МДК 05.04. Электросварочные работы на автоматических и полуавтоматических машинах
ФОНД ОЦЕНОЧНЫХ СРЕДСТВ
ТЕКУЩЕЙ АТТЕСТАЦИИ
МДК 05.04. Электросварочные работы на автоматических и полуавтоматических машинах
специальность СПО: 22.02.06 Сварочное производство
Яровое
2018
РАЗРАБОТЧИКИ:
КГБ ПОУ «Яровской политехнический техникум»
преподаватель__ Т.А. Ролдухина
ОБЩИЕ ПОЛОЖЕНИЯ
1.1 Фонд контрольно-оценочных средств по МДК 05.04. Электросварочные работы на автоматических и полуавтоматических машинах
1.2 . В результате аттестации по МДК осуществляется проверка следующих знаний и умений:
| Умения |
| У.1 | выполнять правку и гибку, разметку, рубку, опиливание металла |
| У.2 | подготавливать газовые баллоны к работе |
| У.3 | выполнять сборку изделий под сварку в сборочно-сварочных приспособлениях и прихватками |
| У.4 | проверять точность сборки |
| У.5 | выполнять технологические приёмы ручной дуговой, плазменной и газовой сварки, автоматической и полуавтоматической сварки с использованием плазмотрона деталей, узлов, конструкций и трубопроводов различной сложности из конструкционных и углеродистых сталей, чугуна, цветных металлов и сплавов во всех пространственных положениях шва |
| У.6 | выполнять автоматическую сварку ответственных сложных строительных и технологических конструкций, работающих в сложных условиях |
| У.7 | выполнять автоматическую сварку в среде защитных газов неплавящимся электродом горячекатанных полос из цветны хметаллов и сплавов под руководством электросварщика более высокой квалификации |
| У.8 | выполнять автоматическую микроплазменную сварку |
| У.9 | выполнять ручную кислородную, плазменную и газовую прямолинейную и фигурную резку и резку бензорезательными и керосинорезательными аппаратами на переносных, стационарных и плазморезательных машинах деталей разной сложности из различных сталей, цветных металлов и сплавов по разметке |
| У.10 | производить кислородно-флюсовую резку деталей из высокохромистых и хромистоникелевых сталей и чугуна |
| У.11 | выполнять кислородную резку судовых объектов на плаву |
| У.12 | выполнять ручное электродуговое воздушное строгание разной сложности деталей из различных сталей, чугуна, цветных металлов и сплавов в различных положениях |
| У.13 | производить предварительный и сопутствующий подогрев при сварке деталей с соблюдением заданного режима |
| У.14 | устанавливать режимы сварки по заданным параметрам; экономно расходовать материалы и электроэнергию, бережно обращаться инструментами, аппаратурой и оборудованием |
| У.15 | соблюдать требования безопасности труда и пожарной безопасности |
| У.16 | читать рабочие чертежи сварных металлоконструкций различной сложности |
| Знания
|
| З.1 | правила подготовки изделий под сварку |
| З.2 | назначение, сущность и технику выполнения типовых слесарных операций, выполняемых при подготовке металла к сварке |
| З.3 | средства и приёмы измерений линейных размеров, углов, отклонений формы поверхности |
| З.4 | виды и назначение сборочно-сварочных приспособлений |
| З.5 | виды сварных швов и соединений, их обозначения на чертежах |
| З.6 | типы разделки кромок под сварку |
| З.7 | правила наложения прихваток |
| З.8 | типы газовых баллонов и правила подготовки их к работе |
| З.9 | устройство обслуживаемых электросварочных и плазморезательных машин, газосварочной аппаратуры, автоматов, полуавтоматов, плазмотронов и источников питания |
| З.10 | свойства и назначение сварочных материалов, правила их выбора |
| З.11 | марки и типы электродов; правила установки режимов сварки по заданным параметрам |
| З.12 | особенности сварки и электродугового строгания на переменном и постоянном токе |
| З.13 | технологию сварки изделий в камерах с контролируемой атмосферой |
| З.14 | основы электротехники в пределах выполняемой работы |
| З.15 | методы получения и хранения наиболее распространённых газов, используемых при газовой сварке |
| З.16 | процесс газовой резки легированной стали |
| З.17 | режим резки и расхода газов при кислородной и газоэлектрической резке |
| З.18 | правила чтения чертежей сварных пространственных конструкций, свариваемых сборочных единиц и механизмов |
| З.19 | технологию изготовления сварных типовых машиностроительных деталей и конструкций |
| З.20 | материалы и нормативные документы на изготовление и монтаж сварных конструкций |
| З.21 | технологичности сварных деталей и конструкций |
| З.22 | требования к организации рабочего места и безопасности выполнения сварочных работ |
| | |
Информационные ресурсы:
1. Профессиональные информационные системы CAD и CAM.
