|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Метод ремонта основного металла труб и сварных соединений с применением технологий сварки стальных сварных муфт
9.3.1 Общие требования 9.3.1.1 Ремонт основного металла труб и стыковых сварных соединений с поверхностными и внутренними дефектами стальными сварными муфтами рекомендуется выполнять в случаях невозможности или нецелесообразности ремонта методом замены дефектного участка, ремонта основного металла и сварных соединений с применением технологий сварки (наплавки, заварки). 9.3.1.2 Ремонт основного металла труб и сварных соединений выполняется с применением следующих технологий сварки стальных сварных муфт и их комбинаций: - ручная дуговая сварка электродами с основным видом покрытия (РД); - механизированная сварка проволокой сплошного сечения в углекислом газе (МП); - механизированная сварка порошковой проволокой в среде инертных газов и смесях (МПИ); - автоматическая сварка проволокой сплошного сечения в среде активных газов и смесях автоматическая сварка порошковой проволокой в среде инертных газов и смесях (АПИ). 9.3.1.3 Выбор конструкций муфт производят в зависимости от степени дефектности металла труб и сварных соединений согласно СТО Газпром 2-2.3-137 (подраздел 11.9). 9.3.1.4 Подготовка дефектного участка к ремонту, сборка и сварка продольных стыковых, кольцевых нахлесточных и угловых соединений при ремонте газопроводов сварными стальными муфтами выполняется с учетом требований и рекомендаций СТО Газпром 2-2.3-137 (подраздел 11.9), а также положений настоящих рекомендаций. 9.3.1.5 Последовательность наложения слоев продольных стыковых швов муфт и колец приведена на рисунке 9.9.
Рисунок 9.9 - Последовательность наложения слоев при сварке продольных швов муфт и колец
Общее направление сварки одновременно двумя сварщиками (по одному на каждое продольное сварное соединение) продольных швов муфты Ду ≤ 600 мм
1, 2, 3, 4, 5, 6 - направление сварки корневого и первых двух заполняющих слоев обратноступенчатым способом при общем направлении сварки справа налево первого продольного стыкового соединения; 1', 2', 3', 4', 5', 6' - направление сварки корневого и первых двух заполняющих слоев обратноступенчатым способом при общем направлении сварки слева направо второго продольного стыкового соединения
Общее направление сварки одновременно четырьмя сварщиками (по два на каждое продольное сварное соединение) продольных швов муфты Ду > 600 мм
1, 2, 3 - направление сварки корневого и первых двух заполняющих слоев обратноступенчатым способом от центра к торцам первого продольного стыкового соединения; 1', 2', 3' - направление сварки корневого и первых двух заполняющих слоев обратноступенчатым способом от торцов к центру второго продольного стыкового соединения
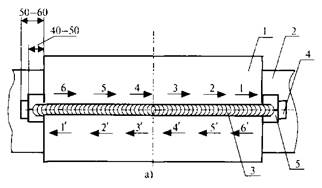
1 - сварная муфта; 2 - ремонтный участок газопровода; 3 - продольный шов муфты; 4 - металлическая подкладная пластина под продольный шов; 5 - V-образная временная технологическая планка
Рисунок 9.10 - Направление и последовательность сварки корневого, первых двух заполняющих слоев продольных швов муфт двумя (а) и четырьмя сварщиками (б)
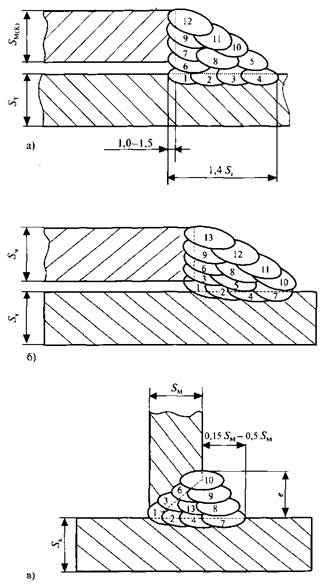
9.3.1.6 Направление и последовательность сварки корневого, первых двух заполняющих слоев шва продольных сварных соединений муфт двумя и четырьмя сварщиками показана на рисунке 9.10, схемы а) и б). 9.3.1.7 Сварку кольцевых нахлесточных и угловых сварных соединений муфт и элементов (колец) с ремонтным участком газопровода следует выполнять многослойными швами в последовательности, приведенной на рисунке 9.11.
