|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Организация рабочего места сварщика
Рабочее место Рабочим местом называется та часть рабочего пространства, где располагается производственное оборудование, с которым взаимодействует человек в рабочей среде. Места проведения сварочных работ разделяют на постоянные и временные. Постоянные (стационарные) места предназначены для работ, которые выполняются в специально оборудованных цехах, мастерских и т.д. Устанавливают сварочный аппарат в защищенном от атмосферных воздействий, стол сварщика, манипулятор, вытяжку и т.д. в хорошо проветриваемом помещении площадью не менее 3 м2. Лучше всего, если пол бетонный, а стены помещения не должны отражать сварочные блики, что может представлять опасность для глаз.
Рис.14 Планировка сварочной кабины: 1 - источник питания дуги; 2 - заземление; 3 - пускатель источника питания; 4 и 5 – прямой и обратный токопроводящие провода; 6 – стол; 7 – вентиляция; 8 – коврик; 9 – электроды; 10 – щиток; 11 – электрододержатель; 12 – стул; 13 – ящик для отходов; 14 – дверной проем
Рис.15 . Рабочее место сварщика Проходы между многопостовыми сварочными агрегатами и между установками автоматической сварки должны быть не менее 1,5 м; проходы между однопостовыми сварочными трансформаторами или между сварочными генераторами, а также проходы с каждой стороны стеллажа или стола для выполнения ручных сварочных работ - не менее 1 м. Расстояние между стационарным сварочным агрегатом и стеной или колонной должно составлять не менее 0,5 м, а расстояние между стеной или колонной и сварочным автоматом - не менее 1 м. Проходы между машинами точечной и шовной (роликовой) сварки с расположением рабочих мест напротив друг друга должны быть не менее 2 м, а между машинами стыковой сварки — не менее 3 м. Мри расположении перечисленных выше машин тыльными сторонами друг к другу ширина проходов должна быть не менее 1 м, а при расположении передними и тыльными сторонами друг к другу - не менее 1,5 м. На каждое стационарное рабочее место при плазменной и газоплазменной обработке металлов должно отводиться > 4м2, а при работе в кабине >3м2. Зоны с опасными производственными факторами должны быть ограждены, знаки безопасности выдержаны по ГОСТ 12.4.026-76*. В зависимости от габаритов свариваемых изделий и характера производства рабочее место сварщика может быть расположено либо в специальной кабине, либо в цехе или непосредственно на сборочном объекте. Размеры кабины должны быть не менее 2x2 м2.
Рис.16 . Кабины контактной сварки. Стены кабины делают высотой 1,8-2 м. Для лучшей вентиляции между полом к нижним обрезом стенки оставляют просвет 150-200 мм. В качестве материала для стен кабины можно использовать тонкое железо, а также фанеру, брезент, прочитанные огнестойким составом, или другие огнестойкие материалы. Каркас кабины делают из металлических труб или уголковой стали. Дверной проем кабины обычно закрывают брезентовым занавесом, укрепленным на кольцах. Фанера и брезент должны быть пропитаны огнестойким составом, например раствором алюмокалиевых квасцов. Пол в кабине должен быть из огнестойкого материала (кирпич, бетон, цемент) негсораемые и нескользкие, обладать малой теплопроводностью. Стенки окрашивают в светло-серый цвет красками, хорошо поглощающими ультрафиолетовые лучи (цинковые или титановые белила, желтый крон). Окраска сварочных цехов и кабин в темные цвета не рекомендуется, так как при этом ухудшается общая освещенность места сварки. Комбинированное освещение следует предусматривать при работах высокой и наивысшей точности (I-IIIразр.) в частности при сварке и пайке материалов толщиной 0,06…0,5 мм, при дефектоскопии сварочных швов и других подобных работах. Для освещения цехов надо использовать, как правили, газоразрядные источники света: лампы ДРЛ, ДРИ; для освещения высоких цехов (до 4 м) большой площади -люминесцентные лампы. Допускается применение ламп накаливания. Освещенность кабины должна быть не менее 80—100 л к. В производственных помещениях сварочных и сборочно-сварочных цехов параметры микроклимата следует принимать по ГОСТ 12.1.005-88 ( помещения с незначительными избытками явной теплоты, работы средней тяжести категорий IIа иIIб). В холодный период года допускаемые параметры микроклимата для работ IIа иIIб соответственно равны: температура воздуха 17…23 и 15…210С, относительная влажность< 75%, скорость движения воздуха < 0,3 и 0,4 м/с. Кабину оборудуют местной вентиляцией с воздухообменом 40 м3/ч на каждого рабочего. Вентиляционный отсос должен располагаться так, чтобы газы, выделяющиеся при сварке, проходили мимо сварщика.
