|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Производство суппозиториев в промышленных условиях. Вспомогательные вещества. Типовая технологическая схема и оборудование для производства и упауовки суппозиториев.
Суппозитории – твердая дозированная лекарственная форма, состоящая из ос- новы и лекарственных веществ, расплавляющаяся (растворяющаяся, распадающая- ся) при температуре тела. Суппозитории предназначены для ректального (свечи), ва- гинального (пессарии, шарики) и других путей введения (палочки). Наряду с суппо- зиториями в условиях крупного фармацевтического производства готовятся рек- тальные и вагинальные капсулы, таблетки, аэрозоли, тампоны, ректиоли (рек- тальные пипетки), мази, микроклизмы и др. Суппозитории – лекарственная форма, состоящая из лекарственных и вспомо- гательных веществ. В качестве вспомогательных веществ применяют: ? суппозиторные основы; ? эмульгаторы (№ 1, Т-1, Т-2, ПАВ – твин-80); ? консерванты, предотвращающие микробную контаминацию; ? антиокислители жиров, предупреждающие прогоркание – бутилоксианизол (БОА) и бутилокситолуол (БОТ) и др.; ? лубриканты (скользящие добавки для смазывания форм), ? пластификаторы (цетиловый спирт, ПЭГ); ? диспергаторы; ? ускорители всасывания. Основным методом получения суппозиториев в крупном производстве является выливание. Д ифильные суппозиторные основы: ? гидрогенизированные жиры с добавками ПАВ: ГХМ-5Т, ГАМ-3Т, твердые жи-
пластифицированного саломаса, суппорин – М. ? продукты этерификации высокомолекулярных жирных кислот и спиртов: витеп- сол, эстаринум (имхаузен), ланолевая основа, ? лазупол, новата, эстарам, суповайс и др. ? агрегативно-устойчивые композиции на базе липофильных и гидрофильныхком- понентов: сплавы ПЭО и ГХМ-5Т, ПЭО и твердый жир и др.
Гидрофильные суппозиторные основы. В заводском производстве используют полиэтиленоксиды - сплавы ПЭО-1500 и ПЭО-400, чаще в соотношении 9: 1 и другие комбинации. Технологический процесс (ТП) производства суппозиториев включает следующие стадии:
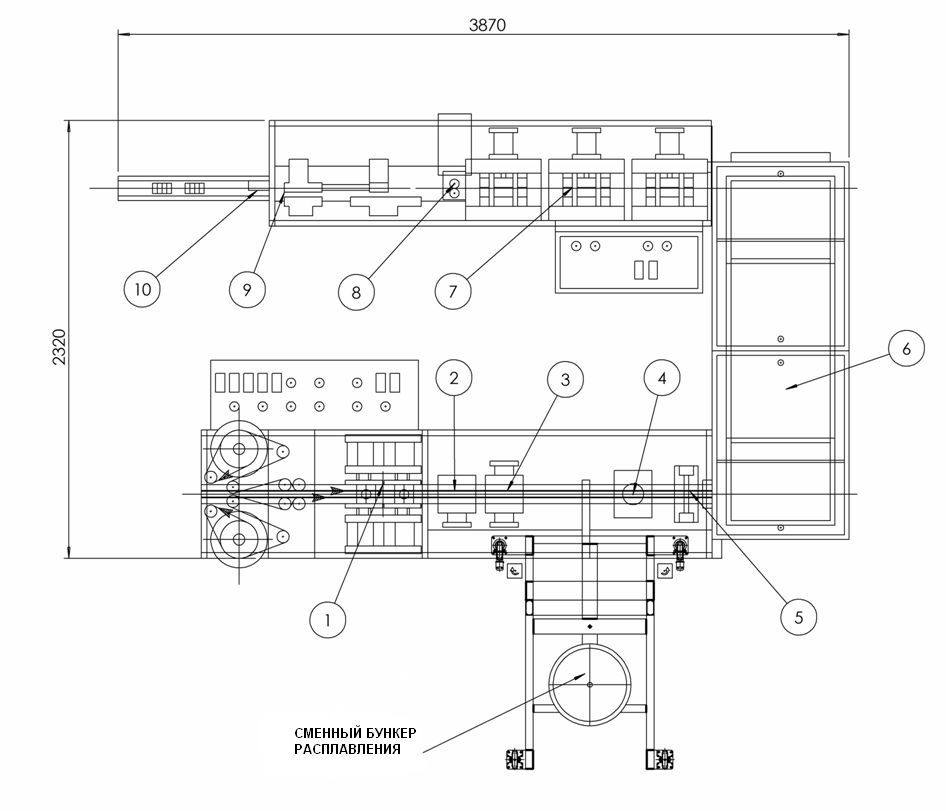
Стадии технологиче- Операции технологического процесса ского процесса Отвешивание и расплавление компонентов основы. Перемешивание основы при температуре 60 - 70°С в течение 40 минут. Приготовление Определение температуры плавления и времени пол- основы ной деформации; корректировка этих показателей. Фильтрование расплавленной основы под давлением Подача в реактор для приготовления суппозиторной массы с помощью сжатого воздуха под давлением. Растворяют в воде (новокаин, резорцин, цинка суль- Введение фат), в этаноле (йод), основе жировой (ментол), приго- лекарственных товив растворы – концентраты в реакторах веществ в основу Нерастворимые вещества вводят по типу суспензии, готовя суспензию - концентрат с равным количеством расплавленной основы (в ротационно – зубчатом насо- се, РПА и др.). Формирование и на небольших предприятиях - проводят на автоматах с упаковка раздельными операциями отливки и упаковки: «Фран- суппозиториев ко – Креспи» Италия. В условиях крупных фармпроизводств - на автомати- зированных линиях типа «Sarong 