|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Автоматы для наполнения капсул
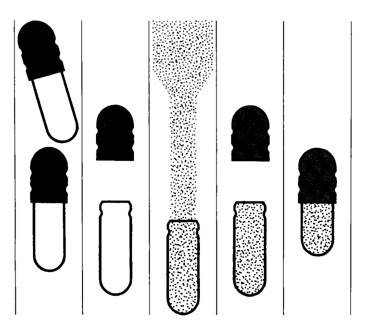
Наполнение мягких желатиновых капсул происходит с помощью поршневых вакуумных автоматов, отличающихся большой точностью дозировки (±2-3%) и высокой производительностью (фото Для наполнения твердых желатиновых капсул используют автоматы различных фирм, отличающиеся производительностью (от 20 до 150 тыс./ч), точностью дозирования (2-5%) и строением дозатора. В зависимости от сыпучести и степени дисперсности (зернистости) фасуемого лекарственного вещества, автоматы работают со шнековыми, вакуумными или вибрационными дозаторами. Наполнение твердых желатиновых капсул проводится в пять операций (рис. 3.7):
Рис. 3.7. Стадии процесса наполнения твердых желатиновых капсул
Наполнение корпуса капсул – наиболее ответственная из этих операций. Воспроизводство и точность дозирования зависит от характеристики наполнителя, метода наполнения и типа заполняющей машины. Если необходимо улучшить сыпучие свойства наполнителя, то добавляют скользящие вспомогательные вещества. Например, введение 0, 1-0, 3% аэросила или магния стеарата вместе с 0, 5-1, 0% талька может быть достаточным. Установлено, что утрамбованные порошки в капсулах распадаются в два раза дольше, чем свободно заполненные, но разница становится незначительной, при введении дезинтегрантов – веществ, способствующих деагрегации инкапсулированной порошковой массы. В этом качестве применяют аэросил, карбонат кальция, тальк. При инкапсулировании пастообразных масс возникает необходимость введения тиксотропов – веществ, придающих необходимую текучесть. Они могут изменять вязкость легкотекучих масс для заполнения капсул. С этой целью вводятся полиэтиленгликоли, воски, соевый лецитин и др. В большинстве случаев активные вещества инкапсулируют в форме порошков или гранул. Однако, микрокапсулы, микродраже, таблетки (покрытые и непокрытые оболочками), маленькие желатиновые капсулы, пасты и жидкости с высокой вязкостью по отдельности или в различных комбинациях могут заполняться без особых трудностей (рис. 3.8).
Рис. 3.8. Комбинации наполнителей для твердых желатиновых капсулы Наполнение капсул сферическими гранулами (пеллетами), микродраже и микрокапсулами с жировой и пленочной оболочкой, которые имеют хорошие сыпучие свойства, позволяет использовать меньший объем, чем в порошкованных формах. Кроме того, наличие желатиновых оболочек дает возможность защищать материал от неблагоприятных факторов и контролировать высвобождение активных веществ как по скорости, так и по локализации действия. Еще одним преимуществом твердых желатиновых капсул является возможность комбинации (сочетания) нескольких несовместимых веществ в одной мягкой капсуле. Методы инкапсулирования В настоящее время в мировой практике используют несколько методов ручного наполнения, на полуавтоматических машинах и на высокоскоростных автоматах с производительностью около 150 тыс. капсул в час. Наполнение вдавливанием. Этот метод применяется при ручном наполнении капсул или при использовании простейших полуавтоматических машин. Отвешенным количеством порошка или гранул заполняют корпус капсул, а оставшийся наполнитель вдавливается специальными пуансонами в требуемое число капсул (рис. 3.9).
Рис. 3.9. Принципиальная схема метода наполнения вдавливанием Данный метод используется для наполнения испытательных образцов капсул в исследовательских проектах и небольших партий препаратов. Дисковый метод дозирования. Дозировочный диск с шестью группами отверстий образует основание вместилища. наполнитель, распределенный через эти отверстия, прессуется пятью отдельно отрегулированными уплотняющими устройствами (станциями). Шестая станция служит для перемещения утрамбованного порошка в корпус капсулы. Принцип работы таких машин представлен на рис. 4.10.
