металла и сварных соединений очищают от шлака, брызг металла, ржавчины и других загрязнений, которые препятствуют проведению контроля (на контролируемых поверхностях допускается наличие цветов побежалости, когда это оговорено в производственно-технической документации). Геометрические параметры сварных швов измеряют после визуального контроля или одновременно с ним. Измерение деталей, подготовленных под сварку, производят до их сборки. При визуальном и измерительном контроле сварных соединений контролируемая зона должна включать в себя поверхность металла шва и примыкающие к нему с обеих сторон участки основного металла шириной не менее: ■ 5 мм — для стыковых соединений, выполненных дуговой и контактной сваркой оплавлением при номинальной толщине свариваемых деталей до 5 мм включительно; номинальной толщины деталей ( 5... 20 мм) — для стыковых соединений, полученных дуговой или электронно-лучевой сваркой, а также контактной сваркой оплавлением; 20 мм — для стыковых соединений, выполненных дуговой и контактной сваркой оплавлением при номинальной толщине деталей более 20 мм, а также стыковых и угловых соединений, полученных газовой сваркой, независимо от номинальной толщины деталей, в частности, при ремонте дефектных участков сварных соединений; 5 мм — для угловых, тавровых, торцевых и нахлесточных сварных соединений (в том числе при сварке труб с трубными досками), выполненных дуговой сваркой, независимо от номинальной толщины деталей; 50 мм — для сварных соединений, полученных с помощью электрошлаковой сварки, независимо от номинальной толщины деталей. Параметры шероховатости очищенных для выполнения контроля поверхностей деталей, сварных соединений и кромок деталей, подготовленных под сварку, не должны превышать Rа 12,5 мкм и Rz 80 мкм. ОБОРУДОВАНИЕ И ОБРАЗЦЫ Для выполнения лабораторной работы потребуются: измерительная металлическая линейка по ГОСТ 427—75*; лупа; универсальный шаблон; эталоны сварных швов; набор сварных образцов с характерными дефектами. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ 1. Изучите названия, определения и причины образования дефектов в сварных соединениях. 2. На образцах измерьте ширину и выпуклость сварного шва с лицевой и обратной стороны. Сравните полученные результаты измерений с данными нормативных документов, регламентирующих геометрические параметры шва для выбранного способа сварки, типа соединения и толщины свариваемого материала. При измерениях швов пользуйтесь универсальным шаблоном, штангенциркулем и линейкой. Отметьте на образцах участки швов, где их размеры выходят за допустимые пределы. 3. С помощью лупы выявите трещины, поверхностные поры, подрезы, кратеры и выплески. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ РАБОТЫ Напишите отчет, в котором укажите название и цель работы, применяемое оборудование и образцы. Приведите эскизы сварных швов с дефектами, отметив для каждого образца способ сварки и типы выявленных наружных дефектов. Сформулируйте выводы по результатам работы. КОНТРОЛЬНЫЕ ВОПРОСЫ Какие параметры контролируют при инструментальном контроле сварных швов? Какова цель внешнего осмотра? Какие дефекты выявляют внешним осмотром? Какие инструменты применяют при внешнем инструментальном контроле сварных соединений?
Практическая работа №18 Теоретические сведения
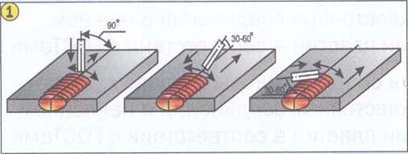
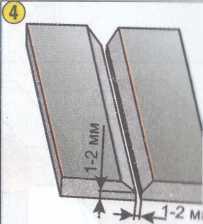
Практическая работа №19 ХОД РАБОТЫ. Конкретные действия. Выполнить сварку стыкового соединения пластин при различном положении электрода. (1)
Этапы выполнения работы. 1.Обучающийся подготавливает металл под сварку, укладывает пластины на ровную поверхность зачищенными кромками, чтобы не было разностенок. (3, 4 )
2. Обучающийся делает прихватки пластин, отступив от кромки пластины 30-40 мм (расстояние между прихватками 100-200 мм). (5)
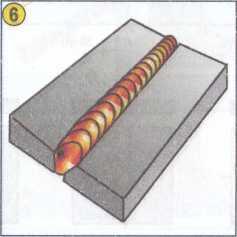
3. Обучающийся сваривает стыковое соединение в нижнем положении, зачищает валики. (6)
4.Обучающийся осуществляет контроль путем внешнего осмотра.
Результат выполнения задания. Сварное стыковое соединение при различном положении электрода выполнено. 5. Оценивание работы. 6. Сдача рабочего места.
Отчет по работе должен содержать: 1. Номер работы, тему, цель работы, исходные материалы и данные. 2. Используемую литературу и другие источники. 3. Марку сварочного оборудования и материалов. 4.Технологию выполнения работы. 5.Выявленные дефекты, их причины и способы устранения. 6. Вывод по работе.
Литература: Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом: учебник для студ. Учреждений сред. Проф. Образования / В.В. Овчинников. – 2-е изд., стер. – М.: Издательский центр «Академия», 2018. – 208с.
ФОНД ОЦЕНОЧНЫХ СРЕДСТВ ТЕКУЩЕЙ АТТЕСТАЦИИ МДК 03.01. Формы и методы контроля качества металлов и сварных конструкций
специальность СПО: 22.02.06 Сварочное производство
Яровое 2018 РАЗРАБОТЧИКИ: КГБ ПОУ «Яровской политехнический техникум» преподаватель__ Т.А. Ролдухина
ОБЩИЕ ПОЛОЖЕНИЯ 1.1 Фонд контрольно-оценочных средств по МДК 03.01. Формы и методы контроля качества металлов и сварных конструкций 1.2 . В результате аттестации по МДК осуществляется проверка следующих знаний и умений:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-03-20; Просмотров: 1828; Нарушение авторского права страницы