2. Классификаторы социально-экономической информации: [Электронный
ресурс]. Форма доступа -http://www.consultant.ru.
Электронный ресурс «Сварка». Форма доступа:
- www.svarka-reska.ru
- www.svarka.net
- websvarka.ru
Аппаратура.
Ручная аргонодуговая сварка неплавящимся электродом производится с помощью сварочных горелок для аргонодуговой сварки.
Горелки одновременно подводят к электроду ток и струю аргона.Наиболее ответственными элементами сварочной горелки являются сопло и наконечник, подводящий ток.

Рис. 1 Схема устройства сварочной горелки.
1.Сварочная проволока. 2. Газовое сопло.3. Токоподводящий мундштук.
4. Корпус горелки. 5. Рукоять горелки. 6. Механизм подачи проволоки.
7. Атмосфера защитного газа. 8. Сварочная дуга. 9. Сварочная ванна.
Схема поста ручной сварки неплавящимся электродом в среде аргона.

1 - свариваемые трубы; 2 - сварочная горелка; 3 - ротаметр; 4 - баллон с аргоном; 5 - редуктор; 6 - балластный реостат; А - амперметр с шунтом; Г - сварочный генератор постоянного тока.
В сварочную цепь постоянного тока включен балластный реостат для точной регулировки тока. Аргон поступает в горелку из баллона через редуктор и расходомер, регулирующий расход аргона.
Аргон поступает по шлангу, который одевается на ниппель и идет через вентиль по трубке в головку. Выходя через сопло, аргон обтекает конец сварочной проволоки. Ток к электроду подводиться по гибкому кабелю, имеющему кабельный наконечник. Расход аргона регулируется вентилем, имеющим маховичок.
В сварочную цепь постоянного тока включен балластный реостат для точной регулировки тока. Аргон поступает в горелку из баллона через редуктор и расходомер, регулирующий расход аргона.
Электродуговая сварка в углекислом газе.
Сварка в среде углекислого газанашла широкое применение при изготовлении различных конструкций из углеродистых и низколегированных сталей. Углекислый газ, подаваемый в зону дуги, под действием высокой температуры диссоциирует на окись углерода и свободный кислород
CO2=CO+½O2.
Выделяющийся при диссоциации СO2 кислород окисляет жидкий металл с образованием закиси железа FeO , растворимой в жидком металле, и ряда нерастворимых окислов элементов, входящих в состав металла (SiO2, MnO, Аl2О3 и др.). При взаимодействии с углеродом образуется нерастворимая в металле окись углерода СО по следующей схеме:
CO2=CO+½O2.
½ O2+ Fе = (FeO) → [ FeO ]
[ FeO ] + [ С ] = СО + Fe ;
СO2 + [ С ] = 2 СО
(элементы и соединения в квадратных скобках растворены в металле).
Как следствие, металл шва получается пористым с низкими механическими свойствами. Для предотвращения образования пор применяют электродную проволоку с повышенным содержанием раскисляющих примесей - марганца, кремния ( Св-08ГС, Св-10Г2С и др. ). При сварке такой проволокой получается сварочный шов без газовых пор и с хорошими механическими свойствами:
FeO + Mn = Fe + MnO;
2FeO + Si = 2Fe + SiO2
Аппаратура для полуавтоматической сварки в защитных газах.
Сварочный полуавтомат – это аппарат для полуавтоматической сварки с механизированной подачей сварочной проволоки. Основные компоненты сварочного полуавтомата представлены на рисунке ниже.Сварочный полуавтомат для сварки в СО2 состоит из сварочной горелки, подающего механизма, обеспечивающего поступление проволокив сварочную горелку по гибкому шлангу, блока управления процессомсварки, который имеет электрическую связь со всеми элементами полуавтомата.
Компоновка установки без механического оборудования, которую традиционно называют сварочным полуавтоматом, показана на (рис. 2).
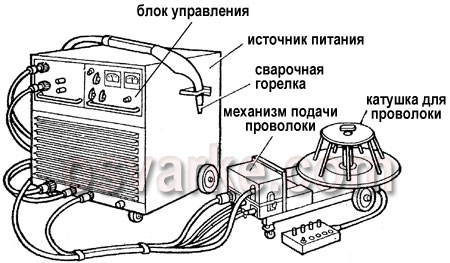
Рис.2. Компоненты сварочного полуавтомата.
Компоновка установки без механического оборудования, которую традиционно называют сварочным полуавтоматом, показана на (рис. 3).

