|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Изготовление арматурных сеток и каркасов
Ненапряженное армирование. Армирование железобетонных изделий ненапряженной арматурой осуществляется при помощи плоских сеток и пространственных (объемных) каркасов (рис.6.26), изготовленных из стальных стержней различного диаметра, сваренных между собой в местах пересечений. Различают арматуру рабочую (основную) и монтажную (вспомогательную). Рабочая арматура располагается в тех местах изделия, в которых под нагрузкой возникают растягивающие напряжения, арматура воспринимает их. Монтажная арматура располагается в сжатых или ненапряженных участках изделия. Кроме такой арматуры применяют петли и крюки, необходимые при погрузочных работах, а также закладные части, крепления и связи сборных элементов. Наименьшие трудовые затраты на армирование изделий и конструкций при применении арматурных каркасов наибольшей степени готовности, т. е. имеющих не только основную арматуру, но и вспомогательную с приваренными петлями, крюками, закладными деталями. В этом случае операции по армированию сводятся к установке готового арматурного каркаса в форму и его закреплению. Арматурные сетки и каркасы изготовляют в арматурном цехе, оборудованном резательными, гибочными и сварочными аппаратами. Процесс изготовления строится по принципу единого технологического потока - от подготовки арматурной стали до получения готового изделия. Арматурные сетки и каркасы делают по рабочим чертежам, в которых указаны длина и диаметр стержней, их количество, расстояния между ними, места приварки закладных частей, расположения монтажных петель. Изготовление арматурных сеток и каркасов. Арматурные элементы для сборных железобетонных конструкций можно разделить на: - сетки; - плоские каркасы; - пространственные каркасы; - элементы для предварительного напряжения; - закладные детали.
Рис.6.26 Номенклатура арматурных изделий а) крупногабаритная сетка; б), в) длинномерные плоские каркасы; г) объемный каркас коробчатого типа; д) Т-образный объемный каркас; е) густоармированный объемный каркас таврового сечения; ж) П-образный объемный каркас; з) объемный каркас кольцевого типа; и) объемный каркас сложной конфигурации. Сетки – это арматурные элементы из проволоки одинакового диаметра. Чаще всего применяются как монтажная арматура (например: верхняя сетка пустотных и ребристых плит). Плоские каркасы – выполняют из рабочих и распределительных стержней, используя их как несущие элементы. Плоские каркасы обеспечивают полную систему армирования конструкций в плоскости, перпендикулярной действующим нагрузкам. Пространственные каркасы – выполняют из рабочей, распределительной и монтажной арматуры, обеспечивающей полную систему армирования конструкций. Пространственные каркасы для армирования колонн, прогонов, балок, труб, опор и других видов конструкций могут быть: - прямоугольного сечения; - квадратного сечения; - таврового сечения; - круглого сечения При выборе способа сварки соединений арматуры исходят из следующих условий:
Рис. 6.27 Линии арматурной резки крупных диаметров
Рис. 6.28 Линия длинномерной резки стержневой арматурной стали - применения сварных соединений и технологии сварки, обеспечивающих наиболее высокую эксплуатационную надежность и наиболее полное использование механических свойств арматурной стали; - максимально возможного сокращения материальных и трудовых затрат на выполнение сварных соединений при помощи автоматизированных и механизированных способов сварки; - эффективных и высокоэффективных сварочных материалов; - эффективных методов контроля качества сварных соединений. В процессе производства арматурных работ применяют несколько способов контактной электросварки: - непрерывное оплавление; - оплавление с подогревом; - импульсное оплавление; - новый прогрессивный способ сварки металлов трением, который отличается высокой производительностью, высоким качеством и стабильностью сварного соединения, низкой потребляемой мощностью (15 – 20 Вт/мм2). При изготовлении сеток и каркасов применяют, главным образом, контактно-стыковую и точечную сварку и только для стержней больших диаметров используется электродуговая сварка. Контактно-точечной электросваркой соединяют узлы сеток и каркасов, состоящие из 2-х, 3-х пересекающихся под углом 60 – 90о стержней. Высокое качество сварных соединений обеспечивается правильным выбором основных параметров режима сварки: - силы сварочного тока; - продолжительности процесса; - усилия сжатия электродов. В зависимости от длительности сварки, силы и плотности сварочного тока разделяют: - мягкий режим сварки; - жесткий режим сварки. Мягкий режим сварки – характеризуется сравнительно большим временем пропускания тока (от 0,5 до нескольких секунд), силой тока = (4 – 8)×103А и плотностью тока = (8 –12)×10-5А/м2. Жесткий режим сварки – более целесообразен в технико-экономическом отношении, отличается весьма короткой продолжительностью сварки – 0,01 – 0,5 с., при силе тока = (8 – 20)×103А и плотностью тока = (12 –30)×10-5А/м2. Арматуру из малоуглеродистых сталей можно сваривать при жестких и мягких