
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Мягкие желатиновые капсулы
Мягкие желатиновые капсулы могут иметь сферическую, овальную, продолговатую или цилиндрическую форму с полусферическими концами, со швом и без него (рис. 3.1). Капсулы могут быть различных размеров, вместимостью от 0, 1 до 1, 5 мл. Шовные мягкие капсулы могут вмещать до 7, 5 мл (ароматизаторы для ванн). В них инкапсулируют вязкие жидкости, масляные растворы, пастообразные лекарственные вещества, текучие суспензии, не вступающие во взаимодействие с желатином. Содержимое капсул может состоять из одного или более лекарственных веществ с возможным введением различных вспомогательных веществ, разрешенных к медицинскому применению (рисунки
Рис. 3.1. Виды мягких желатиновых капсул Изготовление мягких желатиновых капсул в заводских условиях производится двумя методами: капельным и прессованием (фото Капельный метод. Капельный метод получения мягких желатиновых капсул впервые предложен голландской фирмой «Globex» («Глобекс»). Этот метод основан на явлении образования желатиновой капли с одновременным включением в нее жидкого лекарственного вещества, что достигается применением двух концентрических форсунок (рис. 3.2) ) (фото
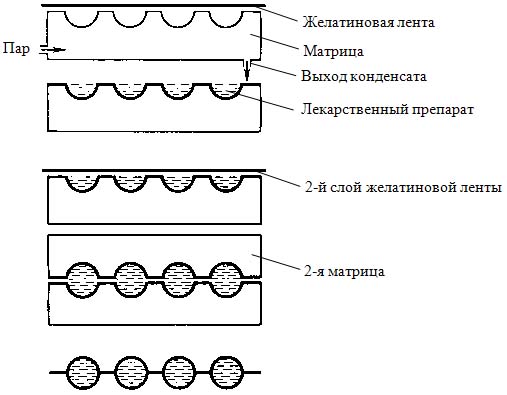
Рис. 3.2. Процесс получения капсул капельным методом Расплавленная желатиновая масса (5) поступает по обогреваемому трубопроводу в жихлерный узел (1), представляющий собой коническую трубчатую форсунку, откуда выталкивается одновременно с подачей через дозирующее устройство (2) лекарственного средства (6), заполняющего капсулу в результате двухфазного концентрического потока. С помощью пульсатора (3) капли отрываются и поступают в охладитель (4), представляющий циркуляционную систему для формирования, охлаждения и перемешивания капсул. Сформированные капсулы попадают в охлажденное вазелиновое масло (14°С), претерпевая круговую пульсацию, приобретают строго шарообразную форму (7). Капсулы отделяют от масла, промывают и сушат в специальных камерах (скорость воздушного потока 3 м/с), что позволяет быстро удалять влагу из оболочки капсулы. Метод характеризуется полной автоматизацией, высокой производительностью (28-100 тыс. капсул/ч), точностью дозирования лекарственного вещества (±3%), гигиеничностью и экономичностью расхода желатина. Несмотря на многие преимущества, данный метод не может быть универсальным, ограничиваясь как размерами капсул – от 300 мг до микрокапсул, так и содержимым (плотность и вязкость содержимого должно быть близким к маслу). Капельный метод является очень удобным для капсулирования жирорастворимых витаминов A, E, D, K и растворов нитроглицерина, валидола и др. Капсулы, получаемые капельным методом, легко узнаются по отсутствию на них шва (рисунок Метод прессования Принцип метода заключается в получении желатиновых лент, из которых штампуют капсулы. Полученные таким способом капсулы имеют горизонтальный шов (рисунки Существуют несколько типов линий производящих мягкие капсулы методом прессования: «KS-4» (Германия), «Scherer» (США), «Accogel Lederle» (Англия). Первоначальные конструкции состояли из матриц, соответствующих половине капсулы. Готовую желатиновую ленту помещали на нагретую матрицу. Лента слегка подплавлялась и выстилала углубление матрицы, в которое поступало лекарственное вещество. Сверху помещалась вторая желатиновая лента и накрывалась верхней матрицей. Обе матрицы соединяли и помещали под пресс, где формировались капсулы со швом по периметру (рис. 3.3). Однако такие машины имели ряд недостатков и были малопроизводительными.
Рис. 3.3. Процесс получения капсул методом прессования. Объяснение в тексте Американский инженер Роберт Шерер предложил горизонтальный пресс заменить двумя противоположно вращающимися барабанами, с матрицами (рис. 3.4). Две непрерывные желатиновые ленты, получаемые путем пропускания через систему охлажденных роликов (валов), подаются на вращающиеся барабаны с противоположных сторон. На поверхности барабанов имеются матрицы, которые определяют половину формы получаемых капсул. Ленты из желатина точно повторяют форму матрицы, и по мере того, как противолежащие формы матрицы совмещаются через отверстия в клиновидном устройстве, производится дозирование содержимого капсул. Машины такого типа отличаются высокой точностью дозирования (±1%) и большой производительностью. Разработанные метод получил название ротационно-матричного.
Рис. 3.4. Принцип получения капсул на машинах с вращающимися барабанами Фирмой «Leiner» («Лейнер» Англия) сконструирована и усовершенствована капсульная машина «SS-1» для получения мягких желатиновых капсул с жидкими и пастообразными веществами различных размеров и форм. Автомат выполняет все операции по формированию, наполнению и запечатыванию капсул с большой производительностью и высокой точностью дозировки (±1%) (рис. 3.5).
Рис. 3.5. Принцип работы автоматической линии фирмы «Лейнер» Процесс капсулирования на линии «Leiner» начинается с приготовления желатиновой массы в чугунно-эмалированном реакторе с процессом набухания желатина. Реактор должен иметь паровую рубашку, автоматический регулятор температур, якорную мешалку (25-30 об/мин), воздушный кран и подводку вакуума. Готовую желатиновую массу из реактора-термостата (1) подают по двум обогреваемым трубопроводам (4) в правый и левый распределительные бункеры (5) с нагревательными элементами (6) и затворами (заслонками) (7). Высота зазора для выливания массы на барабаны желатинизации регулируется затворами и в зависимости от этого получают желатиновые ленты определенной толщины. Капсульная масса, проходя через систему охлажденных валиков (роликов) (8, 9), застывает, образуя ленту. На обе ее стороны наносится слой вазелинового масла (для лучшего скольжения) и лента подается на штамповочные барабаны, которые движутся навстречу друг другу. На барабанах помещены матрицы (13) с выступами (14, 15). В момент соприкосновения пресс-форм желатиновые ленты вдавливаются в матрицы под давлением лекарственного вещества, подаваемого поршневыми дозаторами через распределительный сегмент (11), образуя половинки капсулы, которые тут же склеиваются между собой. Форма капсулы определяется конфигурацией матрицы. Полученные капсулы промывают изопропиловым спиртом и сушат сначала в барабанной сушилке при температуре 24°С и относительной влажности 20-35%, а затем в туннельной сушилке в течение 12-18 ч. до остаточного содержания влаги не более 10%. Как показал прогноз развития технологии капсулирования, из трех существующих способов получения капсул наиболее перспективным является ротационно-матричный метод. |
Последнее изменение этой страницы: 2019-04-09; Просмотров: 140; Нарушение авторского права страницы


 .
. .
.
