Комплект заданий текущей аттестации. Аппаратура.
Перечень практических работ по ОП
| № ПР | Наименование ПР |
| ПР № 1 | Технологические особенности сварки в среде защитных газов и их смесях |
| ПР № 2 | Оборудование и аппаратура для дуговой сварки в защитных газах |
| ПР № 3 | Правила эксплуатации газовых горелок |
| ПР № 4 | Выбор параметров режима сварки низкоуглеродистых сталей. |
| ПР №5 | Подготовка и выбор параметров режима сварки легированных сталей |
| ПР №6 | Алгоритм технологии сварки алюминия и его сплавов. |
| ПР №7 | Требования к организации рабочего места и безопасность выполнения механизированной сварки |
Практическая работа № 1.
Тема: « Технологические особенности сварки в среде защитных газов и их смесях ».
Время выполнения – 4 урока
Цель работы: изучение особенностей способов дуговой сварки в защитных газах, сварочного оборудования и техники выполнения сварки. Порядок выполнения работы.
1.Ознакомиться с сущностью и особенностями способов дуговой сварки в защитных газах.
2.Изучить принципы работы аргонодуговой сварки плавящимся и неплавящимся электродом.
3.Оформить отчет.
4.Ответить на контрольные вопросы.
Сущность и особенности способов дуговой сварки в защитных газах.
При сварке в защитном газе электрод, дуга и сварочная ванна защищены от воздействия окружающего воздуха струей защитного газа. В качестве защитных газов применяют инертные газы (аргон, гелий) и активные газы (углекислый газ, азот, водород и др.). Иногда используют смеси двух газов и более. Наибольшее применение нашли аргон и углекислый газ.
. 
Основной разновидностью сварки в инертных газах является аргонодуговая сварка. Для защиты используют аргон 1. Сварку выполняют вольфрамовым 2 (3- зажимнаячанга) или плавящимся электродом, без подачи или с подачей присадочной проволоки 5, на постоянном или переменном токе.
Наиболее распространенный способ защиты зоны сварки от влияния воздуха - это газовая защита, когда защитный газ подается в сопло 4 сварочной горелки.
Аргон не вступает в химическую реакцию с металлами, не растворяется в них, создает надежную защиту, оттесняя воздух от зоны сварки.
Аргонодуговая сваркаприменяется для сварки магния, алюминия, меди и их сплавов. Так же она применяется для тугоплавких металлов, таких как ванадий, титан, цирконий, ниобий и их сплавов, кроме того, для легированных и высоко легированных сталей.
При сварке с плавящимся электродом электрод изготавливают из материала приблизительно того же состава, что и металл, который сваривают. При сварке неплавящимся электродом в качестве электрода обычно используют вольфрамовые стержни, реже - угольные и графитовые.
Вольфрам имеет высокую температуру плавления и кипения
(3380 и 59000С соответственно), высокую термоэлектронную эмиссию, высокую коррозионную стойкость, достаточную механическую прочность. Гелий дороже аргона в 6 раз и, поэтому, его применение ограничено.
Аппаратура.
Ручная аргонодуговая сварка неплавящимся электродом производится с помощью сварочных горелок для аргонодуговой сварки.
Горелки одновременно подводят к электроду ток и струю аргона.Наиболее ответственными элементами сварочной горелки являются сопло и наконечник, подводящий ток.

Рис. 1 Схема устройства сварочной горелки.
1.Сварочная проволока. 2. Газовое сопло.3. Токоподводящий мундштук.
4. Корпус горелки. 5. Рукоять горелки. 6. Механизм подачи проволоки.
7. Атмосфера защитного газа. 8. Сварочная дуга. 9. Сварочная ванна.
Схема поста ручной сварки неплавящимся электродом в среде аргона.

1 - свариваемые трубы; 2 - сварочная горелка; 3 - ротаметр; 4 - баллон с аргоном; 5 - редуктор; 6 - балластный реостат; А - амперметр с шунтом; Г - сварочный генератор постоянного тока.