режимах. Сварку из низколегированных сталей, свариваемость которых несколько хуже, рекомендуется проводить только при мягких режимах. Сварку холоднотянутой арматуры во избежание отжига и потери наклепа необходимо вести только в жестком режиме. Качество сварки зависит от усилия сжатия стержней электродами сварочной машины, которое в зависимости от диаметра и вида арматуры принимается равным от 1 до 10 кН. Плоские каркасы и сетки можно изготавливать на одно-, двух- и многоэлектродных машинах. В условиях мелкосерийного производства узкие и малогабаритные сетки, плоские каркасы широкой номенклатуры, а также закладные изделия изготавливают с использованием одноточечных машин общего назначения, которые выбирают в зависимости от диаметров свариваемых стержней, учитывая паспортные характеристики сварочных машин. В условиях серийного производства сеток и каркасов преимущественно применяют специализированные контактные многоточечные машины автоматического и полуавтоматического действия. При изготовлении пространственных каркасов используют контактные подвесные машины. Одноэлектродные сварочные машины: - применяют для сварки сеток и каркасов с предварительной заготовкой продольных и поперечных элементов, которые раскладываются в процессе сварки вручную. Производительность таких машин в большей степени зависит от продолжительности выполнения оператором (сварщиком) вспомогательных операций: - подача и раскладка стержней; - перемещение изделия в процессе сварки; - снятие готовых изделий. Сварка сеток и каркасов массой более 25 кг на одноэлектродных сварочных машинах нерациональна, так как повышает утомляемость рабочих и снижает их производительность. Сетки и каркасы из стальных арматурных стержней соединяют точечной контактной электросваркой. Сущность ее заключается в следующем. Рис.6.29 Машины одноточечной контактной сварки При прохождении электрического тока через два пересекающихся стержня в местах их контакта электрическое сопротивление оказывается наибольшим, стержни разогреваются и, достигнув пластического состояния, свариваются. Прочности сварки способствует также сильное сжатие стержней. Процесс точечной сварки может длиться доли секунд при применении тока силой в несколько десятков тысяч ампер. Точечную сварку осуществляют специальными сварочными аппаратами. Они различаются мощностью трансформатора, количеством одновременно свариваемых точек (одно- и многоточечные аппараты), характером используемых устройств для сжатия свариваемых стержней. Основным сварочным оборудованием комплексно-механизированных и автоматизированных линий являются многоэлектродные машины типа: - МТМС и МТМК – для сварки каркасов и сеток из предварительно заготовленных продольных и поперечных стержней; - АТМС – подача продольных и поперечных стержней производится с бухт без предварительной заготовки. Все операции на линиях, за исключением укладки бухт в бухтодержатели и снятия готовых пакетов или рулонов сеток, автоматизированы. Применение многоэлектродных сварочных машин снижает трудоемкость процесса и создает возможность рационально использовать производственную площадь. Плоские сетки и каркасы шириной от 600 до 3800 мм изготовляют на комплексно-механизированных и автоматизированных высокопроизводительных линиях И-3АМ-1, И-10АМ-2, И-12АМ-1(арматура диаметром 3…8 мм), И-21РС (арматура диаметром 10…28 мм). В состав линий входят групповые бухтодержатели для продольной и поперечной арматуры, правильные устройства, узел приема и подачи поперечных стержней, многоэлектродная сварочная машина, устройство для поперечной и продольной разрезки сеток и пневмопакетирующее устройство. Основным сварочным оборудованием комплексно-механизированных и автоматизированных линий являются многоэлектродные машины типа МТМС и МТМК (рис.6.30) для сварки каркасов и сеток из предварительно заготовленных продольных и поперечных стержней и типа АТМС, в которых подача продольной и поперечной арматуры производиться с бухт без предварительной заготовки. Все операции на линии, за исключением укладки бухт в бухтодержатели и снятия готовых пакетов или рулонов сеток, автоматизированы. На базе многоэлектродной сварочной машины АТМС – 14х75-7-2 созданы линии изготовления пространственных арматурных каркасов для панелей стен и плоских плит перекрытий (И-12ВМ-1, И-19ВМ-1). В машине между верхними и нижними рядами электродов установлены промежуточные качающиеся электроды. Два ряда продольных стержней, поступающих в машину с бухт, располагают сверху и снизу среднего ряда электродов и сваривают с поперечной арматурой, которую подают под электроды в виде заготовленных двухстержневых плоских каркасов шириной, равной высоте пространственного каркаса. Применение гибочных станков позволяет сваривать заготовки для пространственных каркасов в виде плоских сеток и каркасов, а затем производить нужные отгибы. Пространственные каркасы размером в плане 3*7,2 м собирают на вертикальных кондукторах-манипуляторах типа СМЖ – 56А и аналогичных установках спаренного типа СМЖ – 286Б (см. рис.6.32). Сварка арматурных элементов производится подвесными сварочными клещами.