200 S» Германия борудование для производства суппозиториев На химико-фармацевтическом заводе функционирует автоматизированная ли- ния фирмы Хефлигер и Карг «Servac-200S» (ФРГ), обеспечивающая полную автома- тизацию производства суппозиториев. Внешний вид автомата «Servac-200S», схема устройства приведены на рис. 1. С двух рулонов (позиция 1) стягиваются по одной вертикально-стоящей ленте алюминиевой фоль- ги. Обе ленты сначала ве- дутся раздельно и в пози- ции 2, благодаря режу- щему инструменту, разре- заются в вертикальном направлении, чтобы сде- лать возможной безуко- ризненную формовку. Кроме того, благодаря разрезам облегчается по- следующее отрывание упаковочных суппозито- риев с полосы. В позиции 3 обе ленты формуются (чеканятся) в чашеобраз- ные половины, которые в дальнейшем (позиция 4) Рис. 1. Схема устройства автомата Servac-200S
соединяются в комплектную форму и в позиции 5 термосвариваются.При этом на- верху каждой формы остается открытым наполнительное отверстие, через которое наполнительная игла (позиции 6, 7) вливает жидкую суппозиторную массу. Таким образом, сформированная из фольги упаковка одновременно служит литьевой фор- мой. Наполнительная двустенная емкость 7 содержит примерно 30 л массы. Необ- ходимая температура массы поддерживается постоянной посредством водяного обогрева при непрерывно работающей мешалке. Дозирование проводится при по- мощи точно работающего насоса. На следующей позиции (8) упаковка герметиче- ски закрывается и снабжается (позиция 9) между отдельно сваренными суппозито- риями дополнительными поперечными ребрами жесткости. Рис. 2. Автоматизированная линия для упаковки суппозиториев
1. Формирование 2. Нижняя подрезка 3. Нанесение перфорации 4. Блок дозирования 5. Резка на полосы по 28-30 супп. 6. Тоннель охлаждения 7. Верхнее заваривание 8. Верхняя подрезка 9. Резка на стрипы по 1-7 супп. 10.Выход продукции Описание производственного процесса на автоматизированных линиях Компоненты линии: ? Панель управления снабжена HDMI с цветным графическим сенсорным экраном для интерфейса оператора в режиме реального времени, визуализации основных ра- бочих параметров, идентификации аварийной ситуации и диагностики машины. ? Устройство разматывания имеет два держателя, на которые устанавливаются два рулона из PVC или ALU (диаметр 300 мм). По окончании любого из рулонов датчи- ки инициируют останов машины для его замены. ? Опционально машина может быть оснащена принтером модели GRAFORES, для нанесения информации на ленту. ? Датчик определения склейки рулонов расположен недалеко от стола для склейки и контролирует соединение материалов (он обнаруживает скотч на соединении). Зо- ны соединения, определенные как «непригодные», будут отбракованы без наполне- ния продуктом. ? Станция формования состоит из смонтированных в линию пресс-форм: пресс- форма предварительного нагрева с гладкой поверхностью; сваривающая пресс- форма; формовочная пресс-форма. ? Узел наполнения расположен на формовочной пресс-форме, что позволяет фор- мовать ячейку сжатым воздухом. Формовочные пресс-формы покрыты керамикой и сохраняются