|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Валки та вальцювальні стани
Валки є інструментом для вальцювання. їх виготовляють з чавуну або сталі і поділяють на гладкі, калібровані та спеціальні. Гладкі валки (рис. 4.2.4, а) призначені для вальцювання листів, стрічок або широких штаб. Елементами валка є робоча частина — бочка 1, дві шийки 2 і два трефи 3. Шийки використовують як опори для підшипників ковзання або кочення. Трефи мають переважно хрестовинну форму і служать для з'єднання валка з муфтою або шпинделем.
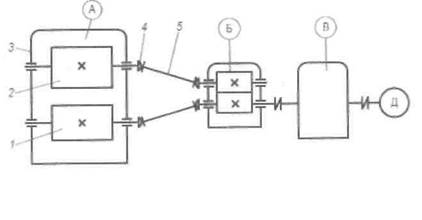
Калібровані валки (рис. 4.2.4, б) використовують для вальцювання сортового металу. На бочці валків виточені кільцеві заглибини спеціального профілю — рівчаки. Контур, утворений сукупністю двох рівчаків пари валків, називають калібром. Контур калібру геометрично подібний до поперечного перерізу вальцьованого металу, що виходить з калібра. Пара валків здебільш має декілька калібрів. Щоб перейти від форми заготовки до кінцевої форми вальцівки, необхідно послідовно пропустити заготовку через низку спеціально підібраних калібрів, які поступово змінюють форму її поперечного перерізу від квадрата або прямокутника до форми готової вальцівки. На рис. 4.2.5 зображено заготовку (а) прямокутного перерізу, яка внаслідок вальцювання між каліброваними валками поступово перетворюється (6-й) у двотаврову балку (и). Спеціальні валки застосовують, наприклад, для вальцювання труб. Виготовлення труб ми не розглядаємо. Вальцювальний стан, на якому деформують метал, складається з однієї або кількох робочих клітей А (рис. 4.2.6), шестеренної кліті Б, редуктора В і електродвигуна Д. Робоча кліть має станину 3, валки 1, 2 з підшипниками та механізм для зміни відстані між валками. її можна регулювати, переміщаючи у вертикальному напрямку верхній валок, а іноді — обидва валки. Шестеренна кліть має один вхідний вал і стільки вихідних валів, скільки валків у робочій кліті. Оскільки частота обертання вала електродвигуна звичайно більша за потрібну частоту обертання валків, то між електродвигуном і шестеренною кліттю ставлять редуктор, вихідний вал якого має меншу частоту обертання, ніж вхідний. У вальцювальних станах застосовують електродвигуни змінного, а також постійного струму. Останні використовують, коли необхідно регулювати частоту обертання валків. Рис. 4.2.6. Схема будови вальцювального стану: А — робоча кліть; Б — шестеренна кліть; В — редуктор; Д — електродвигун; 1, 2 — валок; 3 — станина; 4 — трефова муфта; 5 — трефовий шпиндель Обертальний рух передається до валків від електродвигуна через редуктор, шестеренну кліть, трефові шпинделі 5 і трефові муфти 4. Трефові шпинделі та трефові муфти застосовують тоді, коли осі робочих валків і відповідних валів шестеренної кліті не співпадають. Шпинделі з'єднують вали шестеренної кліті з робочими валками. У деяких станах відсутні редуктор і шестеренна кліть, а кожен валок приводиться в рух від окремого електродвигуна постійного струму. |
Последнее изменение этой страницы: 2019-04-09; Просмотров: 426; Нарушение авторского права страницы