|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Тема: Выявление дефектов и оценка качества угловых и нахлесточных соединений при УЗК
Время выполнения задания – 4 часа Цель: Приобрести навыки по оценке качества сварных швов ультразвуковым методом. Исходные материалы и данные: 1. Дефектоскоп типа ДУК-66П. 2. Заводские инструменты к дефектоскопу. 3. Образцы сварки плавлением. Литература: 1. Овчинников В. В. Контроль качества сварных соединений – М: Aкадемия, 2009. 2. Овчинников В. В. Лабораторный практикум. Контроль качества сварных соединений – М: Aкадемия, 2009. Состав задания: получить навыки по ультразвуковомуконтролю и оценке качества сварных швов. Вопросы для повторения: 1. Сущность ультразвукового метода контроля. [1], стр. 89 2. Физические основы ультразвукового метода контроля. [1], стр. 89 3. Методы ультразвукового контроля. [1], стр. 94
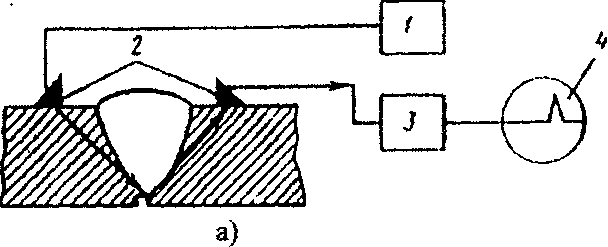
Методические указания Метод УЗ – контроля основан на способности ультразвуковых волн, проник в металл на большую глубину, и отражаться от дефектов, находящихся в сварном шве. В процессе контроля излучения ультразвуковых колебаний от вибрирующих пластин (пьезокристалла) вводится в контрольный шов. При встрече с дефектом ультразвуковая волна отражается от него и улавливается другой пластиной, которая преобразует ультразвуковые колебания в электрические (рис. №1.).
рис. № 1. Ультразвуковой контроль: а) – схема кош роли: 1 – генератор ультразвуковых колебаний, 2 – пьезокристаллический щуп, 3 – усилители, 4 – экран дефектоскопа; б) – перемещение щупа по поверхности изделия.
Эти колебания после их усиления подаются на экран электронно-лучевой трубки дефектоскопа, которые в виде импульсов свидетельствуют о наличии дефектов. При контроле пьезокристал, вмонтированный в призматический щуп перемещают вдоль шва по волнообразной линии. По характеру импульсов судят по протяженности дефектов и глубине их залегания. Ультразвуковой контроль можно проводить при одностороннем доступе сварному шву без снятия усиления или предварительной обработке поверхностей шва. Аппаратура для ультразвукового контроля состоит из исказителя, содержащего пьезопреобразователь для излучения и приёма ультразвуковых колебаний, электронного блока (собственно дефектоскопа) и различных вспомогательных устройств. Электронный блок предназначен для генерирования зондирующих импульсов высокочастотного напряжения, для усиления и преобразования эхо сигнала, отраженных от дефектов, и наглядного отображения амплитудно-временных характеристик эхо сигналов на экране электронно-лучевой трубки (ЭЛТ). Для контроля сварных швов применяют отечественные дефектоскопы ДУК-66П, ДУК-66 и др. Дефектоскопы ДУК-66П работают следующим образом. От синхронизатора тактовые импульсы подаются на генератор зондируют импульсов и запускают его. При подаче запускающего импульса и контуре, состоящем из индуктивности, ёмкости, пьезопластины и накопительного конденсатора, возникают кратковременные свободные радиочастотные колебания (зондирующие импульсы). Зондирующие импульсы возбуждают в пьезопластине ультразвуковые колебания соответствующей частоты. Одновременно тактовые импульсы синхронизатора попадают так же и на генератор ЭЛТ. Для прозвучивания металла различной толщины скорость развёртки может регулироваться. Отражение от дефекта импульсы колебаний попадают на пьезопластину преобразовываются в ней в электрические сигналы, а затем попадают на экран ЭЛТ. Горизонтальная развертка ЭЛТ является временной. Расстояние по развертке от зондирующего импульса до принятого сигнала пропорционально времени прохождения импульса от пьезопластины до дефекта и обратно. Таким образом, зная скорость ультразвука и направление хода лучей, можно определить координаты дефектов или толщину изделия путём измерения этого времени с помощью подвижной П-образной метки глубиномера, называемой скос-рейсмусом. Погрешность координат не превышает 2 мм. Отклонение луча на ЭЛТ в вертикальном направлении (высота импульса характеризует амплитуду применяемого сигнала и пропорционально величине дефекта). Для измерения амплитуды предусмотрен специальный переключатель, помощью которого усилитель может быть непосредственно подключен генератору. В дефектоскопе имеется так же автоматический сигнализатор дефектов предназначенный для звуковой или световой сигнализации дефектов.
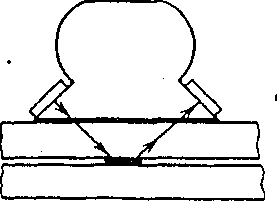
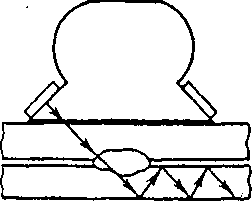
Ход работы Методика контроля сварной точки. Для контроля сварной точки по методике МВТУ применяется специальный призматический щуп, на котором укреплены два пьезоэлемента. Один пьезоэлемент служит излучателем, второй — приемником. Щуп устанавливается над сварной точкой согласно схеме рис. 2. Если точка сварена, то ультразвуковая энергия сквозь точку уходит в нижний лист соединения и не попадает на приемный пьезоэлемент. Если точка не сварена или имеет другие дефекты, энергия ультразвука отражается от дефектов и попадает на приёмный пьезоэлемент. На экране дефектоскопа появляется импульс.
Порядок проведения контроля следующий: 1. Установить щуп не на сваренное место и отрегулировать высоту импульса на экране трубки в пределах 12—20 мм. 2. Установить щуп рядом с контролируемой точкой и перемещать его параллельно самому себе. Моменты исчезновения и последующего появления импульса, сигнализирующие о наличии литого ядра, отметить чертилкой. Расстояние между полученными отметками и есть фактический диаметр ядра точки с точностью ±0,5мм. 3. Для проверки разрушить образцы и измерить фактический диаметр точки. Сопоставить полученные результаты.
Контрольные вопросы: 1. Объяснить работу блок – схемы дефектоскопа. 2. Назначение эталонов при УЗ – контроле. 3. Область применения, преимущества и недостатки УЗ – контроля. 4. Чувствительность ультразвукового метода контроля сварных швов к выявлению дефектов.
Отчет по работе должен содержать: 1. Номер работы, тему, цель работы, исходные материалы и данные. 2. Используемую литературу и другие источники. 3. Схему упрощённого дефектоскопа с описанием его работы. 4. Схему прохождения ультразвука в сварной точке. 5. Вывод по работе.
Практическая работа №11 |
Последнее изменение этой страницы: 2019-03-20; Просмотров: 651; Нарушение авторского права страницы