Рис. 4.10. Процесс наполнения капсул дисковым методом Метод позволяет корректировать дозировку, если порошок имеет плохую сыпучесть и тенденцию к формированию комков. Масса наполнителя может регулироваться изменением давления и повышением или понижением уровня наполнителя. Это позволяет наполнять в капсулы очень малые дозы препаратов. Поршневые методы дозирования. Методы основаны на объемном дозировании при использовании дозировочных блоков различной конструкции. При поршневом скользящем методе наполнитель передается из загрузочного бункера в дозировочный блок, состоящий из сборника и двенадцати параллельных дозировочных цилиндров, отделенных от сборника прокладкой (рис. 3.11). При движении прокладки наполнитель проходит через отверстия в ней и поступает в цилиндры, которые имеют поршни. Дальнейшее движение прокладки перекрывает подачу наполнителя из сборника, после чего поршни опускаются, открывая отверстия в цилиндрах. Через эти отверстия происходит подача наполнителя в корпус капсулы.
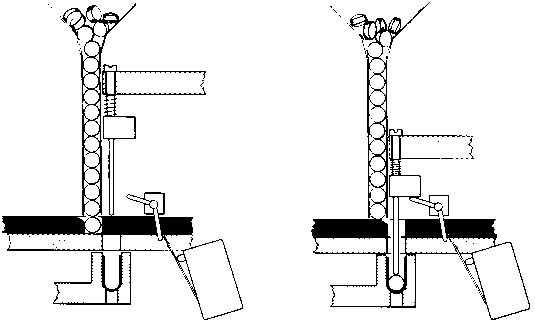
Рис. 3.11. Наполнение поршневым скользящим методом Поршневой дозировочный метод основан на объемном дозировании с помощью специального дозировочного цилиндра. Наполнитель поступает из бункера в дозировочный блок, который расположен вместе с дозировочными цилиндрами. При наполнении цилиндры перемещаются вверх через сборник наполнителя, после чего поднимается поршень до верхней точки цилиндра, способствуя перемещению наполнителя через специальные каналы в корпус капсулы (рис. 3.12).
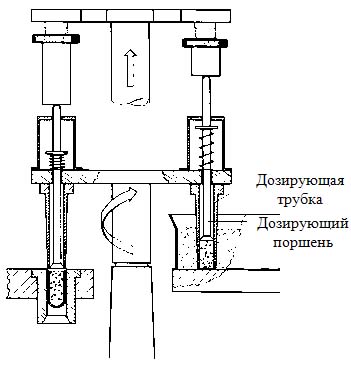
Рис. 4.12. Принцип работы наполняющего блока при поршневом дозирующем методе. Объяснение в тексте Трубочный дозировочный метод. Применяя данный метод, используются трубки специальной формы (дозатор и поршень), которые углубляются в порошкообразный или гранулированный наполнитель. После удаления трубки из наполнителя дозировочный блок поворачивается на 180° и спрессованный порошок выталкивается дозировочным поршнем в корпус капсулы. Сжатие порошка может регулироваться таким образом, что создается требуемая высота и форма наполнителя (рис. 4.13).
Рис. 4.13. Принцип действия трубочного дозировочного наполнения Метод двойного скольжения базируется на принципе объемного дозирования. наполнитель дозируют в специальные отделения, из которых он впоследствии поступает в корпус капсулы. Метод позволяет частично заполнять капсулы. Это существенно когда капсула должна быть наполнена ингредиентами нескольких типов (например, микрокапсулы) (рис. 4.14).