Рис. 3. Установка для дуговой механизированной сварки в СО2:
1 -изделие; 2 - кнопки "Пуск"-"Стоп"; 3 - горелка; 4 - гибкий шланг;
5 - механизм подачи электродной проволоки; 6 - пульт управления;
7 - катушка; 8 - кабель цепей управления; 9 - блок управления полуавтоматом; 10 - шланг для подачи защитного газа;
11 - газовый редуктор; 12 - подогреватель СО2; 13 - баллон с СО2;
14 - сварочный выпрямитель.
В полуавтоматах механизирована подача сварочной проволоки.
В автоматах еще механизировано и передвижение горелки механизировано.
Преимущества дуговой сварки в среде защитных
газов.
Многие вышеперечисленные недостатки сварки под слоем флюса можно избежать, используя схемы сварки, при которых электрод , зона дуги и сварочная ванна защищены струёй защитного газа. Основные достоинства сварки в среде защитных газов:
1) Эффективная защита расплавленного металла , особенно при использовании в качестве защитной среды инертных газов ;
2) Возможность визуального контроля сварочной ванны и дуги;
3) Возможность сварки металлов различной толщины в пределах от долей миллиметра до десятков миллиметров;
4) Отсутствие необходимости применения флюсов;
5) Широкая возможность автоматизации и механизации;
6) Высокая производительность;
7) Возможность сварки в любых пространственных положениях

Рис . 5 . Виды сварки в защитных газах:
1 - присадочный пруток или проволока; 2 - сопло ; 3 - токоподводящий мундштук ; 4 -корпус горелки ; 5 - неплавящийся вольфрамовый электрод ; 6 - рукоять горелки ; 7 -атмосфера защитного газа ; 8 - сварочная дуга ; 9 - ванна расплавленного металла ; 10 - кассета с проволокой ; 11 - механизм подачи ; 12 - плавящийся металлический электрод (сварочная проволока).
Содержание отчета.
1.Изобразите схему для дуговой механизированной сварки в СО2.
2.Изобразите схемы полуавтоматической сварки плавящимся и неплавящимся электродом в среде аргона.
3. Опишите особенности процесса дуговой сварки в инертных газах и
углекислом газе.
4. Опишите назначение и основные части сварочной горелки.
5. Ответьте на контрольные вопросы (устно).
Контрольные вопросы.
1 . Какие существуют типы защитных газов?
2 . Какие металлы и сплавы сваривают в среде углекислого газа?
3 . Какие металлы и сплавы сваривают в аргоне?
4 .Что такое сварка плавящимися и неплавящимися электродами, их назначение?
Практическая работа № 2
Оборудование и аппаратура для дуговой сварки в защитных газах
Цель работы – изучение особенностей способов дуговой сварки в защитных газах, сварочного оборудования .
Время выполнения задания – 4 часа
Теоретические положения:
Принципы процесса, характеристики дуги
Технологические свойства дуги существенно зависят от физических и химических свойств защитных газов, электродного и свариваемого металлов, параметров и других усло вий сварки. Это обусловливает многообразие способов сварки в защитных газах. Рассмотрим классификацию процесса сварки в защитных газах плавящимся электродам по наиболее существенным признакам.
Полуавтоматическая сварка плавящимся электродом производится в инертных газах Аг и Не (MIG) и их смесях Аг + Не, в активном газе СO2 (MAG), а также в смесях инертных и активных Аг + О2, Аг + СО2, Аг + СО + О2 и активных газов СО2 + О2. В качестве электродных проволок применяют сплошные из нелегированных и легированных сталей и цветных металлов (Ni, Си, Mg, Al, Ti, Mo), а также несплошные порошковые и активированные. Сварка плавящимся электродом выполняется в основном на постоянном токе, приме няется также и сварка импульсным током. Находят применение и другие способы сварки: на нормальном и увеличенном вылете, со свободным и принудительным формированием шва, без колебаний и с колебаниями электродной проволоки, в атмосфере и под водой, в стандартную и нестандартную узкую щелевую разделку кромок и др. Принцип дуговой сварки плавящимся металлическим электродом в защитном газе показан на (рис. 1).
Oсновные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняе мых дуговой сваркой в защитном газе указаны в ГОСТ 14771
В зависимости от уровня механизации и автоматизации процесса различают сварку: - механизированную, при которой перемещения горелки выполняются вручную, а подача проволоки механизирована;
- автоматизированную, при которой все перемещения горелки и подача проволоки механи зированы, а управление процессом сварки выполняется оператором-сварщиком;
- автоматическую (роботизированную), при которой управление процессом сварки выполняется без непосредственного участия оператора-сварщика.