В сварочную цепь постоянного тока включен балластный реостат для точной регулировки тока. Аргон поступает в горелку из баллона через редуктор и расходомер, регулирующий расход аргона.
Аргон поступает по шлангу, который одевается на ниппель и идет через вентиль по трубке в головку. Выходя через сопло, аргон обтекает конец сварочной проволоки. Ток к электроду подводиться по гибкому кабелю, имеющему кабельный наконечник. Расход аргона регулируется вентилем, имеющим маховичок.
В сварочную цепь постоянного тока включен балластный реостат для точной регулировки тока. Аргон поступает в горелку из баллона через редуктор и расходомер, регулирующий расход аргона.
Электродуговая сварка в углекислом газе.
Сварка в среде углекислого газанашла широкое применение при изготовлении различных конструкций из углеродистых и низколегированных сталей. Углекислый газ, подаваемый в зону дуги, под действием высокой температуры диссоциирует на окись углерода и свободный кислород
CO2=CO+½O2.
Выделяющийся при диссоциации СO2 кислород окисляет жидкий металл с образованием закиси железа FeO , растворимой в жидком металле, и ряда нерастворимых окислов элементов, входящих в состав металла (SiO2, MnO, Аl2О3 и др.). При взаимодействии с углеродом образуется нерастворимая в металле окись углерода СО по следующей схеме:
CO2=CO+½O2.
½ O2+ Fе = (FeO) → [ FeO ]
[ FeO ] + [ С ] = СО + Fe ;
СO2 + [ С ] = 2 СО
(элементы и соединения в квадратных скобках растворены в металле).
Как следствие, металл шва получается пористым с низкими механическими свойствами. Для предотвращения образования пор применяют электродную проволоку с повышенным содержанием раскисляющих примесей - марганца, кремния ( Св-08ГС, Св-10Г2С и др. ). При сварке такой проволокой получается сварочный шов без газовых пор и с хорошими механическими свойствами:
FeO + Mn = Fe + MnO;
2FeO + Si = 2Fe + SiO2
Аппаратура для полуавтоматической сварки в защитных газах.
Сварочный полуавтомат – это аппарат для полуавтоматической сварки с механизированной подачей сварочной проволоки. Основные компоненты сварочного полуавтомата представлены на рисунке ниже.Сварочный полуавтомат для сварки в СО2 состоит из сварочной горелки, подающего механизма, обеспечивающего поступление проволокив сварочную горелку по гибкому шлангу, блока управления процессомсварки, который имеет электрическую связь со всеми элементами полуавтомата.
Компоновка установки без механического оборудования, которую традиционно называют сварочным полуавтоматом, показана на (рис. 2).
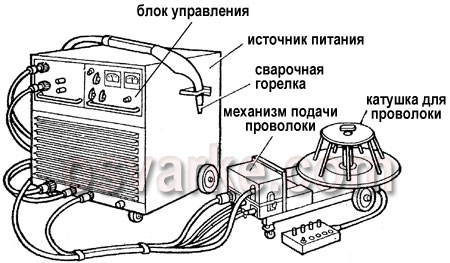
Рис.2. Компоненты сварочного полуавтомата.
Компоновка установки без механического оборудования, которую традиционно называют сварочным полуавтоматом, показана на (рис. 3).

Рис. 3. Установка для дуговой механизированной сварки в СО2:
1 -изделие; 2 - кнопки "Пуск"-"Стоп"; 3 - горелка; 4 - гибкий шланг;
5 - механизм подачи электродной проволоки; 6 - пульт управления;
7 - катушка; 8 - кабель цепей управления; 9 - блок управления полуавтоматом; 10 - шланг для подачи защитного газа;
11 - газовый редуктор; 12 - подогреватель СО2; 13 - баллон с СО2;
14 - сварочный выпрямитель.
В полуавтоматах механизирована подача сварочной проволоки.
В автоматах еще механизировано и передвижение горелки механизировано.
Преимущества дуговой сварки в среде защитных
газов.
