|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Контроль внешним осмотром и измерением
Наиболее распространенным видом неразрушающего контроля является внешний осмотр и обмер сварных швов, который имеет существенное значение для получения качественных сварных конструкций. Осмотр и обмер готового сварного изделия является первым и наиважнейшим этапом приемочного контроля. Прежде всего осматривают все сварные швы и поверхность изделий в зонах термического влияния. Внешний осмотр позволяет обнаружить такие наружные дефекты, как подрезы, незаваренные кратеры, выходящие на поверхность трещины, непровары, наплывы и т.д. При осмотре предварительно очищенной от шлака и брызг поверхности швов и околошовных зон применяют лупы и при необходимости - дополнительное местное освещение. Размеры швов: ширину, выпуклость, плавность перехода шва к основному металлу, катет шва проверяют с помощью специальных приборов или шаблонов. В выполненном сварном соединении визуально следует контролировать: – отсутствие (наличие) поверхностных трещин всех видов и направлений; – отсутствие (наличие) на поверхности сварных соединений дефектов (пор, включений, скоплений пор и включений, отслоений, прожогов, свищей, наплывов, усадочных раковин, подрезов, непроваров, брызг расплавленного металла, западаний между валиками, грубой чешуйчатости, а также мест касания сварочной дугой поверхности основного материала); – качество зачистки металла в местах приварки временных технологических креплений, гребенок индуктора и бобышек крепления термоэлектрических преобразователей (термопар), а также отсутствие поверхностных дефектов в местах зачистки; – качество зачистки поверхности сварного соединения изделия (сварного шва и прилегающих участков основного металла) под последующий контроль неразрушающими методами (в случае, если такой контроль предусмотрен ПТД); – наличие маркировки (клеймения) шва и правильность ее выполнения. В выполненном сварном соединении измерениями необходимо контролировать: – размеры поверхностных дефектов (поры, включения и др.), выявленных при визуальном контроле; – высоту и ширину шва, а также вогнутость и выпуклость обратной стороны шва в случае доступности обратной стороны шва для контроля; – высоту (глубину) углублений между валиками (западания межваликовые) и чешуйчатости поверхности шва; – подрезы (глубину и длину) основного металла; – отсутствие непроваров (за исключением конструктивных непроваров) с наружной и внутренней стороны шва; – размеры катета углового шва; – отсутствие переломов осей сваренных цилиндрических элементов.
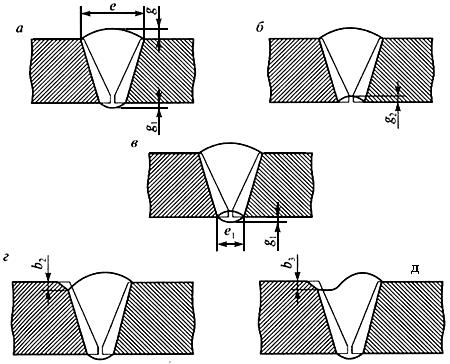
Рис. 6. Конструктивные элементы и дефекты сварного шва, подлежащие измерительному контролю (1) а, б - размеры (ширина, высота) стыкового одностороннего шва с наружной и внутренней стороны; в - то же двухстороннего сварного шва; г - подрез; д - неполное заполнение разделки кромок Критерии оценки
Приложение Виды дефектов
Задание · Провести контроль качества предложенного изделия внешним осмотром и измерениями. · Заполнить таблицу Отчёт по практической работе должен содержать: цель работы, краткое изложение теоретического материала, ответы на задания к практической части работы и выводы. Практическая работа №5 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-03-20; Просмотров: 677; Нарушение авторского права страницы