
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Розділ 4.3 ВОЛОЧІННЯ, КУВАННЯ ТА ШТАМПУВАННЯ
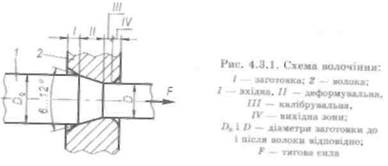
Суть волочіння Волочіння — спосіб обробки металів тиском, що полягає у протягуванні вальцьованих або пресованих заготовок крізь отвір, поперечний переріз якого менший за поперечний переріз заготовки, а конфігурація отвору формує заданий профіль виробу. Інструмент для волочіння — волока — має робочий отвір, що складається з чотирьох зон: вхідної або мастильної J (рис. 4.3.1), деформувальної II, калібрувальної III та вихідної IV. Кут між твірними конуса деформувальної зони залежить від властивостей матеріалу та типу заготовки й становить 6...12°. Калібрувальна зона завдовжки 2... 10 мм остаточно формує заданий профіль, його розміри та забезпечує високу якість обробленої поверхні. Щоб розпочати волочіння, потрібно вставити спеціально стоншений кінець заготовки 1 в отвір інструмента 2 й протягнути її, приклавши силу F. Ця сила необхідна не лише для деформування металу, але й для подолання сил тертя між інструментом та заготовкою. Унаслідок пластичного деформування в зоні II заготовка поступово наближається до профілю калібрувальної зони, зменшуючи свою площу поперечного перерізу від S0 до S, і відповідно збільшуючи довжину від 10 до Іг. Тут ступінь пластичної деформації металу під час волочіння можна охарактеризувати коефіцієнтом видовження ц (див. формулу (4.2.2)) або величиною обтиснення q: Зазвичай за одне
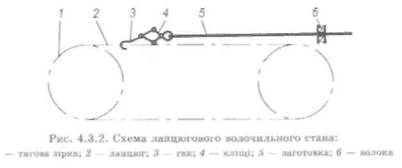
інструмента не повинні перевищувати 0, 6 • о" в (де св — границя міцності оброблюваного матеріалу). Якщо площу поперечного перерізу вихідної заготовки потрібно істотно змінити, то її протягають крізь ряд щоразу менших у діаметрі отворів. Застосовуючи волоки з полірованими отворами й змащуючи контактні поверхні заготовки та інструмента, можна істотно зменшити сили тертя й підвищити якість обробки. Для змащування використовують мильний порошок, графіт, водяні емульсії на основі мила й оливи тощо. Волоки виготовляють з інструментальних сталей, твердих сплавів, а для волочіння дуже тонкого дроту — з технічних алмазів. Вихідними заготовками для волочіння є грубий дріт, сортові вальцівки круглого, квадратного або шестикутного профілю, безшовні й зварені труби зі сталей, кольорових металів та їх сплавів. Оскільки волочіння відбувається майже виключно в холодному стані, то оброблюваний метал зміцнюється. Щоб відновити втрачену пластичність, застосовують проміжний рекристалізаційний відпал. Волочінням отримують дріт діаметром 0, 002...10 мм, фасонні профілі, калібрують (підвищуючи точність розмірів і якість поверхні) вальцьовані прутки діаметром 3...150 мм і труби, виготовляють холоднотягнуті труби, зменшуючи їх діаметр або одночасно діаметр і товщину стінки, а також змінюють профіль труби з круглого на квадратний, прямокутний, шестикутний чи фасонний. Волочильні стани Волочильним станом називають машину, призначену для волочіння металів. Він складається з тягового пристрою, приводу й інструменту. Залежно від траєкторії тягового пристрою розрізняють стани: періодичної дії з прямолінійним рухом заготовки, безперервної дії з намотуванням заготовки. Волочильні стани з прямолінійним рухом заготовки (ланцюгові, рейкові та ін.) застосовують для волочіння й калібрування прутків, труб і фасонних виробів, які не можна намотувати в бунти. На сучасних станах можна одночасно обробляти 4-8 заготовок завдовжки до 8 м. Тягова сила цих станів доходить до 1, 5 МН. Найпоширенішими серед волочильних є ланцюгові стани, в яких тягова зірка 1 (рис. 4.3.2) рухає замкнутий шарнірно-пластинчастий ланцюг 2. Обертального руху зірці надає електродвигун через редуктор, які на рисунку не зображені. За допомогою гака З і кліщів 4 ланцюг протягує заготовку 5 крізь отвір волоки 6. Тут тяговим пристроєм є гак і кліщі, а приводом — електродвигун, дві зірки й ланцюг. Після виходу заготовки з волоки тягова сила раптово зменшується, тому гак під дією противаги зіскакує з ланцюга й автоматично повертається у початкове положення. Волочильні стани з намотуванням заготовки призначені головно для волочіння дроту, а також труб невеликого діаметра, які намотуються в бунти. Ці стани поділяють на барабанні одноразового волочіння, що мають одну волоку, і стани багаторазового волочіння, в яких дріт проходить послідовно крізь ряд волок.