а) последовательность сварки кольца с ремонтным участком газопровода (конструкции № 3-7); б) последовательность сварки муфты с кольцом (конструкции № 2, 3, 4, 5, 7); в) последовательность сварки муфты с кольцом (конструкция № 6), Sм, Sк, Sт - соответственно толщины стенки муфты, кольца, ремонтного участка газопровода
Рисунок 9.11 - Последовательность сварки кольцевых угловых швов муфт и элементов (колец)
9.3.1.8 После окончания сварки технологические планки и концы подкладных пластин удаляются механическим способом. 9.3.1.9 Контроль качества сварных соединений должен осуществляться визуальным, измерительным и физическими методами контроля (основным, дублирующим, дополнительным). Методы, объемы неразрушающего контроля качества, нормы оценки качества сварных соединений газопроводов должны соответствовать требованиям раздела 11. 9.3.2 Ручная дуговая сварка электродами с основным видом покрытия 9.3.2.1 Ручную дуговую сварку электродами с основным видом покрытия применяют для сварки корневого (первого), заполняющих и облицовочного слоев шва продольных стыковых, кольцевых нахлесточных и угловых сварных соединений при ремонте основного металла труб и сварных соединений газопроводов стальными сварными муфтами. 9.3.2.2 Ручная дуговая сварка выполняется электродами с основным видом покрытия и может быть применена в составе следующих комбинированных технологий: - корневой (первый) слой шва - ручная дуговая сварка электродами с основным видом покрытия, заполняющие и облицовочный слои шва - автоматическая сварка порошковой проволокой в среде инертных газов и смесях согласно 9.3.7 (РД + АПИ); - корневой (первый) слой шва - ручная дуговая сварка электродами с основным видом покрытия, заполняющие и облицовочный слои шва - механизированная сварка порошковой проволокой в среде инертных газов и смесях согласно 9.3.4 (РД + МПИ); - корневой (первый) слой шва - механизированная сварка проволокой сплошного сечения в углекислом газе в импульсно-дуговом режиме согласно 9.3.3, заполняющие и облицовочный слои шва - ручная дуговая сварка электродами с основным видом покрытия (МП + РД). 9.3.2.3 Ручная дуговая сварка электродами с основным видом покрытия выполняется на постоянном токе обратной полярности в соответствии с 9.2.4.1 по режимам сварки (заварки), приведенным в таблице 9.4. 9.3.2.4 Ручную дуговую сварку электродами с основным видом покрытия следует выполнять согласно СТО Газпром 2-2.3-137 (пункты 11.9.5 - 11.9.7) с учетом следующих особенностей: а) сварка продольных стыковых сварных соединений муфт (согласно рисункам 9.10 и 9.11): 1) сварка корневого и первых двух заполняющих слоев выполняется электродами диаметром от 2, 5 до 3, 25 мм, обратно-ступенчатым способом по центру шва, соблюдя правило смещения мест начала и окончания сварки на расстояние от 25 до 30 мм; 2) сварка последующих заполняющих и облицовочного слоев шва выполняется электродами диаметром от 3, 0 до 4, 0 мм методом непрерывной сварки наложением параллельных валиков (проходов), начиная с нижнего валика (проход) в тех же направлениях с началом или окончанием сварки на технологических планках; б) сварка кольцевых нахлесточных и угловых сварных соединений муфт (согласно рисунку 9.12): 1) наплавка трех (четырех) параллельных валиков на поверхность полного периметра газопровода ниточными швами шириной до 1, 5 диаметров электрода с перекрытием между собой от 1, 5 до 2, 0 мм с глубиной проплавления не более 2, 4 мм, при этом ширина наплавленных валиков должна составлять не менее 1, 4 толщины стенки газопровода; 2) наплавка при необходимости второго слоя валиков для достижения необходимого зазора сварки первого (корневого) слоя шва; 3) сварка первого (корневого) слоя шва; 4) сварка заполняющих и облицовочных слоев шва; 5) наплавку валиков на ремонтный участок газопровода рекомендуется выполнять электродами диаметром от 3, 0 до 3, 25 мм, на минимальных токах на режимах, указанных в таблице 9.1, сварку первого (корневого), заполняющих и облицовочных слоев - электродами диаметром от 3, 0 до 4, 0 мм на режимах, указанных в таблице 9.4; 6) сварку первых (одного-двух) заполняющих слоев шва рекомендуется выполнять по центру кольцевого соединения, последующие заполняющие слои шва - параллельными швами. Сварка проводится одновременно двумя сварщиками в противоположных четвертях окружности газопровода обратноступенчатым способом, допускается непрерывная сварка последних заполняющих слоев; 7) сварку всех слоев углового шва рекомендуется выполнять, соблюдая правила послойного смещения мест начала и окончания сварки на расстояние от 25 до 30 мм. 9.3.2.5 Электроды с основным видом покрытия для ручной дуговой сварки при ремонте газопроводов из сталей класса прочности К65 приведены в таблице Д.3 (приложение Д). 