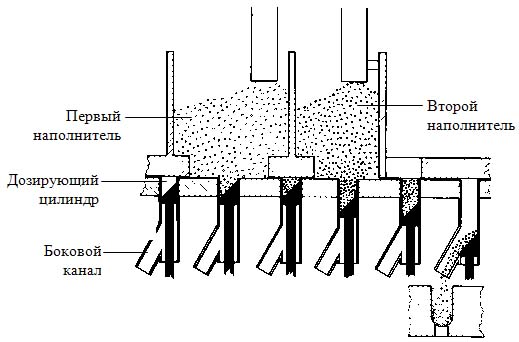
Рис. 4.14. Наполнение методом двойного скольжения Метод дозировочных цилиндров предназначен для дозирования двух наполнителей в одну капсулу. Наполнители поступают из бункеров в дозировочные устройства, прикрепленные к плоской пластине с овальными отверстиями для дозирования наполнителей. Базовая пластина прилегает к подвижным дозирующим цилиндрам, которые имеют боковые каналы и поршни. После наполнения первым порошком цилиндр передвигается ко второму дозирующему устройству, где происходит дальнейшее заполнение цилиндра вторым наполнителем. Затем поршень скользит вниз, открывая боковой канал, через который смесь наполнителей попадает в корпус капсулы (рис. 4.15).
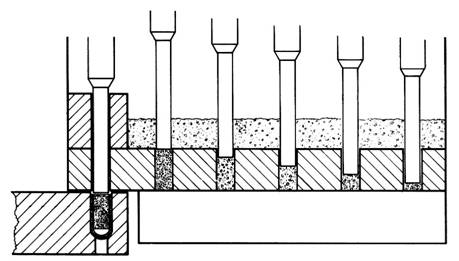
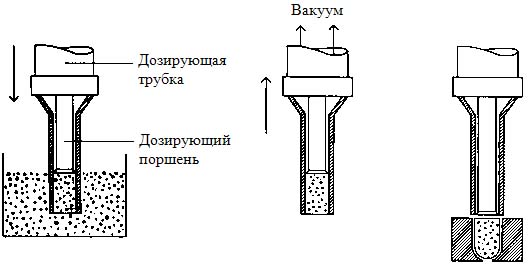
Рис. 4.15. Принцип работы дозирующего устройства. Объяснение в тексте Метод дозировочных трубок. Еще один объемный метод, при котором наполнитель переносится в капсулу с помощью вакуума. Вакуум подведен к дозировочным трубкам, которые последовательно погружаются внутрь вращающегося дозировочного желоба. Объем дозировочной камеры внутри трубки контролируется поршнем (рис. 4.16).
Рис. 4.16. Принципиальная схема метода дозировочных трубок. Объяснение в тексте Метод наполнения капсул твердыми формами(метод формирования катков). Особенностью данного метода являются наполнители, которые могут быть представлены таблетками, ядрами, таблетками с оболочками, драже, капсулами строго определенных размеров. Наполнители сферической формы более приемлемы, благодаря своим хорошим показателям сыпучести, центровки, дозирования и выброса из дозировочных каналов. Оболочки мягких желатиновых капсул должны быть по возможности более твердыми и содержать меньше влаги, кроме того – прочными настолько, чтобы не разрушиться во время процесса наполнения скоростными машинами. Наполнители из бункера поступают в дозировочный канал, а за счет смещения специальной пластины и работы направляющего стержня попадают в корпус капсулы. Фрагмент работы машины представлен на рис. 4.17.
