
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Надежность технологического процесса
Всякий технологический процесс - это сложная динамическая система в которой в единый комплекс объединены оборудование, средства контроля, вспомогательные и транспортные устройства, обрабатывающий инструмент и оснастка, находящиеся в постоянном изменении. Надежность технологического процесса - это его свойство обеспечивать изготовление продукции в заданном объеме, сохраняя во времени установленные требования к ее качеству. Показатель, которым оценивается надежность технологического процесса - его безотказность. Под безотказностью технологического процесса понимаете) вероятность нахождения его выходных параметров (точное обработки, механические свойства и т. п.) в допустимых пре делах в течение заданного периода времени. Постепенные отказы технологического процесса при этом являются следствием износа технологического оборудования, инструмента, оснастки и средств контроля. Внезапные отказы могут быть вызваны дефектами заготовок комплектующих изделий, грубыми нарушениями технологического процесса, ошибками изготовителя. Эти отказы могут быть сведены к минимуму при организации действенного контроля. Формирование выходных параметров изделия в процессе его изготовления имеет свою специфику, связанную со структурой технологического процесса, в том числе с методами кон роля, надежностью осуществления отдельных операций и переходов.
Рис. 4.3. Схема формирования надежности технологического процесса
Рассмотрим на примере механической обработки оценку надежности технологического процесса, состоящего из n последовательных операций (рис. 4.3), которые должны обеспечить получение m параметров Х1, Х2, ...Х3 в пределах допуска. Вероятность Р(t) выхода любого параметра технологического процесса за допустимые пределы в течение заданного периода t = Т определяет безотказность данного технологического процесса. Формирование выходных параметров детали происходит в результате последовательной обработки заготовок, причем для каждой операции, как правило, назначаются свои выходные параметры, которые должны быть обеспечены в результате данного этапа обработки. Поэтому каждая операция также характеризуется определенной безотказностью Р i(t). Однако особенность формирования надежности технологического процесса выражается в том, что вероятность безотказного осуществления технологической процесса на всей цепочке не равна произведению соответствующих вероятностей Р i(t) для каждой операции, так как надежность технологического процесса определяют не все операции, а лишь финишные, обеспечивающие получение соответствующих параметров процесса в допустимых пределах. Включение контрольных операций (К1, К2, …, К n) может условно рассматриваться как
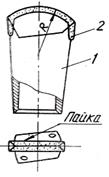
Рис 4.4. Буровая долотчатая коронка
раздельное резервирование, в то время как контрольные испытания (К) изделия могут рассматриваться как общее резервирование. Контрольные операции также не обладают 100%-й гарантией отбраковки и имеют соответствующую надежность измерительных приборов Ркj. Таким образом, общая надежность технологического процесса изготовления может быть определена по следующим формулам: - надежность операции - надежность технологического процесса
- надежность технологического процесса с контрольными испытаниями изделия Надежность финишных операций можно определить по формуле:
где N - общее количество проконтролированных деталей в партии; n — количество деталей с дефектами, превышающими допустимые отклонения; Ркi - надежность контрольных операций, применяемых для контроля качества финишных операций Ркi = PnPm, где Pn - вероятность попадания деталей с дефектом в число контролируемых (при 100%-м методе контроля Pn = 1); Pm - надежность метода контроля (определяется при внедрении метода). В качестве примера рассмотрим определение надежности буровых коронок, выпускаемых тремя различными заводами с различным уровнем технологии производства. Буровая коронка (рис. 4.4) состоит из корпуса 1, в который впаяна пластинка твердого сплава 2. Примем теоретическую (конструктивную) надежность Рк = 0,95. К финишным операциям, обеспечивающим качество буровой коронки после изготовления, можно отнести следующие: операцию пайки, определяющую прочность слоя припоя; операцию термообработки, определяющую прочность корпуса, и операцию заточки, определяющую геометрию и прочность режущих кромок. Надежность контроля операций для всех заводов одинакова: для операции пайки Рк = 0,85; для операции термообработки Ркт = 0,95; для операции заточки Ркз = 0,99. В табл. 5.3 представлены расчеты надежности технологических процессов изготовления коронок, полученные на заводах страны, выпускающих буровой инструмент. Из представленной таблицы можно установить, что технологический процесс производства может существенно изменить надежность изделия: от 5 до 9 % даже на заводах приблизительно одного уровня производства и одного изделия. В табл. 4.3 данные по заводам отличаются по уровню технологии относительно мало. Чем больше отличается уровень производства различных заводов, тем больше разница и в надежности их изделий (см. табл. 4.2). Надежность может отличаться в 2— 4 раза.
Таблица 4.3 |
Последнее изменение этой страницы: 2019-04-10; Просмотров: 532; Нарушение авторского права страницы


 где Рфi - надежность финишных операций, формирующих показатели качества детали (закалка, шлифование, сборка и т. д.).
где Рфi - надежность финишных операций, формирующих показатели качества детали (закалка, шлифование, сборка и т. д.).