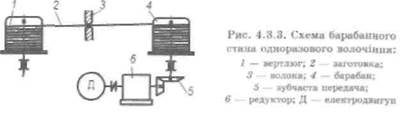
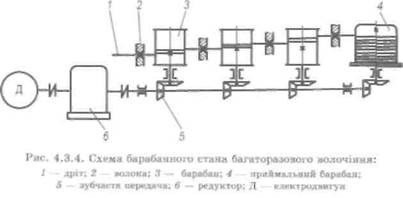
У барабанному стані одноразового волочіння на вертлюг 1 (рис. 4.3.3) насаджують вихідну заготовку 2 у вигляді бунта. Стоншений її кінець проводять крізь отвір волоки З й закріплюють на барабані 4, який обертається від електродвигуна Д через редуктор 6 і зубчасту передачу 5. Після волоки дріт намотується на барабан. Ці стани застосовують переважно для виготовлення грубого дроту. Барабанні стани багаторазового волочіння призначені для виробництва тонкого дроту, який проходить крізь значну кількість послідовно розташованих волоків (до 20 і більше). Стоншений кінець дроту 1 (рис. 4.3.4) пропускають крізь отвір першої волоки 2, намотують кілька витків на барабан З, потім пропускають крізь отвір другої волоки, намотують на другий барабан і т.д. Нарешті кінець дроту закріплюють на приймальному барабані 4, після чого стан готовий до волочіння. Обертального руху барабанові надає електродвигун Д через редуктор 6 і зубчасті передачі 5. Довжина дроту після кожної наступної волоки
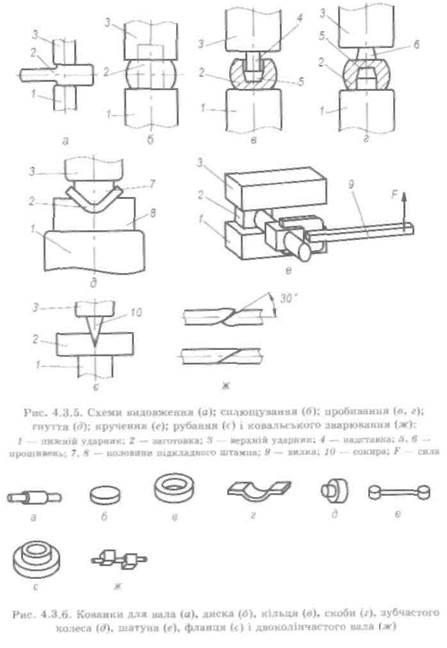
збільшується, пропорційно з ним повинна збільшуватись швидкість його руху. Відповідно до цього змінюють передавальні відношення зубчастих передач або добирають діаметри барабанів. Швидкість дроту в останніх волоках сягає 50...60 м/с. Щоб зробити волочіння неперервним, кінець дроту наступного бунта приварюють до кінця попереднього електроконтактним способом. Кування та його операції Куванням називають спосіб обробки металів тиском з використанням універсального підкладного інструмента або ударників, якщо деформування нагрітого металу в певних напрямах не обмежується робочою поверхнею інструмента. Завдяки багаторазовій ударній (динамічній) або статичній дії інструмента метал пластично деформується й поступово наближується до заданих форми й розмірів. Виріб масою від 0, 1 до 300 т, виготовлений куванням зі сталі або сплавів кольорових металів і призначений для подальшої механічної обробки, називають кованкою. Кування доцільно застосовувати в одиничному й серійному виробництвах для виготовлення валів потужних гідротурбін і електрогенераторів, дисків для парових і газових турбін, колінчастих валів суднових дизельних двигунів, валків вальцювальних станів та ін. Заготовками для кування є зливки, блюми і вальцівки. До основних операцій кування належать: видовження (протягування), сплющування (осадка), пробивання, гнуття, кручення, рубання тощо. Застосовуючи в певній послідовності окремі операції, можна виготовити кованки складної форми. Видовження — найпоширеніша ковальська операція, що застосовується для збільшення довжини кованки й одночасного зменшення її поперечного перерізу. По заготовці 2 (рис. 4.3.5, а), покладеній на нижній нерухомий ударник /, верхнім ударником 3 наносять послідовні удари. Перед кожним ударом її періодично пересувають справа вліво. Так виготовляють кованки валів (рис. 4.3.6, а), штоків, шатунів (рис. 4.3.6, є), тяг за допомогою плоских і фасонних ударників. Сплющування застосовують, щоб зменшити висоту й збільшити поперечний переріз кованки. Щоб уникнути поздовжнього
