|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Листове штампування та його операції
Листове штампування — спосіб виготовлення тиском у штампі плоских і об'ємних деталей з листового матеріалу, стрічки або штаби. Воно більш поширене, ніж об'ємне штампування. Товщина виготовлених деталей мало відрізняється від товщини вихідної заготовки. Матеріалом для листового штампування служать маловуглецеві сталі, пластичні леговані сталі, мідь, алюміній, титан і сплави на їх основі. Листовим штампуванням виготовляють шайби, втулки, посуд, ковпаки, гільзи, баки, облицювання автомобілів, автобусів, літаків, ракет, кораблів тощо. Операції листового штампування поділяють на: — роздільні, коли відокремлюють частину матеріалу від листа, стрічки або штаби за заданим контуром; — формозмінні, шляхом яких утворюють об'ємну конфігурацію деталі; — штампо-складальні, що використовуються для з'єднання кількох деталей в один вузол запресуванням, клепанням, закочуванням, гнуттям та ін. До роздільних належать операції відрізування, вирізування і пробивання. Відрізування — це відокремлення від вихідної заготовки частини матеріалу по незамкненому контуру. Цю операцію використовують переважно для виготовлення штаб або листових заготовок. її виконують ножицями з плоскими або дисковими ножами і в штампах. Вістря плоских ножів можуть бути паралельні або скісні. Ножиці з паралельними ножами застосовують для тонкого матеріалу. Щоб зменшити зусилля різання, вістря плоских ножів розташовують під кутом 1...5°. Ножиці зі скісними ножами називаються гільйотинними. Дискові ножі, обертаючись, відрізують матеріал по прямій або по кривій лінії. Сили тертя між заготовкою і обертальними ножами переміщують її відносно ножів.
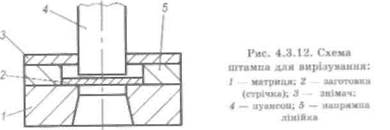
Перед відрізуванням Вирізуванням називається відокремлення від заготовки частини матеріалу у вигляді виробу по замкненому зовнішньому контуру. Для цього використовують штамп. Пуансон 4 (рис. 4.3.12) і матрицю 2, які виконують роль ножів, прикріплюють до верхньої та нижньої плит штампа. Стрічку 2 періодично пересувають між напрямними лінійками 5. Пуансон, опускаючись вниз, своїми гострими краями відокремлює деталь і проштовхує її в отвір матриці. Стрічку з пуансона зсуває знімач 3. Нижню частину штампа кріплять до стола преса, а верхню його частину — до повзуна. Пробивання — отримання отвору в заготовці шляхом відокремлення матеріалу по замкненому контуру. Величина зазора z між пуансоном і матрицею для вирізування і пробивання:
Сила, необхідна для вирізування і пробивання, прямо пропорційна периметрові зрізу, товщині матеріалу й границі його міцності на розтяг. Головними формозмінними операціями є гнуття, витягання, відбортовування і обтискання. Гнуття — операція, що змінює кривизну заготовки практично без зміни її лінійних розмірів. Гнуття відбувається в штампі. У місці згину зовнішні шари заготовки розтягуються, а внутрішні — стискаються. Між ними є нейтральний шар, що не зазнає ні розтягу, ні стиску. По ньому розраховують довжину вихідної заготовки. Оскільки зігнутий матеріал пружинить, то кут згину заготовки відрізняється від кута штампа. Кут пружинення залежно від радіуса згину та властивостей матеріалу становить 1...80. Його враховують під час конструювання штампа. Мінімальний радіус гтіп пуансона, що виключає руйнування заготовки, вибирають з умови:
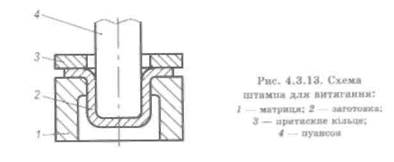
Витягання — це виготовлення з листової заготовки порожнистої просторової деталі. Розрізняють витягання без стоншування стінки та з її стоншуванням. У випадку витягання без стоншування стінки заготовку 2 (рис. 4.3.13) кладуть на матрицю 2 з заокругленими краями і затискають притискним кільцем 3. Після цього опускають
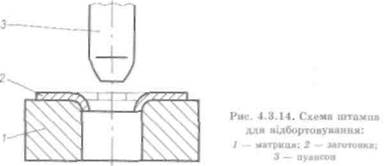
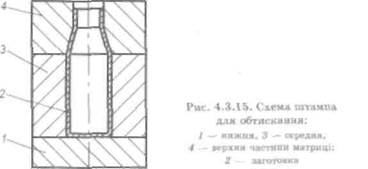
пуансон 4, що також має заокруглені краї. Він затягує матеріал заготовки в зазор між пуансоном і матрицею. Величина зазору на 10...ЗО % більша за товщину заготовки. Притискне кільце запобігає утворенню складок на краях деталі. Формозміну матеріалу оцінюють коефіцієнтом видовження k„, який визначають як де X) — діаметр вихідної заготовки, mm; d — зовнішній діаметр виробу, мм. Залежно від механічних властивостей матеріалу й умов витягання допустимі значення kB становлять 1, 8...2, 1, Якщо потрібно отримати діаметр деталі менший, ніж d, то цього досягають за кілька переходів. З огляду на наклепування матеріалу між переходами застосовують проміжний рекристалізаційний відпал. Витягання зі стоншуванням стінки застосовують для виготовлення деталей, у яких товщина бічної стінки повинна бути меншою, ніж товщина вихідної заготовки, а товщина дна залишається незмінною. Товщину стінки за один перехід можна зменшити в 1, 5...2 рази. Відбортовуванням утворюють борт навколо отвору або по зовнішньому контуру. Пуансон 3 (рис. 4.3.14) втискає в матрицю 1 частину заготовки 2, утворюючи борт. Обтискання — зменшення діаметра відкритої порожнистої заготовки 2 (рис. 4.3.15) заштовхуванням її частини у профільний отвір верхньої частини матриці 4.
Товщина стінки заготовки в зоні деформації збільшується. Щоб не допустити утворення поздовжніх складок, коефіцієнт обтискання «о = —f не повинен перевищувати за один перехід 1, 2-1, 4. Розрізняють холодне й гаряче листове штампування. Гаряче листове штампування застосовують для матеріалів недостатньо пластичних або для таких, що товстіші за 5...6 мм. З нагрівом виготовляють деталі корпусів корабля, днища цистерн, котлів тощо. Переваги листового штампування: — високі точність розмірів і якість поверхні, що дає змогу відмовитись від подальшої механічної обробки виробів або звести її до мінімуму; — висока продуктивність праці (до 4000 штук деталей за зміну) й ощадна витрата металу; — можливість просто механізувати й автоматизувати виготовлення штамповок; — низька кваліфікація робітників. |
Последнее изменение этой страницы: 2019-04-09; Просмотров: 418; Нарушение авторского права страницы
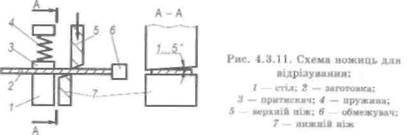

 лист 2 (рис. 4.3.11) кладуть на стіл / і нерухомий (нижній) ніж 7 й пересувають до обмежувача 6. Притискач З пружиною 4 затискає лист, після чого опускається верхній ніж 5, закріплений на повзуні.
лист 2 (рис. 4.3.11) кладуть на стіл / і нерухомий (нижній) ніж 7 й пересувають до обмежувача 6. Притискач З пружиною 4 затискає лист, після чого опускається верхній ніж 5, закріплений на повзуні.