Рис.17.Вытяжной зонт:1- воздуховод; 2-шибер; 3-воздухоприемник; 4- штампованная решетка; 5- козырек. При сварке в замкнутых объемах вытяжка воздуха осуществляется к всасывающему воздуховоду цеховой вытяжной системы. Возможна подача воздуха под маску сварщика, равная 110…140л/ мин. Рис.18. Воздухоприемники встроенные в сварочные горелки при механизированной сварке в СО2. а,б- соответственно кольцевой симметричный и асимметричный; в-конический дырчатый; г- конусно-щелевидный; ----- - отсасывающий аэрозоль; - - - - - защитный газ. В организации сварочных работ важное значение имеет правильное размещение оборудования. Многопостовые агрегаты и установки, состоящие из нескольких сварочных агрегатов, располагают в отдельном помещении или на площади общего производственного помещения, огражденной постоянными перегородками высотой не менее 1,7 м. Сварочные преобразователи при работе создают шум, оказывающий вредное действие на нервную систему человека, вызывая понижение внимания и снижение работоспособности. По этой причине все сварочные преобразователи надо изолировать в помещение цеха или вынести их за пределы производственного помещения, огородив со всех сторон и укрыв от атмосферных осадков. В стационарных многопостовых сварочных установках присоединение сварочных постов к электросварочному агрегату осуществляют через общий щит, на котором должны находиться необходимые измерительные приборы, защитные средства, сигнальные лампочки, рубильники и зажимы для присоединения сварочных постов. При однопостовой сварке должны быть предусмотрены индивидуальные щиты, оборудованные вольтметром и сигнальной лампочкой, указывающей сварщику на наличие пли отсутствие напряжения в сварочной цепи. Проходы между многопостовыми сварочными агрегатами и между установками автоматической сварки должны быть не менее 1,5 м; проходы между однопостовыми сварочными трансформаторами или между сварочными генераторами, а также проходы с каждой стороны стеллажа или стола для выполнения ручных сварочных работ - не менее 1 м. Расстояние между стационарным сварочным агрегатом и стеной или колонной должно составлять не менее 0,5 м, а расстояние между стеной или колонной и сварочным автоматом - не менее 1 м. Проходы между машинами точечной и шовной (роликовой) сварки с расположением рабочих мест напротив друг друга должны быть не менее 2 м, а между машинами стыковой сварки — не менее 3 м. Мри расположении перечисленных выше машин тыльными сторонами друг к другу ширина проходов должна быть не менее 1 м, а при расположении передними и тыльными сторонами друг к другу - не менее 1,5 м. Щитки и шлемы (маски) Щитки и шлемы (маски) применяют для защиты лица сварщика от вредного действия лучей сварочной дуги и брызг расплавленного металла. Их изготовляют по ГОСТ 1361—69 из фибры черного матового цвета или специально обработанной фанеры. Щитки и шлемы должны иметь массу не более 0,6 кг. В щиток или шлем вставляют специальный светофильтр, удерживаемый рамкой размером 120Х 60 мм. Нельзя пользоваться случайными цветными стеклами, так как они не могут надежно защищать глаза от невидимых лучей сварочной дуги, вызывающих хроническое заболевание глаз. Защитные светофильтры имеют различную плотность. Наиболее темное стекло имеет марку ЭС-500 и применяется при сварке током до 500 А, среднее ЭС-300 — для сварки током до 300 А, более светлое стекло ЭС-100 — для сварки током 100 А и менее. Снаружи светофильтр защищают от брызг расплавленного металла обычным прозрачным стеклом, которое нужно 2—3 раза в месяц заменять новым.
