|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Установки для закалки с газопламенным нагревом⇐ ПредыдущаяСтр 23 из 23
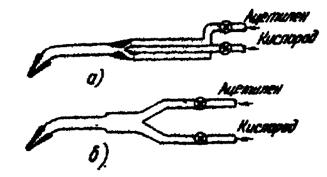
Пламенная поверхностная закалка используется для получения высокой поверхностей твердости крупных зубчатых колес валов молотовых штоков в основном при выполнении ремонтных работ. Нагрев деталей газокислородным (с использованием метана, природного газа и др.) или ацетиленокислородным пламенем осуществляется специальными горелками. По принципу действия они разделяются на горелки низкого давления — инжекционные (рис. 5.18.а), в которых ацетилен инжектируется кислородом, подаваемым под давлением 03..0,4 МПа, и высокого давления — в которых оба газа подаются под давлением (ацетилен — не менее 0,1...0,2 МПа, а кислород — 0,1...03 МПа) (рис. 5.18.6). Недостатком инжекционных горелок является то, что при нагреве наконечника изменяется соотношение между количеством ацетилена и кислорода, в связи с чем наконечник приходится снабжать водяным охлаждением.
Рис. 5.18 Горелки для нагрева под закалку кислородно-ацетиленовым пламенем
Рис. 5.19. Наконечники для пламенной закалки: а — для плоской поверхности; б — для полутавровой поверхности; в — для закалки внутренней поверхности, г — для закалки цилиндрических тел; д — для закалки зубчатых колес
Для нагрева под закалку применяют щелевые или многопламенные наконечники. Выходное отверстие щелевых наконечников выполняется в виде щели шириной 0,15...0,25 мм и длимой 400 мм и более. В многопламенных наконечниках (рис. 5.19) имеется большое количество выходных отверстий диаметром около 1 мм, в результате чего образуется ряд отдельных факелов. За нагревательной горелкой устанавливают трубку с охлаждающей жидкостью — спрейер. Поверхностную закалку осуществляют одним из трех наиболее распространённых способов: одновременным, последовательным или непрерывно-последовательным нагревами (рис. 5.20). Регулирование температуры и глубины закалённого слоя при поверхностном пламенном нагреве очень затруднено, так как осуществляется изменением состава газа, расстояния горелки от детали и скорости движения горелки вдоль детали или скорости вращения детали.
Рис. 5.20. Способы нагрева цилиндрических деталей кислородно-ацетиленовым пламенем: а — одновременный нагрев всего участка; 6 — последовательный нагрев; в — непрерывно-последовательяый нагрев
Закалённый слой может иметь глубину 2...5 мм; рекомендуемое отношение объёмов кислорода к ацетилену составляет 1,5; расстояние устья горелки от нагреваемой поверхности 3...6 мм. Для поверхностной закалки цилиндрических тел может быть использован токарный станок, в центрах которого, установлена деталь, а на суппорте — кислородно-ацетиленовая горелка и спрейер. Поверхностная закалка осуществляется при поступательном движении горелки и вращении детали. Недостатками поверхностной закалки с нагревом кислородно-ацетиленовым пламенем являются перегрев поверхностных слоев нагреваемых деталей и значительные внутренние напряжения, которые могут привести к возникновению коробления и трещин.
|
Последнее изменение этой страницы: 2019-03-21; Просмотров: 135; Нарушение авторского права страницы