згину, відношення висоти до діаметра заготовки не повинно перевищувати 2, 5. Заготовку 2 (рис. 4.3.5, б) кладуть вертикально на плоский нижній ударник 1 й деформують її верхнім ударником 3. Унаслідок впливу тертя на торцеві поверхні заготовки, а також швидшого охолодження торців вона стає бочкоподібною. Так виготовляють кованки зубчастих коліс (рис. 4.3.6, д), дисків (рис. 4.3.6, б), фланців (рис. 4.3.6, є), які мають великі поперечні розміри й малу висоту. Якщо нагріти не всю заготовку, а лише її частину, то отримаємо різновид сплющування, тобто місцеве потовщення, що його називають висадкою. Пробивання використовують, щоб зробити в кованці заглибину або наскрізний отвір. Заготовку 2 (рис. 4.3.5, в) кладуть на нижній ударник 1 і верхнім ударником З втискають в неї інструмент — прошивень 5 — у вигляді зрізаного конуса. Після цього на прошивень накладають надставку 4 і продовжують його заглиблювати. Якщо потрібен наскрізний отвір, то надставку знімають, заготовку повертають на 180° і отвір прошивають остаточно іншим прошивнем 6 (рис. 4.6.3, г), який, заглиблюючись у заготовку, вирізує надлишок металу у вигляді диска й виштовхує з отвору прошивень 5. Гнуття — це викривлення заготовки за заданим контуром. Операцію здійснюють ударниками 1 і 3 (рис. 4.3.5, д) з використанням підкладних або спеціальних пристроїв. Гнуття в підкладних штампах застосовують для виготовлення значної кількості однакових виробів 2. Тут використовують штамп, що складається з верхньої 7 і нижньої 8 половин. Гнуть скоби (рис. 4.3.6, г), кутники, кронштейни, гаки та ін. Кручення — повертання однієї частини заготовки відносно іншої на заданий кут. Так отримують заготовки колінчастих валів (рис. 4.3.6, ж), свердел великих діаметрів та ін. Одну частину заготовки 2 затискають між ударниками / і 3, а другу її частину повертають за допомогою вилки 9, приклавши силу F. Рубання — поділ заготовки на дві частини. Його застосовують для отримання з довгої заготовки певної кількості коротких або для відокремлення зайвого металу. Інструментом для рубання є прямі або фасонні сокири. Заготовку 2 (рис. 4.3.5, є) кладуть на нижній ударник / і ударом верхнього ударника З заглиблюють сокиру 10 в метал. Коли залишається невеликий
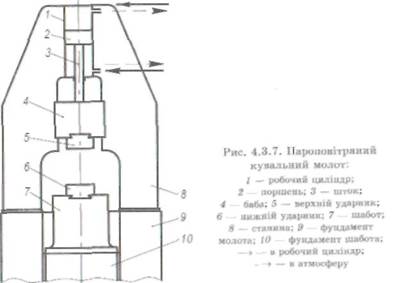
Ковальським зварюванням (рис. 4.3.5, ж) з'єднують дві заготовки або два кінці однієї заготовки, попередньо нагрівши місце зварювання під шаром флюсу. Цим способом з'єднують низьковуглецеві сталі при температурі = 1350 °С у випадках, коли відсутні сучасні способи зварювання. Кувальні молоти та преси Кування поділяють на ручне і машинне. Машинне кування виконують на кувальних молотах або на кувальних пресах. Молоти є машинами динамічної (ударної) дії, на них деформування за один удар триває тисячні частки секунди. Тут для деформування використовують кінетичну енергію, нагромаджену рухомими частинами до моменту удару. Найпоширеніші пневматичні й пароповітряні молоти. Основна характеристика кувального молота — маса рухомих частин, а кувального преса — максимальне зусилля, яке він може розвивати. Пароповітряний кувальний молот (рис. 4.3.7) приводиться в дію парою (0, 7...0, 9 МПа) або стисненим повітрям (до 0, 7 МПа). Він складається з аркоподібної станини 8, на якій змонтовано робочий циліндр /. У циліндрі переміщається поршень 2 зі штоком 3. До нижнього кінця штока прикріплюється баба 4, в нижній частині якої змонтований верхній ударник 5. Баба пересувається у вертикальних напрямних станини. Нижній ударник 6 закріплений на масивному шаботі 7. Станина та шабот встановлені на окремих фундаментах 9 і 10. Кувальна спроможність молота визначається масою рухомих частин: баби, верхнього ударника, штока та поршня. У сучасних пароповітряних молотах маса рухомих частин становить 0, 5...5 т, а маса оброблюваних на них кованок — 2...2, 5 т. Рухомі частини переміщаються вгору парою або стисненим повітрям, що подається від золотника в нижню порожнину циліндра під поршень. Ці частини падають вниз під дією власної маси, ударяючи по заготовці. Щоб збільшити енергію удару, пару подають у верхню порожнину циліндра над поршнем.