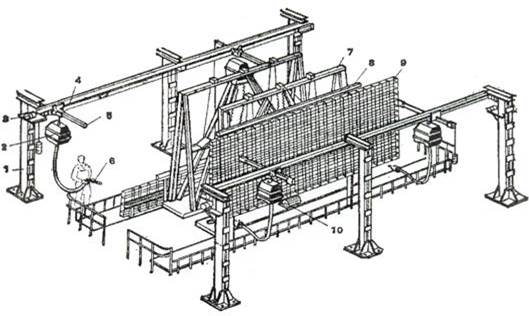
Рис.6.30 Схемы организаций технологических линий для сварки плоских каркасов: а – на машине МТМК-3×100; б – на автоматизированной линии И-2АК-1; 1 – стол для продольных стержней; 2 – каретка; 3 – машина МТМК-3×100; 4 – приемные столы; 5 – стеллаж; 6 – готовые каркасы; 7 – бухтодержатели; 8 – тормозное устройство; 9 – механизм подачи и правки стержней; 10 – сварочная машина; 11 – ножницы для резки каркасов; 12 – приемно-пакетирующее устройство; 13 – контейнер. При массовом производстве однотипных стандартных изделий технологический процесс может быть организован по принципу непрерывного потока с наиболее целесообразной расстановкой оборудования, при которой полностью устраняются возвратные движения. Большое значение имеет комплексная механизация всех операций технологического процесса, позволяющая снизить трудоемкость производства. Собирать каркасы можно в горизонтальном и вертикальном положении. Для удобства соединения узлов клещами для точечной сварки применяют вертикальный кондуктор (рис.6.33). Плоские элементы арматуры укладывают между штырями кондуктора, которыми они удерживаются в требуемом положении. Сварочные клещи подвешены на поворотной консоли. Кондуктор с арматурой можно лебедкой перемещать вверх и вниз.
Рис. 6.31 Автоматизированная линия изготовления широких арматурных сеток: 1 – установка для сматывания сетки в рулон; 2 – контейнер с пакетом сеток; 3 – пакетировщик сеток; 4 – рольганг для перемещения сетки; 5 – ножницы для поперечной резки сетки; 6 – многоэлектродная сварочная машина АТМС-14×75-7; 7 – правильное устройство; 8 – станина с направляющими роликами; 9 – бухтодержатели; 10 – консольный кран; 11 – электроточила; 12 – устройство для поперечной подачи проволоки; 13 – машина для стыковой сварки; 14 – ножницы для продольной резки сетки; 15 – разделитель для укладки сетки. Для сварки тяжелых сеток шириной до 1450 мм из арматурных стержней диаметром до 40 мм и шириной до 3000 мм из арматуры диаметром до 32 мм применяют линии 7850 и КТМ – 3201У4 на базе многоэлектродных сварочных машин соответственно МТМ-35 и МТМ-323. Эти сетки применяют для изготовления каркасов колонн, ригелей, балок, а так же для армирования монолитного железобетона. Качество контактной точечной сварки крестообразных соединений в зависимости от класса свариваемой арматурной стали и назначения каркасов проверяют, испытывая соединения на срез, испытывая стержни в зоне сварки на растяжение, а также проверяя величину осадки стержней после сварки.