Многие вышеперечисленные недостатки сварки под слоем флюса можно избежать, используя схемы сварки, при которых электрод , зона дуги и сварочная ванна защищены струёй защитного газа. Основные достоинства сварки в среде защитных газов:
1) Эффективная защита расплавленного металла , особенно при использовании в качестве защитной среды инертных газов ;
2) Возможность визуального контроля сварочной ванны и дуги;
3) Возможность сварки металлов различной толщины в пределах от долей миллиметра до десятков миллиметров;
4) Отсутствие необходимости применения флюсов;
5) Широкая возможность автоматизации и механизации;
6) Высокая производительность;
7) Возможность сварки в любых пространственных положениях

Рис . 5 . Виды сварки в защитных газах:
1 - присадочный пруток или проволока; 2 - сопло ; 3 - токоподводящий мундштук ; 4 -корпус горелки ; 5 - неплавящийся вольфрамовый электрод ; 6 - рукоять горелки ; 7 -атмосфера защитного газа ; 8 - сварочная дуга ; 9 - ванна расплавленного металла ; 10 - кассета с проволокой ; 11 - механизм подачи ; 12 - плавящийся металлический электрод (сварочная проволока).
Содержание отчета.
1.Изобразите схему для дуговой механизированной сварки в СО2.
2.Изобразите схемы полуавтоматической сварки плавящимся и неплавящимся электродом в среде аргона.
3. Опишите особенности процесса дуговой сварки в инертных газах и
углекислом газе.
4. Опишите назначение и основные части сварочной горелки.
5. Ответьте на контрольные вопросы (устно).
Контрольные вопросы.
1 . Какие существуют типы защитных газов?
2 . Какие металлы и сплавы сваривают в среде углекислого газа?
3 . Какие металлы и сплавы сваривают в аргоне?
4 .Что такое сварка плавящимися и неплавящимися электродами, их назначение?
Практическая работа № 2
Оборудование и аппаратура для дуговой сварки в защитных газах
Цель работы – изучение особенностей способов дуговой сварки в защитных газах, сварочного оборудования .
Время выполнения задания – 4 часа
Теоретические положения:
Принципы процесса, характеристики дуги
Технологические свойства дуги существенно зависят от физических и химических свойств защитных газов, электродного и свариваемого металлов, параметров и других усло вий сварки. Это обусловливает многообразие способов сварки в защитных газах. Рассмотрим классификацию процесса сварки в защитных газах плавящимся электродам по наиболее существенным признакам.
Полуавтоматическая сварка плавящимся электродом производится в инертных газах Аг и Не (MIG) и их смесях Аг + Не, в активном газе СO2 (MAG), а также в смесях инертных и активных Аг + О2, Аг + СО2, Аг + СО + О2 и активных газов СО2 + О2. В качестве электродных проволок применяют сплошные из нелегированных и легированных сталей и цветных металлов (Ni, Си, Mg, Al, Ti, Mo), а также несплошные порошковые и активированные. Сварка плавящимся электродом выполняется в основном на постоянном токе, приме няется также и сварка импульсным током. Находят применение и другие способы сварки: на нормальном и увеличенном вылете, со свободным и принудительным формированием шва, без колебаний и с колебаниями электродной проволоки, в атмосфере и под водой, в стандартную и нестандартную узкую щелевую разделку кромок и др. Принцип дуговой сварки плавящимся металлическим электродом в защитном газе показан на (рис. 1).
Oсновные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняе мых дуговой сваркой в защитном газе указаны в ГОСТ 14771
В зависимости от уровня механизации и автоматизации процесса различают сварку: - механизированную, при которой перемещения горелки выполняются вручную, а подача проволоки механизирована;
- автоматизированную, при которой все перемещения горелки и подача проволоки механи зированы, а управление процессом сварки выполняется оператором-сварщиком;
- автоматическую (роботизированную), при которой управление процессом сварки выполняется без непосредственного участия оператора-сварщика.

