
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
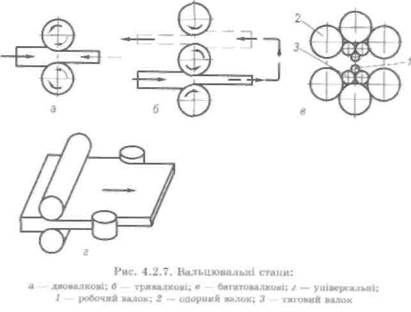
Класифікація вальцювальних станів
Вальцювальні стани класифікують за такими основними ознаками: за кількістю і розташуванням валків у робочій кліті, за призначенням. За кількістю і розташуванням валків у робочій кліті вальцювальні стани поділяють на двовалкові (рис. 4.2.7, а), тривалкові (рис. 4.2.7, б), багатовалкові (рис. 4.2.7, в) і універсальні (рис. 4.2.7, г). Двовалкові стани (дуостани) є нереверсивні (мають сталий напрямок обертання валків) і реверсивні (можуть змінювати напрямок обертання). У кожній кліті нереверсивних станів заготовку для сортових профілів, штаби або дроту пропускають між валками лише в одному напрямку. В реверсивних станах на-
прямок обертання валків після кожного пропускання заготовки (блюма, сляба, грубого листа) і подальшого зменшення відстані між валками змінюється на протилежний, внаслідок чого заготовка також змінює свій напрямок руху. На тривалкових станах (тріостанах) заготовка рухається в одному напрямку між нижнім і середнім валками, а в протилежному напрямку — між середнім і верхнім валками. Так вальцюють сортовий метал і листи. Тріостани сьогодні не перспективні з огляду на низьку продуктивність і недостатню жорсткість. Багатовалкові стани (шести-, дванадцяти- і двадцятивалкові) мають два робочі валки 1 (рис. 4.2.7, в) малого діаметра (0 10...50 мм), які опираються на тягові валки 3, а останні — на опорні валки 2. Така конструктивна схема забезпечує дуже високу жорсткість системи й точність виробів. Обертальний рух на робочі валки передається від тягових валків завдяки силам тертя. Застосування робочих валків малого діаметра дає змогу істотно зменшити зусилля деформування. Багатовалкові стани використовують для вальцювання тонких листів і фольги в холодному стані. Універсальні стани обтискають заготовку горизонтальними та вертикальними валками з чотирьох боків. Завдяки вертикальним валкам заготовка отримує гладкі бічні грані. Універсальні стани використовують для вальцювання слябів, грубих листів, а також двотаврових балок великої висоти. За призначенням вальцювальні стани поділяють на обтискні, заготівельні, сортові, листові, трубовальцювальні та спеціальні. До обтискних станів належать блюмінги та слябінги. Блюмінг — великий обтискний реверсивний дуостан, на якому в гарячому стані зі зливків отримують напівфабрикати, найчастіше квадратного перерізу розміром від 150x150 мм до 450x450 мм, які називають блюмами. Слябінг — великий обтискний універсальний стан, призначений для вальцювання зі зливків у гарячому стані напівфабрикате — сляба, який має прямокутний переріз шириною до 2300 мм і висотою в межах 75...300 мм. Зі слябів у подальшому виготовляють листові вальцівки. На відміну від блюмінга слябінг, крім двох горизонтальних валків, має ще два вертикальні валки, що ними обтикаються бічні поверхні зливка. На заготівельних станах із блюмів вальцюють заготовки квадратного перерізу розміром від 60x60 мм до 150x150 мм, з яких згодом отримують сортові вироби та дріт. На сортових станах заготовки почергово проходять крізь низку калібрів, що поступово формують заданий профіль. Сортові стани працюють найпродуктивніше тоді, коли їх робочі кліті розташовані послідовно одна за одною. Відстань між клітями менша, ніж довжина виробу, отже, він вальцюється одночасно в кількох клітях. Швидкість вальцювання зі збільшенням довжини матеріалу зростає і сягає в останній кліті 40 м/с і більше. Грубі листи завтовшки понад 4 мм вальцюють зі слябів після їх нагрівання до температури гарячої обробки тиском. Тонкі листи виробляють і в гарячому, і в холодному станах із гарячевальцьованих листів, що надходять у рулонах. Листи з кінцевою товщиною меншою за 2 мм вальцювати в гарячому стані складно. Після холодного вальцювання листи відпалюють, щоб зняти наклеп.
Пресуванням називають такий вид обробки тиском, коли метал витісняється із замкнутої порожнини крізь отвір, що відповідає перерізу отримуваного виробу. Пресуванням виготовляють суцільні й порожнисті вироби простого та складного профілю (рис.4.2.8) з алюмінію, міді, титану, магнію, цинку та їх сплавів, а також з вуглецевих і легованих сталей. Під час пресування на метал заготовки з усіх боків діють стискальні напруження, завдяки чому він стає пластичнішим. Іноді пресування конкурує з вальцюванням, а в багатьох випадках — це єдиний спосіб виготовлення виробів складного профілю. Сталі пресують у гарячому стані, а кольорові метали та їх сплави — в гарячому, а іноді й у холодному стані.