Рис. 1 Схема полуавтоматической сварки
Сварочное оборудование
В состав сварочного оборудования входят источник сварочного тока и сварочный аппарат. Составные части сварочного оборудования и их функции определяются уровнем механизации и автоматизации процесса, параметрами режима сварки, необходимостью их установки и регулировки в режиме наладки и сварки.
Основными параметрами автоматизированной дуговой сварки плавящимся электродом в СО2, Аг, Не и смесях газов (MAG, MIG) являются :
1. Сварочный ток lc (~40.,.600 А);
2. Напряжение сварки Uc(~16...4O В);
3. Скорость сварки Vc (~4...2О мм/с), (-14.4...72 м/ч);
4. Диаметр электродной проволоки dn (~0.8...2.5 мм);
5. Длина вылета электродной проволоки Lв (~8...25 мм);
6. Скорость подачи электродной проволоки Vп (~35...25О мм/с), (-126...960 м/ч);
7. Расход защитного газа qг (~3...60 л/мин).
Принцип дуговой сварки в защитных газах определяет основные функции оборудования: - подвод к дуге электрической энергии и её регулирование (lc, Uc);
- перемещение горелки со скоростью сварки (Vc) и её регулирование;
- подача электродной проволоки (Vn) в зону сварки и регулирование её скорости;
- подача защитного газа (qг) в зону сварки и регулирование его расхода;
- установка вылета электродной проволоки (Ц) и корректирующие перемещения горелки;
- возбуждение дуги и заварка кратера;
- автоматическое слежение по линии сварки и др.
Сварка в защитных газах плавящимся электродом выполняется как в производственном помещении на специально оборудованных рабочих местах (сварочный пост, установка, станок, РТК) так и вне его (строительная площадка, трасса трубопровода и др.). Сварочные посты имеют местную вентиляцию и ограждены щитами или экранами для защиты окружающих от излучения дуги и брызг электродного металла.
По назначению сварочное оборудование разделяют на универсальное, специальное и специализированное. Рассмотрим кратко принципы компоновки универсального сварочного оборудования общего назначения, которое выпускается серийно.
Установка для механизированной дуговой сварки плавящимся электродом в защитных газах обычно включает:
- источник постоянного тока (выпрямитель);
- механизм подачи электродной проволоки с кассетой для проволоки;
- комплект специальных гибких шлангов с горелкой;
- встроенный в источник блок управления или отдельный шкаф управления;
- систему подачи защитного газа (баллон, подогреватель газа (для СО2), газовый редуктор, смеситель газов, газовые шланги, электроклапан);
- кабели цепей управления;
- сварочные кабели с зажимами;
- приспособление для сборки и кантовки сварного узла (механическое оборудование).
Компоновка установки без механического оборудования, которую традиционно называют сварочным полуавтоматом, показанана (рис. 6).
Рис. 2 Установка для дуговой механизированной сварки в СО2: 1 - изделие; 2 - кнопка "Пуск"-"Стоп"; 3 - горелка; 4 - гибкий шланг; 5 - механизм подачи электродной проволоки; 6 - пульт управления; 7 - катушка; 8 - кабель цепей управления; 9 - блок управления по луавтоматом; 10 - шланг для подачи защитного газа; 11 - газовый редуктор; 12 - подогреватель СО2; 13 - баллон с СО2; 14 - сварочный выпрямитель.
Сварочные полуавтоматы находят самое широкое применение, имеют различное на значение и конструктивное исполнение. Основным исполнением полуавтоматов является по способу защиты зоны дуги:
-для сварки в активных газах (Г);
-для сварки в инертных газах (И);
-для сварки в активных и инертных газах (У);
-для сварки открытой дугой (О);
-для сварки под флюсом (Ф).
Задание 1. Зарисуйте схему полуавтоматат и укажите основные узлы
Задание 2.Опишите подготовку к работе сварочного полуавтомата
Задание 3.Простотр видеофрагмента и работа с электронным пособием
Содержание отчета:
1Название и цель работы
2. выполнение заданий1,2, 3.
Выводы о проделанной работе.
Практическая работа 3.
Практическая работа №5
Тема: Подготовка и выбор параметров режима сварки легированных сталей
Время выполнения работы – 4 часа
Цель: - изучение особенности определения параметров режимов сварки легированных сталей;
- изучение физической сущности плазменной сварки, сварочного оборудования и техники выполнения сварки.
Теоретические положения
Плазменная сварка – это сварка с помощью направленного потока плазменной дуги. Имеет много общего с технологией аргонной сварки.