9.3.3 Механизированная сварка проволокой сплошного сечения в углекислом газе. 9.3.3.1 Механизированную сварку проволокой сплошного сечения в углекислом газе в импульсно-дуговом режиме (МП) применяют согласно СТО Газпром 2-2.2-358 (пункт 10.6.1) для сварки корневого (первого) слоя шва продольных стыковых, кольцевых нахлесточных и угловых сварных соединений при ремонте основного металла труб и сварных соединений газопроводов стальными сварными муфтами с учетом положений настоящих рекомендаций. 9.3.3.2 Механизированная сварка выполняется проволокой сплошного сечения в углекислом газе и может быть применена в составе следующих комбинированных технологий: - корневой (первый) слой шва - механизированная сварка в импульсно-дуговом режиме, заполняющие и облицовочный слои шва - механизированная сварка порошковой проволокой в среде инертных газов и смесях согласно 9.3.4 (МП + МПИ); - корневой (первый) слой шва - механизированная сварка в импульсно-дуговом режиме, заполняющие и облицовочный слои шва - ручная дуговая сварка электродами с основным видом покрытия на подъем согласно 9.3.2 (МП + РД); - корневой (первый) слой шва - механизированная сварка в импульсно-дуговом режиме, заполняющие и облицовочный слои шва - автоматическая сварка порошковой проволокой в среде инертных газов и смесях согласно 9.3.6 (МП + АПИ). 9.3.3.3 Проволоки сплошного сечения для механизированной сварки в импульсно-дуговом режиме корневого слоя шва при ремонте газопроводов из сталей класса прочности К65 приведены в таблице Д.5 (приложение Д). 9.3.3.4 Рекомендуемые режимы механизированной сварки в импульсно-дуговом режиме приведены в таблицах 9.5 и 9.6. 9.3.4 Механизированная сварка порошковой проволокой в среде инертных газов и смесях 9.3.4.1 Механизированную сварку выполняют порошковой проволокой в среде инертных газов и смесях (МПИ) для сварки заполняющих и облицовочного слоев шва продольных стыковых, кольцевых нахлесточных и угловых сварных соединений при ремонте основного металла труб и сварных соединений газопроводов стальными сварными муфтами. 9.3.4.2 Механизированная сварка порошковой проволокой в среде инертных газов и смесях может применяться в составе следующих комбинированных технологий: - корневой (первый) слой шва - механизированная сварка в импульсно-дуговом режиме согласно 9.3.3, заполняющие и облицовочный слои шва - механизированная сварка порошковой проволокой в среде инертных газов и смесях (МП + МПИ); - корневой (первый) слой шва - ручная дуговая сварка электродами с основным видом покрытия на подъем согласно 9.3.2, заполняющие и облицовочный слои шва - механизированная сварка порошковой проволокой в среде инертных газов и смесях (РД + МПИ); - корневой слой шва - автоматическая сварка в импульсно-дуговом режиме согласно 9.3.5, заполняющие и облицовочный слои шва - механизированная сварка порошковой проволокой в среде инертных газов и смесях (АПГ + МПИ). 9.3.4.3 Порошковые проволоки для механизированной сварки корневого (первого), заполняющих и облицовочного слоев шва для ремонта газопроводов из сталей класса прочности К65 приведены в таблице Д.7 (приложении Д). 9.3.4.4 Рекомендуемые параметры режимов механизированной сварки порошковой проволокой диаметром 1, 2 мм в среде инертных газов и смесях приведены в таблице 9.2. 9.3.5 Автоматическая сварка проволокой сплошного сечения в среде активных газов и смесях 9.3.5.1 Автоматическую сварку проволокой сплошного сечения в среде активных газов и смесях в импульсно-дуговом режиме (АПГ) применяют для сварки корневого (первого) слоя шва продольных стыковых, кольцевых нахлесточных и угловых сварных соединений при ремонте основного металла труб и сварных соединений газопроводов стальными сварными муфтами. 9.3.5.2 Автоматическая сварка проволокой сплошного сечения в среде активных газов и смесях в импульсно-дуговом режиме может быть применена в составе следующих комбинированных технологий: - корневой слой шва - автоматическая сварка проволокой сплошного сечения в среде активных газов и смесях в импульсно-дуговом режиме, заполняющие и облицовочный слои шва - автоматическая сварка порошковой проволокой в среде инертных газов и смесях согласно 9.3.6 (АПГ + АПИ); - корневой слой шва - автоматическая сварка проволокой сплошного сечения в среде активных газов и смесях в импульсно-дуговом режиме, заполняющие и облицовочный слои шва - механизированная сварка порошковой проволокой в среде инертных газов и смесях согласно 9.3.4 (АПГ + МПИ); - корневой слой шва - автоматическая сварка проволокой сплошного сечения в среде активных газов и смесях в импульсно-дуговом режиме, заполняющие и облицовочный слои шва - ручная дуговая сварка электродами с основным видом покрытия на подъем согласно 9.3.2 (АПГ+ РД). 