Рис.6.32 Вертикальная установка СМЖ-286Б для сборки и сварки арматурных каркасов: 1 – колонна; 2 – трансформатор подвесной сварочной машины; 3 – привод перемещения сварочной машины по монорельсу; 4 – монорельс; 5 – поворотная консоль; 6 – клещи; 7 – рама; 8 – подвижная площадка с кондуктором; 9 – арматурная сетка; 10 – привод механизма подъема площадки. Пространственные арматурные каркасы изготовляют в основном из плоских сеток, соединяемых между собой на специальных сварочных машинах. Рис. 6.33 Установка для сварки объемных каркасов: 1 – приямок; 2 – фундамент; 3 – передвижные рамы; 4 – опорная станина; 5 – привод; 6 – каркас; 7 – сварочные клещи Машина МТМ - 160 (см. рис.6.34) выполняет сварку каркасов шириной до 775 мм из предварительно заготовленных продольных стержней D = 5 – 25 мм и поперечных стержней D = 4 – 12 мм. Производительность такой машины составляет 180 м/ч.
Рис. 6.34 Машина многоточечной контактной сварки МТМ – 160 для производства тяжелых арматурных каркасов и сеток
Рис. 6.35 Машина для производства плоских каркасов
Рис. 6.36 Арматурная машина для сборки плоских каркасов Рис. 6.37 Машина для производства цилиндрических и призматических каркасов Некоторые узлы кондуктора соединены между собой болтами. Это позволяет применять один и тот же кондуктор для сборки различных арматурных каркасов, закрепляя его элементы в соответствии с размером собираемого каркаса.
Рис.6.38 Машина для производства предварительных каркасов
Рис. 6.39 Машины многоточечной контактной сварки
Рис. 6.40 Сборка плоских арматурных каркасов электродуговой сваркой
Рис.6.41 Складирование арматуры
Рис. 6.42 Сборка объемных арматурных каркасов электродуговой сваркой
Рис.6.43 Участок арматурного цеха одноточечной контактной сварки плоских малогабаритных сеток и каркасов
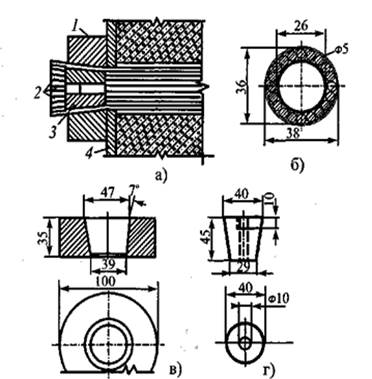
Рис.6.44 Участок арматурного цеха многоточечной контактной сварки плоских крупногабаритных сеток и каркасов 6.7 Напряженное армирование. При изготовлении предварительно напряженных изделий необходимо создать в бетоне по всему сечению или только в зоне растягивающих напряжений предварительное обжатие, величина которого превышает напряжение растяжения, возникающее в бетоне при эксплуатации. Величина предварительного обжатия обычно достигает 5 - 6 МПа, а при изготовлении железобетонных напорных труб 10 - 12 МПа. Обжатие бетона осуществляется силами упругого последействия натянутой арматуры. Это достигается силами сцепления арматуры с бетоном, или при помощи анкерных устройств. Для обеспечения обжатия бетона применяемая арматурная сталь должна находиться в пределах упругих деформаций и не превышать 85—90% предела текучести стали, а для углеродистых сталей, не имеющих четко выраженного предела текучести,— 65—70% предела прочности на разрыв. В качестве основной напрягаемой арматуры применяют высокопрочную проволочную и прутковую арматурные стали, горячекатаную арматурную сталь класса A-IV и арматурную сталь класса А-Н1в, упрочненную вытяжкой. Выбор типа арматуры зависит от вида изделии, применяемого для натяжения арматуры. В качестве вспомогательной ненапрягаемой арматуры, если она необходима в напряженных изделиях, применяют, как и для обычного железобетона, сварные сетки и каркасы. При изготовлении предварительно напряженных изделии используют одноосное обжатие бетона отдельными стержнями или пучками проволок располагаемых в изделии вдоль его продольной оси, и объемное обжатие обеспечиваемое навивкой напряженной проволоки в двух или нескольких направлениях. Проволоку можно навивать и на готовое изделие с последующей защитой арматуры слоем бетона. Арматурные элементы, применяемые в конструкциях, состоят из собственно" арматуры, устройства для ее закрепления при натяжении и приспособлений для обеспечения проектного расположения отдельных стержней и проволок, из которых комплектуется арматурный элемент. Конструкция устройств для закрепления арматуры связана с технологией изготовления арматурного элемента, типом натяжных машин и приспособлений. Применяют два вида таких устройств - зажимы и анкеры. В свою очередь, зажимы и анкеры подразделяются