Технология плазменной сварки
Плазмой называется частично или полностью ионизированный газ, состоящий из нейтральных атомов и молекул, а также электрически заряженных ионов и электронов. В таком определении обычная дуга может быть названа плазмой. Однако по отношению к обычной дуге термин «плазма» практически не применяют, так как обычная дуга имеет относительно невысокую температуру и обладает невысоким запасом энергии по сравнению с традиционным понятием плазмы.

Рисунок. Схема процесса плазменной сварки
Для повышения температуры и мощности обычной дуги и превращения ее в плазменную используются два процесса: сжатие дуги и принудительное вдувание в нее плазмообразующего газа. Схема получения плазменной дуги приведена на рисунке выше. Сжатие дуги осуществляется за счет размещения ее в специальном устройстве – плазмотроне, стенки которого интенсивно охлаждаются водой. В результате сжатия уменьшается поперечное сечение дуги и возрастает ее мощность – количество энергии, приходящееся на единицу площади. Температура в столбе обычной дуги, горящей в среде аргона, и паров железа составляет 5000–7000°С. Температура в плазменной дуге достигает 30 000°С.
Одновременно со сжатием в зону плазменной дуги вдувается плазмообразующий газ, который нагревается дугой, ионизируется и в результате теплового расширения увеличивается в объеме в 50–100 раз. Это заставляет газ истекать из канала сопла плазмотрона с высокой скоростью. Кинетическая энергия движущихся ионизированных частиц плазмообразующего газа дополняет тепловую энергию, выделяющуюся в дуге в результате происходящих электрических процессов. Поэтому плазменная дуга является более мощным источником энергии, чем обычная.
Основными чертами, отличающими плазменную дугу от обычной, являются:
· более высокая температура;
· меньший диаметр дуги;
· цилиндрическая форма дуги (в отличие от обычной конической);
· давление дуги на металл в 6–10 раз выше, чем у обычной;
· возможность поддерживать дугу на малых токах (0,2–30 А).
Перечисленные отличительные черты делают плазменную дугу по сравнению с обычной более универсальным источником нагрева металла. Она обеспечивает более глубокое проплавление металла при одновременном уменьшении объема его расплавления. На рисунке приведена форма проплавления для обычной дуги и плазменной. Из рисунка видно, что плазменная дуга – более концентрированный источник нагрева и позволяет без разделки кромок сваривать большие толщины металла. Из-за своей цилиндрической формы и возможности существенно увеличить длину такая дуга позволяет вести сварку в труднодоступных местах, а также при колебаниях расстояния от сопла горелки до изделия.
Рисунок. Форма проплавления для обычной и плазменной дуги
Возможны две схемы процесса:
· сварка плазменной дугой, когда дуга горит между неплавящимся электродом и изделием,
· и плазменной струей, когда дуга горит между неплавящимся электродом и соплом плазмотрона и выдувается потоком газа.
Первая схема наиболее распространена.
В качестве плазмообразующего газа при сварке используется обычно аргон, иногда с добавками гелия или водорода. В качестве защитного газа используется чаще всего также аргон. Материал электрода – вольфрам, активированный иттрием, лантаном или торием, а также гафний и медь.
Разновидности
В зависимости от силы тока различают три разновидности плазменной сварки:
· микроплазменная (Iсв = 0,1–25А);
· на средних токах (Iсв = 50–150А);
· на больших токах (Iсв > 150А).
Микроплазменная сварка
Наиболее распространенной является микроплазменная сварка. В связи с достаточно высокой степенью ионизации газа в плазмотроне и при использовании вольфрамовых электродов диаметром 1–2 мм плазменная дуга может гореть при очень малых токах, начиная с 0,1 А.

Рисунок. Схема процесса микроплазменной сварки
Специальный малоамперный источник питания (см. рисунок выше) постоянного тока предназначен для получения дежурной дуги, непрерывно горящей между электродом и медным водоохлаждаемым соплом. При подведении плазмотрона к изделию зажигается основная дуга, которая питается от источника. Плазмообразующий газ подается через сопло плазмотрона, имеющее диаметр 0,5–1,5 мм.
Защитный газ подается через керамическое сопло. Плазменная горелка охлаждается водой. Для зажигания дуги в сварочной установке имеются осцилляторы дежурной и основной дуги.
Микроплазменная сварка является весьма эффективным способом сплавления изделий малой толщины, до 1,5 мм. Диаметр плазменной дуги составляет около 2 мм, что позволяет сконцентрировать тепло на ограниченном участке изделия и нагревать зону сварки, не повреждая соседние участки. Такая дуга имеет цилиндрическую форму, поэтому глубина проплавления и другие параметры шва мало зависят от длины дуги, что позволяет при манипуляциях сварщиком горелкой избежать прожогов, характерных для обычной аргонодуговой сварки тонкого металла.