9.3.5.3 Для автоматической сварки проволокой сплошного сечения в среде активных газов и смесях в импульсно-дуговом режиме применяют сварочные агрегаты, сварочные установки, укомплектованные источниками сварочного тока, сварочными головками, сварочными горелками и вспомогательным оборудованием, отвечающие требованиям и условиям эксплуатации, приведенным в разделе 5. 9.3.5.4 При автоматической сварке проволокой сплошного сечения в среде активных газов и смесях в импульсно-дуговом режиме применяют специальные направляющие пояса и инвентарные шаблоны, обеспечивающие требуемую точность установки. 9.3.5.5 Проволоки сплошного сечения для автоматической сварки проволокой сплошного сечения в среде активных газов и смесях в импульсно-дуговом режиме корневого слоя шва при ремонте газопроводов из сталей класса прочности К60 приведены в таблице Д.6 (приложение Д). 9.3.5.6 Автоматическую сварку проволокой сплошного сечения в среде активных газов и смесях в импульсно-дуговом режиме корневого слоя шва выполняют постоянным током обратной полярности. Направление сварки кольцевых нахлесточных швов - на спуск. Рекомендуемые параметры режимов представлены в таблице 9.7.
Таблица 9.7 - Рекомендуемые параметры режимов автоматической сварки проволокой сплошного сечения в среде активных газов и смесях в импульсно-дуговом режиме
9.3.5.7 После выполнения корневого слоя шва его следует зачистить механическим способом шлифмашинками с набором дисковых проволочных щеток. 9.3.5.8 Проволоки сплошного сечения для автоматической сварки проволокой сплошного сечения в среде активных газов и смесях в импульсно-дуговом режиме корневого слоя шва при ремонте газопроводов из сталей класса прочности К65 приведены в таблице Д.5 (приложение Д). 9.3.6 Автоматическая сварка порошковой проволокой в среде инертных газов и смесях 9.3.6.1 Автоматическую сварку порошковой проволокой в среде активных газов и смесях (АПИ) применяют согласно СТО Газпром 2-2.2-358 (подраздел 10.5) для сварки заполняющих и облицовочного слоев шва продольных стыковых, кольцевых нахлесточных и угловых сварных соединений при ремонте основного металла труб и сварных соединений газопроводов стальными сварными муфтами с учетом положений настоящих рекомендаций. 9.3.6.2 Автоматическая сварка порошковой проволокой в среде инертных газов и смесях может быть применена в составе следующих комбинированных технологий: - корневой слой шва - автоматическая сварка в импульсно-дуговом режиме согласно 9.3.5, заполняющие и облицовочный слои шва - автоматическая сварка порошковой проволокой в среде инертных газов и смесях (АПГ + АПИ); - корневой (первый) слой шва - механизированная сварка в импульсно-дуговом режиме согласно 9.3.3, заполняющие и облицовочный слои шва - автоматическая сварка порошковой проволокой в среде инертных газов и смесях согласно требованиям (МП + АПИ); - корневой (первый) слой шва - ручная дуговая сварка электродами с основным видом покрытия на подъем согласно 9, 3.2, заполняющие и облицовочный слои шва - автоматическая сварка порошковой проволокой в среде инертных газов и смесях согласно требованиям (РД + АПИ). 9.3.6.3 Для автоматической сварки порошковой проволокой в среде инертных газов и смесях применяют сварочные агрегаты, сварочные установки, укомплектованные источниками сварочного тока, сварочными головками и вспомогательным оборудованием, отвечающие требованиям и условиям эксплуатации, приведенным в разделе 5. 9.3.6.4 При автоматической сварке порошковой проволокой в среде инертных газов и смесях применяют специальные направляющие пояса и инвентарные шаблоны, обеспечивающие требуемую точность и надежность установки. 9.3.6.5 Порошковые проволоки для автоматической сварки в среде инертных газов и смесях заполняющих и облицовочного слоев шва при ремонте газопроводов из сталей класса прочности К65 приведены в таблице Д.7 (приложение Д). |
||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-04-09; Просмотров: 976; Нарушение авторского права страницы

 справа налево
справа налево слева направо
слева направо
 от центра к торцам
от центра к торцам от торцов к центру
от торцов к центру