по способу закрепления арматуры на клиновые, плоские, конические, волновые, резьбовые, шпоночные и глухие, в которых концы арматурных пучков спрессовываются в обойме из мягкой стали или бетонируются в металлических стаканах. Все эти устройства, за исключением резьбовых, применяют для закрепления стержней как круглых, так и периодического профиля. Для захвата и закрепления стержневой арматуры употребляют наконечники с винтовой нарезкой или различные клиновые сухари с профилем обратным профилю натягиваемой арматуры. Прогрессивной конструкцией зажимных устройств являются групповые зажимы, применяемые при предварительной механизированной сборке проволочных пакетов. Зажимами закрепляют каждый стержень, нити проволоки или группы их. Рис.6.45 Анкеры одноразового пользования при натяжении стержневой арматуры Анкеры для проволочных пучков различают по способу натяжения и закрепления концов. Для закрепления пучков применяют анкеры двух типов - конический с натяжением арматуры домкратом двойного действия и гильзовый с натяжением арматуры стержневым домкратом. Передача предварительного напряжения арматуры на бетон осуществляется тремя способами: - посредством сцепления арматуры диаметром 2,5 - 3 мм с бетоном; при большем диаметре арматуры сцепление обеспечивается устройством вмятин на поверхности проволоки, свивкой прядей из 2 - 3 проволок либо применением арматуры периодического профиля; - посредством сцепления арматуры с бетоном, усиленного дополнительно анкерными устройствами; - посредством передачи усилий натяжения на бетон через анкерные устройства на концах арматурного элемента без учета сцепления арматуры и бетона. Рис.6.46 Пучковые анкеры: а – гильзовый; б – гильзово-стержневой; 1 – гайка; 2 – гильза; 3 – проволоки арматурного пучка; 4 – разделительное кольцо; 5 – часть стержня с кольцевой нарезкой; б – часть стержня с кольцевыми канавками Натяжение арматуры производят различными способами: механическим, электротермическим, непрерывным механическим и электромеханическим натяжением, а также химическим при применении расширяющегося цемента. При механическом способе натяжения арматура растягивается осевой нагрузкой, создаваемой домкратами или другими натяжными машинами (рис.6.45 и рис.6.46). Натяжение арматуры производят в следующем порядке. Сначала арматуру натягивают до усилия, равного 50% проектного напряжения, причем осматривают зажимные устройства и расположение арматуры. Рис.6.47 Схема натяжного домкрата Затем натяжение арматуры доводят до величины, превышающей на 10% проектное натяжение, но не более 0,75 предела прочности проволоки при растяжении, и в таком состоянии выдерживают в течение 5 мин, после чего натяжение снижают до проектной величины. Рис. 6.48 Схема домкрата двойного действия 1— предварительно-напряженный элемент; 2 — анкерная колодка; 3 — концы арматурного пучка; 4 — упоры для закрепления концов проволоки; 5 — упоры в бетон; 6 — коническая пробка; 7, 8 — цилиндры для масла Отпуск напряженной арматуры (обжатие бетона) производят после достижения бетоном изделия необходимой прочности и проверки заанкеривания концов проволоки в бетоне. Фактическая прочность бетона определяется испытанием контрольных образцов. Прочность бетона ко времени отпуска арматуры составляет обычно 70% проектной прочности. Отпуск натяжения на стендах осуществляют постепенно в 2—3 этапа. Если постепенный отпуск натяжения невозможен, то натянутые проволоки разрезают симметрично относительно оси поперечного сечения, причем число одновременно разрезаемых проволок составляет не более 10—15% общего числа. Сущность электротермического способа натяжения заключается в том, что удлинение арматуры достигается электрическим нагревом ее до определенной температуры, после чего нагретый стержень заанкеривается с двух сторон в упорах формы или стенда, которые препятствуют укорочению стержня при его охлаждении. После бетонирования конструкции и отвердения бетона арматура освобождается от упоров, и усилие натяжения арматуры передается на бетон. Этот метод, по сравнению с силовым, имеет преимущества, как по простоте оборудования, так и по трудоемкости.