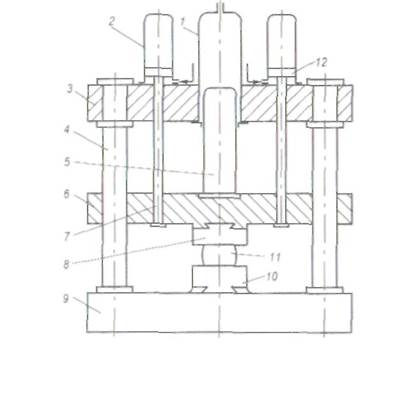
ТЦо більша маса шабота, то більша частина кінетичної енергії рухомих частин переходить в роботу деформування заготовки. Маса шабота приблизно в 15 разів перевищує масу рухомих частин. Пароповітряний молот простий за будовою, нескладний в управлінні та універсальний. Гідравлічний прес — це машина, що деформує заготовку статично, використовуючи тиск рідини. Гідравлічний прес призначений для кування середніх і важких заготовок. Деформування заготовки може тривати від кількох до десятків секунд. Прес складається з робочого циліндра / (рис. 4.3.8), закріпленого на поперечці 3, яка за допомогою чотирьох напрямних колон 4 з'єднана з нижньою плитою 9. Плита встановлена на фундаменті. Всередині робочого циліндра є плунжер 5, нижній кінець якого з'єднаний з траверсою 6. На траверсі змонтовано верхній ударник 8. Робоча рідина (водяна емульсія або олива) під тиском 20...ЗО МПа надходить у робочий циліндр, тисне на плунжер і переміщає його разом з траверсою по напрямних колонах, внаслідок чого верхній ударник
Рис.4.3.8. Гідравлічний прес: 1 — робочий циліндр; 2 — циліндр; 3 — поперечка; 4 — напрямна колоца; 5 — плунжер; 6 — траверса; 7 — тяга; 8 — верхній ударник; 9 — нижня плита; 10 — нижній ударник; 11 — заготовка; 12 — поршеиь деформує заготовку 11. Для піднімання траверси у верхнє вихідне положення робочу рідину подають під поршні 12, що рухаються в циліндрах 2. Поршні з'єднані тягами 7 з траверсою. Гідравлічний прес рівномірно розподіляє пластичні деформації в заготовці. Порівняно з молотом він не вимагає масивного фундамента, під час роботи не струшує навколишній ґрунт і не шумить. Зусилля преса може доходити до 150 МН і більше. Тиск робочої рідини створюється переважно насосом. Загальний ККД гідравлічного преса становить 6...8 %. Об'ємне штампування Об'ємним штампуванням називають такий спосіб обробки металів тиском, внаслідок якого заготовка, поміщена в робочу порожнину спеціального інструмента — штампа — пластично деформується, набуваючи конфігурації та розмірів порожнини. Очевидно, що жорсткі стінки робочої порожнини штампа надійно обмежують переміщення оброблюваного матеріалу й забезпечують йому задану геометрію. Об'ємне штампування широко використовують лише у серійному й масовому виробництвах з огляду на високу вартість штампа. Штамп переважно складається з двох частин: нерухомої нижньої 1 (рис. 4.3.9) і рухомої верхньої 3. Кованку 2 простої конфігурації виготовляють у однорівчакових штампах, що мають одну спільну робочу порожнину — рівчак. Конфігурація робочої порожнини такого штампа геометрично подібна до конфігурації кованки, а розміри більші за розміри кованки на величину лінійної усадки оброблюваного матеріалу. Лінійна усадка для сталі в середньому становить 1, 5 %. Щоб виготовити кованку, виймають вихідну заготовку з печі, кладуть її в нижню частину штампа й верхньою його частиною створюють тиск, внаслідок чого заготовка набуває конфігурації порожнини штампа. Після цього штамп розкривають і виймають кованку. Кованки складної конфігурації виготовляють у багаторівча-кових штампах. У них заготовку послідовно деформують у кожному рівчаку, наближаючи її форму й розміри до форми й розмірів кованки. Штампи бувають відкриті й закриті.