Пресування виконують двома методами — прямим і зворотним. Під час прямого пресування напрямок виходу з матриці 2 (рис. 4.2.9, а) виробу / (стрілка А) збігається з напрямком руху пуансона 5 (стрілка Б). Пуансон закріплюють на плунжері гідроциліндра преса (на рисунку прес не зображений). Заготовку 6 вставляють у порожнину контейнера 3, на лівому торці якого закріплена матриця, що має отвір заданого профілю. Для заготовок з малими поперечними розмірами в матриці роблять не один, а декілька профільних отворів. З правого боку в контейнер вводять пуансон із закріпленою на ньому прес-шайбою 4. Під тиском прес-шайби метал заготовки витісняється назовні крізь отвір матриці, набуваючи його профілю та розмірів. Напри-
кінці пресування в контейнері завжди залишається невитіснении метал заготовки — прес-залишок, маса якого становить 18.. 20 % маси заготовки. Прямим пресуванням виготовляють суцільні та порожнисті вироби. Щоб виготовити порожнистий виріб (трубу) 1 (рис. 4.2.9, в), до прес-шайби 4 прикріплюють сталеву голку 8. Іноді голку прикріплюють до окремого пуансона з незалежним від прес-шайби переміщенням. У заготовці 6, вставленій у контейнер З, голкою попередньо прошивають наскрізний отвір. Під час робочого руху прес-шайби метал заготовки витісняється в порожнину між матрицею і голкою, утворюючи трубу. Тут зовнішня поверхня труби формується отвором матриці, а її внутрішня — поверхнею голки. Зворотне пресування характеризується тим, що напрямок виходу з матриці 2 (рис. 4.2.9, б) виробу 1 (стрілка А) протилежний напрямкові руху пуансона 5 (стрілка Б). Заготовку 6 вставляють у глухий контейнер З і вона під час пресування не пере-
Коефіцієнт видовження ц металу для пересування становить 8...50 і визначається як відношення площі поперечного перерізу контейнера SK до сумарної площі поперечного перерізу отворів матриці SM:
Заготовками для пресованих виробів є зливки або вальцівки відповідного діаметра й довжини. Щоб забезпечити високу якість цих виробів, із заготовок перед нагріванням усувають поверхневі дефекти, а після нагрівання — окалину. Деталі інструментів для пресування (матриця, контейнер, прес-шайба, голка та ін.) працюють в умовах високих температур, тиску та тертя. Щоб зменшити тертя, на поверхню заготовки та інструмента наносять мастила: графітову пасту, спеціальне рідке скло та інші. Руху прес-шайбі й голці надають високомеханізовані, а також автоматизовані гідравлічні преси з горизонтальним і рідше — з вертикальним розташуванням плунжера. Зусилля від плунжера передається на пуансон. Робочою рідиною у цих пресах є олива, вода або емульсія, яка надходить від помпи в гідроциліндр під тиском до 40 МПа. Іноді замість гідравлічних використовують механічні преси. Перспективним є метод гідростатичного пресування, коли на заготовку, розміщену із зазором у контейнері, з усіх боків діє рідина під високим тиском, яка одночасно є мастилом. |
Последнее изменение этой страницы: 2019-04-09; Просмотров: 385; Нарушение авторского права страницы

 4.2.6. Пресування
4.2.6. Пресування 
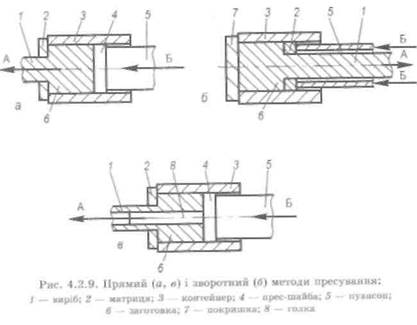



 міщається відносно стінки контейнера. Тому відсутнє тертя між контейнером і заготовкою, що зменшує приблизно на 25 % зусилля пресування порівняно з прямим методом. Прес-шайба, що є водночас матрицею, закріплена на кінці порожнистого пуансона. Об'єм прес-залишка при зворотному пресуванні на 5...6 % менший порівняно з прямим пресуванням.
міщається відносно стінки контейнера. Тому відсутнє тертя між контейнером і заготовкою, що зменшує приблизно на 25 % зусилля пресування порівняно з прямим методом. Прес-шайба, що є водночас матрицею, закріплена на кінці порожнистого пуансона. Об'єм прес-залишка при зворотному пресуванні на 5...6 % менший порівняно з прямим пресуванням.