Рис.6.49 Конический анкер: а – разрез анкерного устройства; б – разрез пучка; в – колодка; г – коническая пробка; 1 – колодка; 2 – проволоки пучка; 3 – пробка; 4 – распределительная плита Электротермический способ натяжения арматуры не требует дорогостоящего оборудования (домкратов) и менее трудоемок. Его применяют для натяжения стержневой арматурной стали класса A-IV, а также упрочненной вытяжной стали класса А-П1в, проволочной и прядевой арматуры из высокопрочной стальной проволоки, холоднотянутой, периодического профиля диаметром 4—-5 мм и семипроволочных стальных прядей. Для электротермического натяжения арматуры применяют установки с последовательным и одновременным натяжением нескольких стержней. Кроме того, установки могут быть с нагревом стержней вне формы или непосредственно в ней.
Рис.6.50 Зажим цанговый: а – зажим в сборе; б – детали зажима; 1 – корпус; 2 – губки зажимные; 3 – толкатель; 4 – шайба; 5 – пружина; 6 – хвостик. Рис.6.51 Клиновые зажимы для прядевой арматуры: а – для двух прядей; б – для одной пряди; 1 – клин; 2 – обойма; 3 – прядь На рис.6.49 показана установка для электронагрева стержневой арматуры вне формы. На установке можно одновременно нагревать 3—4 арматурных стержня диаметром 12—14 мм, что соответствует числу стержней в изделии.
Рис.6.52 Станок для электротермического удлинения арматурных стержней СМЖ-129Б Установка состоит из двух контактных опор (неподвижной и подвижной) и средней поддерживающей. Каждый контакт имеет две губки — токоподводящую и прижимную. Нагрев стержней автоматически контролируется по их удлинению. Нагретые стержни с установки снимаются и укладываются в упоры форм. Непрерывное механическое и электромеханическое натяжение арматуры. Сущность напряженного армирования непрерывной навивкой проволочной арматуры сводится к тому, что проволока, предварительно напряженная до заданной величины, укладывается по поддону формы в соответствии с принятой схемой армирования. Натянутую проволоку фиксируют навивкой вокруг штырей, расставленных по периметру поддона или стенда. Усилие от натяжения арматуры передается через штыри на стенд или форму впредь до отвердения бетона в изделии. После достижения бетоном необходимой прочности проволоку обрезают, и усилие натяжения передается с арматуры на бетон. Арматура может располагаться в продольном или поперечном направлении по отношению к оси изделия, перекрестно или диагонально. Бетон в изделии получает двух- и трехосное и даже объемное предварительное обжатие. Преимуществом непрерывного армирования является возможность комплексной механизации и автоматизации технологического процесса. Непрерывная навивка и натяжение проволоки осуществляются на машинах нескольких типов: с поворотным столом-платформой, с поворотной траверсой, с продольно-поперечным перемещением каретки и неподвижным поддоном (контуром), с возвратно-поступательным движением каретки и вращающимся сердечником или контуром.
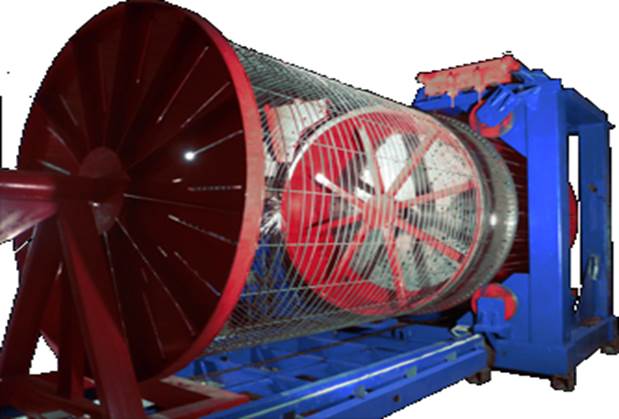
Рис.6.53 Установка для навивки каркасов труб К-182.00.00.01 ПС Основными узлами каждой из этих машин являются: узел для размотки бунтов и подачи проволоки с заданным натяжением; узел для перемещения поддона или подающего ролика; узел для укладки проволоки на штыри или на сердечник по заданной схеме.
Рис.6.54 Стол – стеллаж для гибки и складирования арматурных стержней
|
Последнее изменение этой страницы: 2019-04-11; Просмотров: 663; Нарушение авторского права страницы