Рис. 1 Схема полуавтоматической сварки
Сварочное оборудование
В состав сварочного оборудования входят источник сварочного тока и сварочный аппарат. Составные части сварочного оборудования и их функции определяются уровнем механизации и автоматизации процесса, параметрами режима сварки, необходимостью их установки и регулировки в режиме наладки и сварки.
Основными параметрами автоматизированной дуговой сварки плавящимся электродом в СО2, Аг, Не и смесях газов (MAG, MIG) являются :
1. Сварочный ток lc (~40.,.600 А);
2. Напряжение сварки Uc(~16...4O В);
3. Скорость сварки Vc (~4...2О мм/с), (-14.4...72 м/ч);
4. Диаметр электродной проволоки dn (~0.8...2.5 мм);
5. Длина вылета электродной проволоки Lв (~8...25 мм);
6. Скорость подачи электродной проволоки Vп (~35...25О мм/с), (-126...960 м/ч);
7. Расход защитного газа qг (~3...60 л/мин).
Принцип дуговой сварки в защитных газах определяет основные функции оборудования: - подвод к дуге электрической энергии и её регулирование (lc, Uc);
- перемещение горелки со скоростью сварки (Vc) и её регулирование;
- подача электродной проволоки (Vn) в зону сварки и регулирование её скорости;
- подача защитного газа (qг) в зону сварки и регулирование его расхода;
- установка вылета электродной проволоки (Ц) и корректирующие перемещения горелки;
- возбуждение дуги и заварка кратера;
- автоматическое слежение по линии сварки и др.
Сварка в защитных газах плавящимся электродом выполняется как в производственном помещении на специально оборудованных рабочих местах (сварочный пост, установка, станок, РТК) так и вне его (строительная площадка, трасса трубопровода и др.). Сварочные посты имеют местную вентиляцию и ограждены щитами или экранами для защиты окружающих от излучения дуги и брызг электродного металла.
По назначению сварочное оборудование разделяют на универсальное, специальное и специализированное. Рассмотрим кратко принципы компоновки универсального сварочного оборудования общего назначения, которое выпускается серийно.
Установка для механизированной дуговой сварки плавящимся электродом в защитных газах обычно включает:
- источник постоянного тока (выпрямитель);
- механизм подачи электродной проволоки с кассетой для проволоки;
- комплект специальных гибких шлангов с горелкой;
- встроенный в источник блок управления или отдельный шкаф управления;
- систему подачи защитного газа (баллон, подогреватель газа (для СО2), газовый редуктор, смеситель газов, газовые шланги, электроклапан);
- кабели цепей управления;
- сварочные кабели с зажимами;
- приспособление для сборки и кантовки сварного узла (механическое оборудование).
Компоновка установки без механического оборудования, которую традиционно называют сварочным полуавтоматом, показанана (рис. 6).
Рис. 2 Установка для дуговой механизированной сварки в СО2: 1 - изделие; 2 - кнопка "Пуск"-"Стоп"; 3 - горелка; 4 - гибкий шланг; 5 - механизм подачи электродной проволоки; 6 - пульт управления; 7 - катушка; 8 - кабель цепей управления; 9 - блок управления по луавтоматом; 10 - шланг для подачи защитного газа; 11 - газовый редуктор; 12 - подогреватель СО2; 13 - баллон с СО2; 14 - сварочный выпрямитель.
Сварочные полуавтоматы находят самое широкое применение, имеют различное на значение и конструктивное исполнение. Основным исполнением полуавтоматов является по способу защиты зоны дуги:
-для сварки в активных газах (Г);
-для сварки в инертных газах (И);
-для сварки в активных и инертных газах (У);
-для сварки открытой дугой (О);
-для сварки под флюсом (Ф).
Задание 1. Зарисуйте схему полуавтоматат и укажите основные узлы
Задание 2.Опишите подготовку к работе сварочного полуавтомата
Задание 3.Простотр видеофрагмента и работа с электронным пособием
Содержание отчета:
1Название и цель работы
2. выполнение заданий1,2, 3.
Выводы о проделанной работе.
Практическая работа 3.