а
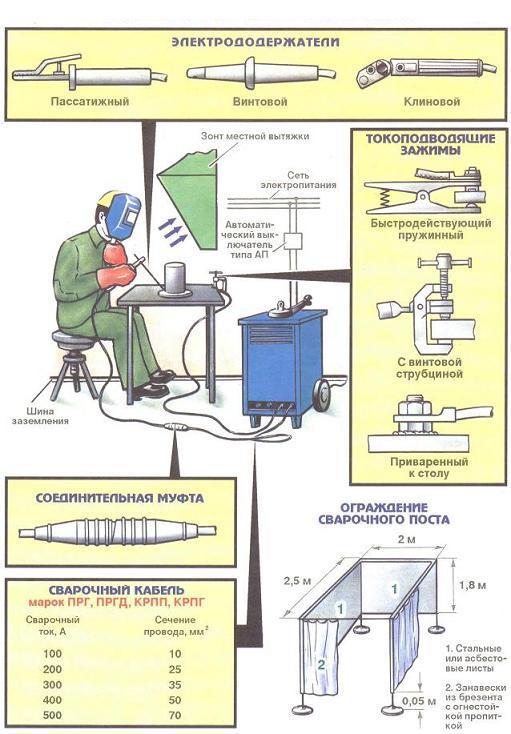
б Рис.18 а- шлемы (маски) , б- шитки электросварщика Электрододержатели Электрододержатели должны быть легкими, удобными в обращении, не стеснять движений и не утомлять руку сварщика. Их выпускают трех типов: для тока до 125 А и провода сечением 25 мм2; тока до 315 A и провода сечением 50 мм2, тока до 500 A и провода сечением 70 мм2. Электрододержатель должен выдерживать 8000 зажимов электродов. Его конструкция должна обеспечивать смену электрода не более чем за 4 с. Электрододержатели для тока 500 A и выше снабжают щитком для защиты руки от тепла сварочной дуги, а также от брызг металла. Применяют также электрододержатели, снабженные устройством для выключения сварочного тока во время смены электрода, обеспечивающие большую безопасность работы. Токоведущие части электрододержателей должны быть надежно изолированы от случайного соприкосновения со свариваемым изделием или руками сварщика. Сопротивление изоляции должно быть не менее 5 ом. Изоляция рукоятки должна выдерживать без пробоя в течение 1 мин испытательное напряжение 1500 В при частоте 50 Гц. Выключающее устройство состоит из латунного стержня, вмонтированного в рукоятку. При вращении подвижной части рукоятки стержень вывертывается из контактной втулки, размыкая цепь сварочного тока. Токоведущий провод пропускают через рукоятку, однако при сварочном токе более 600 А токоведущий провод должен подключаться к электрододержателю, минуя рукоятку. Сварочный пост следует снабжать специальным штативом или стойкой, приваренной к столу, для укладки или подвески электрододержателя при кратковременных перерывах в работе, чтобы избежать образование электрической дуги в результате случайного соприкосновении электрододержателя с поверхностью металлического стола. Поверхность штатива или стойки, на который укладывается или подвешивается электрододержатель, должна быть изготовлена из электроизоляционного материала. Во время сварки к электрододержателю прилипают брызги расплавленного металла, что приводит к утяжелению и перегреву электрододержателя. Кроме того, при попадании брызг на щечки электрододержателя затрудняется установка электрода и удаление огарка. Это способствует большей утомляемости сварщика, а иногда приводит к ожогам во время смены электрода. Во избежание прилипания брызг расплавленною металла к электрододержателю его рекомендуется несколько раз в смену смазывать автолом. |
Последнее изменение этой страницы: 2019-03-20; Просмотров: 741; Нарушение авторского права страницы