Основным газом, использующимся в качестве плазмообразующего и защитного, является аргон. Однако в зависимости от свариваемого металла к нему могут осуществляться добавки, увеличивающие эффективность процесса сварки. При сварке сталей к защитному аргону целесообразна добавка (8–10%) водорода, что позволяет повысить тепловую эффективность плазменной дуги. Это связано с диссоциацией водорода на периферии столба дуги и последующей его рекомбинацией с выделением тепла на поверхности свариваемого металла. При сварке низкоуглеродистых сталей к аргону возможна добавка углекислого газа, при сварке титана – добавка гелия.
Установки для микроплазменной сварки позволяют осуществлять сварку в различных режимах: непрерывный прямой полярности, импульсный прямой полярности (позволяет регулировать тепловложение), разнополярными импульсами (для алюминия, обеспечивает разрушение оксидной пленки), непрерывный обратной полярности. Наиболее распространенной установкой является МПУ-4у.
К основным параметрам процесса микроплазменной сварки относятся сила тока, напряжение, расход плазмообразующего и защитного газа, диаметр канала сопла, глубина погружения в сопло электрода, диаметр электрода.
Микроплазменная сварка успешно применяется при производстве тонкостенных труб и емкостей, приварке мембран и сильфонов к массивным деталям, соединении фольги, термопар, при изготовлении ювелирных изделий.
Режимы сварки плазменной сварки.
| b,мм | lcв, А | Uд, В | vсв, м/ч | Расход газа Qг, л/мин |
| плазмообразующего | защитного | на поддув |
| 2 | 120... 140 | 22...23 | 30.. .40 | 2...2,2 | 1,5 ...2,0 | 3,5.. .4,0 |
| 6 | 245 | 23 | 14 | 5.7 | 9.4 | - |
| 10 | 380 | 28 | 15 | 3,4 | 10,5 | 42 |
| 12...15 | 450 | 28.. .30 | 10... 16 | 6... 10 | 6... 12 | - |
Содержание отчета.
1.Указать название работы.
2. Указать цель работы.
3. Изобразить схему установки для плазменной сварки. Пояснить сущность плазменной сварки.
4. Вычертить схему процесса микроплазменной сварки
и пояснить ее принцип действия.
5.Определить режимы сварки легированной стали
Контрольные вопросы:
1. Каковы особенности плазменной сварки?
2. Каковы достоинства и недостатки плазменной сварки
Практическая работа №6
Трудности при сварке
· На поверхности алюминиевых изделий всегда присутствует окисная пленка Al2O3, которая имеет температуру плавления около 2040°C, в то время как плавление самого металла осуществляется при температуре 660°C.
· Большая жидкотекучесть материала затрудняет управление сварочной ванной и приводит к необходимости использования теплоотводящих подкладок.
· Легкая окисляемость алюминия приводит к образованию тугоплавкой пленки на каплях расплавленного металла, что затрудняет их соединение в единый шов. Чтобы избежать возникновения пленки, необходимо организовать надежную защиту сварочной зоны от поступления к ней воздуха.
· Большая усадка материала приводит к деформации сварного шва после его охлаждения и затвердевания.
· Склонность к возникновению кристаллизационных пор и трещин в шве приводит к уменьшению его механических характеристик.
· Высокая теплопроводность алюминия вызывает необходимость использования большого значения рабочего тока. Оно должно быть в 1,5-2 раза больше за ток для сварки стальных изделий.

Техника сварки
Ручной аргонодуговой сваркой W-электродом выполняют стыковые, угловые и тавровые соединения. Конструкции толщиной до 10 мм сваривают «углом вперед», а более 10 мм - «углом назад». Угол между присадочной проволокой и горелкой должен составлять 90°. Проволоку подают короткими возвратно-поступательными движениями. Поперечные колебания W-электрода недопустимы.
Изделия толщиной до 4 мм включительно сваривают за один проход на стальной подкладке. При толщине от 4 до 6 мм сварку выполняют с двух сторон, а при толщине 6-12 мм подготавливают кромки с V-образной или Х-образной разделкой.
Подачу аргона начинают за 3-5 с до возбуждения дуги, а прекращают через 5-7 с после окончания сварки.
Чтобы снизить вероятность окисления металла шва, размеры сварочной ванны нужно выдерживать минимальными.