Рис. 4.17. Принцип работы дозировочного метода формирования катков ВР 1.1 Приготовление дезинфицирующих растворов В качестве дезинфицирующих растворов используют 3% раствор перекиси водорода с 0, 5% моющим средством, 1% раствор хлорамина Б, 1% раствор дегмина. ВР 1.2 Подготовка оборудования и помещения Производственные помещения следует содержать в соответствии с правилами санитарного режима в чистоте и надлежащем порядке. Не допускается разведение цветов, скопление мусора, появление насекомых-паразитов и грызунов. Ежедневно проводиться влажная уборка производственных помещений: панели, стены, двери, окна, вентиляционные воздухоотводы протирают тряпочкой 3% раствором Н2О2 с 0, 5% моющим средством не реже 1 раза в неделю. Для обеззараживания полов используют 1% раствор хлорамина Б. Генеральная уборка проводится не реже 1 раза в месяц. Необходимо выделить помещение для хранения моющих и дезинфицирующих средств, инвентаря и материалов, применяемых при уборке помещений и обработке оборудования. Оборудование, используемое для производства и контроля качества лекарственных средств, должно конструироваться и размещаться так, чтобы максимально облегчить его подготовку к работе, эксплуатацию и обслуживание. Вид, размер и характеристики оборудования и контрольно-измерительных приборов должны соответствовать проводимым технологическим процессам. Весы и измерительные приборы, используемые для изготовления лекарственных средств и контроля их качества, периодически должны подвергаться калибровке и проверке общепринятыми методами. Поверхности оборудования, соприкасающиеся с исходным сырьем, полупродуктами или готовым продуктом, должны быть гладкими и изготовленными из нетоксичного, стойкого к коррозии материала, который не реагирует с используемым сырьем или материалами и выдерживает обработку дезинфицирующими средствами и/или стерилизацию. Оборудования моют и дезинфицируют в 3% растворе Н2О2 с последующей промывкой водой очищенной. ВР 1.3 Подготовка персонала На предприятии должно быть необходимое количество персонала, имеющего соответствующее образование и способного выполнять производственные операции или операции по контролю качества, что является одним из условий создания и поддерживания на должном уровне системы обеспечения качества. Весь персонал должен быть заинтересован в получении готового продукта высокого качества. В должностных инструкциях предприятия должны быть отражены производственные задачи (права и обязанности) всех сотрудников, в том числе руководящего персонала, и области их ответственности. При поступлении на работу персонал должен пройти медицинское обследование. Каждый человек, входящий в производственные помещения, должен быть одет в специальную одежду, соответствующую выполняемым им производственным операциям. Технологическую одежду необходимо стирать или чистить таким образом, чтобы она не подверглась дополнительному загрязнению. Перчатки и руки во время работы следует регулярно обрабатывать дезинфицирующими средствами (0, 5% моющее средство, 70% этиловый спирт, 1% раствор дегмина). ВР 2.1 Взвешивание ингредиентов Взвешивание ингредиентов производим на весоизмерительном приборе. ВР 2.2 Измельчение ингредиентов Измельчение проводят в шаровых мельницах. ВР 2.3 Просеивание ингредиентов Просеивание ингредиентов проводим через вращательно - вибрационное сито (материал сита – капроновая или шелковая ткани; форма отверстий – многоугольные или квадратные). ТП 1.1 Смешивание ингредиентов Смешивание ингредиентов проводим в смесителях до получения однородной массы. ТП 1.2 Наполнение капсул Наполнение капсул проводим дисковым методом. Порошок загружается на диск, в котором находятся шесть групп отверстий. Поршни прессуют порошок с высокой точностью дозирования. Уплотненный порошок передается в тело капсулы. Уровень порошка может произвольно изменяться через датчик уровня так, чтобы скорость вращения шнекового податчика согласовывалась с потреблением порошка. Дисковый метод позволяет корректировать дозировку, если порошок имеет плохую сыпучесть и тенденцию к формированию комков. УМО 1.1 Фасовка Готовые капсулы фасуем в полиэтиленовые контурные ячейковые блистеры, обтянутые алюминиевой фольгой, по 10 штук с помощью автоматической машины для фасовки порошков в желатиновые капсулы, УМО 1.2 Маркировка На каждый блистер наносим наименование фирмы – производителя, наименование лекарственного препарата, серия, доза, количество, срок годности с помощью маркировочного принтера. УМО 1.2 Упаковка Промаркированные блистеры упаковываем по 3 штуки в картонные коробки, с помощью картонажного оборудования. |
Последнее изменение этой страницы: 2019-04-09; Просмотров: 388; Нарушение авторского права страницы