в течение нескольких лет. ? Станция подрезки и перфорации. После формирующего блока лента с ячейками подрезается внизу вырубным лезвием заданной формы. ? Станция дозирования состоит из: ёмкости для продукта (до 55 л). Опционально она может быть оснащена датчиком поплавкового типа для контроля минимального уровня. Это устройство может использоваться как устройство сопряжения для авто- матического наполнения внешним насосом. ? Миксер для перемешивания продукта с электронной системой регулирования скорости. ? Насос рециркуляции продукта создаёт постоянный поток внутри линии на входе дозирующего насоса, чтобы не допускать декантацию и отвердевание продукта, ко- торые могут вызвать существенные проблемы дозирования клапана дозирующего насоса (точность ±0, 001 г). ? Дозирующий насос имеет «умную» систему управления наполнением ячеек: до- зирование осуществляется только при следующих условиях: лента с ячейками нахо- дится под дозирующим блоком, отсутствуют склейки ленты, корректная синхрони- зация с устройством вырубки на полосы. Этот тип контроля обеспечивает дозирова- ние в стрипы без склеек и то, что после резки полосы будут либо все наполненные, либо все пустые. Это гарантирует отсутствие отходов фармацевтического продукта. После фазы наполнения продуктом устройство с двумя вертикальными лезвиями режет ленту на полосы по 28-30 суппозиториев для охлаждения. Отрез проходит ровно между ячейками на половине расстояния одной от другой. ? Охлаждающий тоннель. Отрезанные полосы перемещаются вдоль тоннеля к станции верхнего заваривания по специальному конвейеру. Он имеет две группы полок: одна неподвижная, другая с поочередным движением. При каждом цикле машины вторая группа полок поднимает все ленты в тоннель и двигает их на шаг вперёд. Охлаждающая температура устанавливается на панели управления. Затвер- деванию продукта помогает вентиляция воздуха, (устанавливается на панели управ- ления), которая делает процесс охлаждения продукта однородным. Когда вход тон- неля поднимается, то выходной эжектор проталкивает ленты к выходу из него, од- новременно позволяя войти другим полосам в охлаждающий тоннель. ? Блок отбраковки пустых или полупустых полос (опционально) выталкивает де- фектные полосы до станции верхнего заваривания. Проверка веса продукта и наполнение может быть выполнена вручную на одной из первых наполненных по- лос или автоматически (опционально). ? Станция верхнего заваривания состоит из трех блоков. На первом блоке полосы проходят между платами предварительного нагрева и их верхняя часть слегка по- догревается. На втором блоке, проходя между пресс-формами, полосы завариваются сверху, и затем кодировщик с двумя охлаждаемыми игольчатыми губками наносит на них информацию (номер партии, дата выпуска, срок годности и т.д.). ? Станция верхней подрезки. Осуществляется подрезка верхней части полос цир- кулярными лезвиями. ? Станция дорезки. Полосы из 28-30 суппозиториев разрезаются на стрипы с заданным количеством суппозиториев от 1 до 7.
|
Последнее изменение этой страницы: 2019-04-09; Просмотров: 335; Нарушение авторского права страницы