Выбор параметров режима
Метод сварки неплавящимся электродом применяют для изделий из алюминиевых сплавов толщиной до 12 мм. При сварке металла толщиной от 1 до 6 мм применяют вольфрамовые электроды диаметром от 1 до 5 мм. Сварочный ток (А) определяют по формуле:
Iсв=(60÷65)dэ,
где dэ - диаметр электрода, мм
Питание дуги осуществляется от источника переменного тока с осциллятором, что помогает разрушить окисную пленку. Напряжение холостого хода источника должно быть повышенным. Надежность газовой защиты дуги и сварочной ванны зависит от диаметра и формы сопла горелки, расстояния сопла от поверхности свариваемого изделия.
Рекомендуется выдерживать такие соотношения:
| Диаметр электрода, мм | 2-3 | 4 | 5 | 6 |
| Диаметр сопла, мм | 10-12 | 12-16 | 14-18 | 16-22 |
Длина выступающего из сопла W-электрода (выпуск) должна составлять при сварке стыковых соединений 1-1,5 мм, а тавровых и угловых 4-8 мм. Длину дуги поддерживают в пределах 1,5-3 мм. Скорость сварки выбирают от 8 до 12 м/ч.
Соединения с отбортовкой кромок целесообразно применять при сварке металла толщиной 0,8-2 мм.
Практическая работа №7
Тема: Требования к организации рабочего места и безопасность выполнения механизированной сварки
Время выполнения работы – 2 часа.
Цель: Приобрести навык организации рабочего места и безопасность выполнения механизированной сварки
Щитки и шлемы (маски)
Щитки и шлемы (маски) применяют для защиты лица сварщика от вредного действия лучей сварочной дуги и брызг расплавленного металла. Их изготовляют по ГОСТ 1361—69 из фибры черного матового цвета или специально обработанной фанеры. Щитки и шлемы должны иметь массу не более 0,6 кг. В щиток или шлем вставляют специальный светофильтр, удерживаемый рамкой размером 120Х 60 мм.
Нельзя пользоваться случайными цветными стеклами, так как они не могут надежно защищать глаза от невидимых лучей сварочной дуги, вызывающих хроническое заболевание глаз.
Защитные светофильтры имеют различную плотность. Наиболее темное стекло имеет марку ЭС-500 и применяется при сварке током до 500 А, среднее ЭС-300 — для сварки током до 300 А, более светлое стекло ЭС-100 — для сварки током 100 А и менее. Снаружи светофильтр защищают от брызг расплавленного металла обычным прозрачным стеклом, которое нужно 2—3 раза в месяц заменять новым.




а


б
Рис.18 а- шлемы (маски) , б- шитки электросварщика
Электрододержатели
Электрододержатели должны быть легкими, удобными в обращении, не стеснять движений и не утомлять руку сварщика. Их выпускают трех типов: для тока до 125 А и провода сечением 25 мм2; тока до 315 A и провода сечением 50 мм2, тока до 500 A и провода сечением 70 мм2. Электрододержатель должен выдерживать 8000 зажимов электродов. Его конструкция должна обеспечивать смену электрода не более чем за 4 с. Электрододержатели для тока 500 A и выше снабжают щитком для защиты руки от тепла сварочной дуги, а также от брызг металла. Применяют также электрододержатели, снабженные устройством для выключения сварочного тока во время смены электрода, обеспечивающие большую безопасность работы.
Токоведущие части электрододержателей должны быть надежно изолированы от случайного соприкосновения со свариваемым изделием или руками сварщика. Сопротивление изоляции должно быть не менее 5 ом.
Изоляция рукоятки должна выдерживать без пробоя в течение 1 мин испытательное напряжение 1500 В при частоте 50 Гц.
Выключающее устройство состоит из латунного стержня, вмонтированного в рукоятку. При вращении подвижной части рукоятки стержень вывертывается из контактной втулки, размыкая цепь сварочного тока. Токоведущий провод пропускают через рукоятку, однако при сварочном токе более 600 А токоведущий провод должен подключаться к электрододержателю, минуя рукоятку.
Сварочный пост следует снабжать специальным штативом или стойкой, приваренной к столу, для укладки или подвески электрододержателя при кратковременных перерывах в работе, чтобы избежать образование электрической дуги в результате случайного соприкосновении электрододержателя с поверхностью металлического стола. Поверхность штатива или стойки, на который укладывается или подвешивается электрододержатель, должна быть изготовлена из электроизоляционного материала.
Во время сварки к электрододержателю прилипают брызги расплавленного металла, что приводит к утяжелению и перегреву электрододержателя. Кроме того, при попадании брызг на щечки электрододержателя затрудняется установка электрода и удаление огарка. Это способствует большей утомляемости сварщика, а иногда приводит к ожогам во время смены электрода. Во избежание прилипания брызг расплавленною металла к электрододержателю его рекомендуется несколько раз в смену смазывать автолом.