Отримати наскрізний отвір у штампі одразу не вдається. Тому спочатку роблять заглибини з обох боків кованки в напрямку удару, а потім в іншому штампі остаточно пробивають отвір. Припуски на подальшу обробку різанням призначають переважно в місцях спряження з іншими деталями. Заготовками для об'ємного штампування є порізані вальцівки круглого, квадратного або прямокутного перерізу, а також зі спеціально виготовленого періодичного профілю. У закритих штампах відсутні рівчаки для облою. Тут об'єм заготовки повинен дорівнювати об'ємові робочої порожнини штампа, у зв'язку з чим ускладнюється виготовлення заготовок, проте значно заощаджується метал й відпадає потреба в обрізних пресах і штампах для облою. Розрізняють холодне й гаряче об'ємне штампування. Холодне штампування виконують не нагріваючи метал. Так виготовляють невеликі кованки, що характеризуються більш точними розмірами, якістю поверхні й деформаційним зміцненням. Під час гарячого штампування завдяки нагріванню заготовок витрачають менше енергії на деформацію. Отримані кованки мають менш точні розміри й гіршу якість поверхні, внаслідок утворення окалини. Об'ємним штампуванням виготовляють вироби зі сталей, кольорових металів та їх сплавів у великосерійному й масовому виробництвах для автомобілів, тракторів, сільгоспмашин, вагонів, верстатів, літаків. Переваги об'ємного штампування перед куванням: — можливість виготовлення кованок складної конфігурації; — значно вища продуктивність праці; — істотне заощадження металу внаслідок зменшення припусків на механічну обробку; — можлива нижча кваліфікація робітників. — обмежена маса кованок до кількохсот кілограмів і рідко до кількох тонн; — висока вартість штампів. |
Последнее изменение этой страницы: 2019-04-09; Просмотров: 360; Нарушение авторского права страницы
 проходження оброблюваного матеріалу гранично допустимі величини становлять ц < 1, 25...1, 45 або q < ЗО...З5 %. їх не треба перевищувати, інакше зросте тягова сила F й виникнуть небезпечні напруження у тій частині заготовки, що вийшла з інструмента. Щоб не допустити руйнування заготовки, розтягальні напруження на ділянці після
проходження оброблюваного матеріалу гранично допустимі величини становлять ц < 1, 25...1, 45 або q < ЗО...З5 %. їх не треба перевищувати, інакше зросте тягова сила F й виникнуть небезпечні напруження у тій частині заготовки, що вийшла з інструмента. Щоб не допустити руйнування заготовки, розтягальні напруження на ділянці після
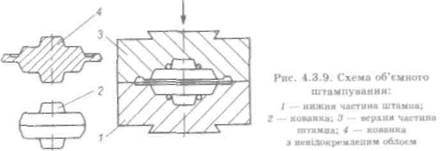
 У площині рознімання відкритих штампів вздовж зовнішнього контура робочої порожнини зроблено спеціальний рівчак, куди витісняється надлишковий метал заготовки 4 через вузьку щілину, утворюючи облой. Вузька щілина заважає виходові металу в рівчак і сприяє доброму заповненню робочої порожнини. Крім цього, облой зм'якшує удар між половинами штампа. Облой відокремлюють у спеціальних штампах. Відходи металу з облоєм в середньому становлять 20...25 % від маси кованки. Щоб полегшити виймання кованки зі штампа, її бічні поверхні повинні мати нахили під кутом 3, 7 або 10°. Для кращого заповнення порожнини штампа поверхні, що перетинаються, повинні мати радіуси заокруглень.
У площині рознімання відкритих штампів вздовж зовнішнього контура робочої порожнини зроблено спеціальний рівчак, куди витісняється надлишковий метал заготовки 4 через вузьку щілину, утворюючи облой. Вузька щілина заважає виходові металу в рівчак і сприяє доброму заповненню робочої порожнини. Крім цього, облой зм'якшує удар між половинами штампа. Облой відокремлюють у спеціальних штампах. Відходи металу з облоєм в середньому становлять 20...25 % від маси кованки. Щоб полегшити виймання кованки зі штампа, її бічні поверхні повинні мати нахили під кутом 3, 7 або 10°. Для кращого заповнення порожнини штампа поверхні, що перетинаються, повинні мати радіуси заокруглень.