ФОНД ОЦЕНОЧНЫХ СРЕДСТВ
ТЕКУЩЕЙ АТТЕСТАЦИИ
МДК 05.04. Электросварочные работы на автоматических и полуавтоматических машинах
специальность СПО: 22.02.06 Сварочное производство
Яровое
2018
РАЗРАБОТЧИКИ:
КГБ ПОУ «Яровской политехнический техникум»
преподаватель__ Т.А. Ролдухина
ОБЩИЕ ПОЛОЖЕНИЯ
1.1 Фонд контрольно-оценочных средств по МДК 05.04. Электросварочные работы на автоматических и полуавтоматических машинах
1.2 . В результате аттестации по МДК осуществляется проверка следующих знаний и умений:
| Умения |
| У.1 | выполнять правку и гибку, разметку, рубку, опиливание металла |
| У.2 | подготавливать газовые баллоны к работе |
| У.3 | выполнять сборку изделий под сварку в сборочно-сварочных приспособлениях и прихватками |
| У.4 | проверять точность сборки |
| У.5 | выполнять технологические приёмы ручной дуговой, плазменной и газовой сварки, автоматической и полуавтоматической сварки с использованием плазмотрона деталей, узлов, конструкций и трубопроводов различной сложности из конструкционных и углеродистых сталей, чугуна, цветных металлов и сплавов во всех пространственных положениях шва |
| У.6 | выполнять автоматическую сварку ответственных сложных строительных и технологических конструкций, работающих в сложных условиях |
| У.7 | выполнять автоматическую сварку в среде защитных газов неплавящимся электродом горячекатанных полос из цветны хметаллов и сплавов под руководством электросварщика более высокой квалификации |
| У.8 | выполнять автоматическую микроплазменную сварку |
| У.9 | выполнять ручную кислородную, плазменную и газовую прямолинейную и фигурную резку и резку бензорезательными и керосинорезательными аппаратами на переносных, стационарных и плазморезательных машинах деталей разной сложности из различных сталей, цветных металлов и сплавов по разметке |
| У.10 | производить кислородно-флюсовую резку деталей из высокохромистых и хромистоникелевых сталей и чугуна |
| У.11 | выполнять кислородную резку судовых объектов на плаву |
| У.12 | выполнять ручное электродуговое воздушное строгание разной сложности деталей из различных сталей, чугуна, цветных металлов и сплавов в различных положениях |
| У.13 | производить предварительный и сопутствующий подогрев при сварке деталей с соблюдением заданного режима |
| У.14 | устанавливать режимы сварки по заданным параметрам; экономно расходовать материалы и электроэнергию, бережно обращаться инструментами, аппаратурой и оборудованием |
| У.15 | соблюдать требования безопасности труда и пожарной безопасности |
| У.16 | читать рабочие чертежи сварных металлоконструкций различной сложности |
| Знания |
| З.1 | правила подготовки изделий под сварку |
| З.2 | назначение, сущность и технику выполнения типовых слесарных операций, выполняемых при подготовке металла к сварке |
| З.3 | средства и приёмы измерений линейных размеров, углов, отклонений формы поверхности |
| З.4 | виды и назначение сборочно-сварочных приспособлений |
| З.5 | виды сварных швов и соединений, их обозначения на чертежах |
| З.6 | типы разделки кромок под сварку |
| З.7 | правила наложения прихваток |
| З.8 | типы газовых баллонов и правила подготовки их к работе |
| З.9 | устройство обслуживаемых электросварочных и плазморезательных машин, газосварочной аппаратуры, автоматов, полуавтоматов, плазмотронов и источников питания |
| З.10 | свойства и назначение сварочных материалов, правила их выбора |
| З.11 | марки и типы электродов; правила установки режимов сварки по заданным параметрам |
| З.12 | особенности сварки и электродугового строгания на переменном и постоянном токе |
| З.13 | технологию сварки изделий в камерах с контролируемой атмосферой |
| З.14 | основы электротехники в пределах выполняемой работы |
| З.15 | методы получения и хранения наиболее распространённых газов, используемых при газовой сварке |
| З.16 | процесс газовой резки легированной стали |
| З.17 | режим резки и расхода газов при кислородной и газоэлектрической резке |
| З.18 | правила чтения чертежей сварных пространственных конструкций, свариваемых сборочных единиц и механизмов |
| З.19 | технологию изготовления сварных типовых машиностроительных деталей и конструкций |
| З.20 | материалы и нормативные документы на изготовление и монтаж сварных конструкций |
| З.21 | технологичности сварных деталей и конструкций |
| З.22 | требования к организации рабочего места и безопасности выполнения сварочных работ |
| | |
