|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Дуговая сварка плавящимся электродом в среде инертного газа (сварка M IG).
Сварка M IG (metalinertgas) представляет собой сварочный процесс, при котором электрическая дуга формируется между электродной проволокой и металлической заготовкой. Дуга нагревает металлическую заготовку до температуры плавления, в результате чего происходит соединение. Подача электродной проволоки, как и защитного газа, осуществляется через сварочную головку. Рис 6.55 Общий вид сварки MIG Для данного вида сварки обычно используется постоянное напряжение, но можно использовать и переменный ток. Существует три способа переноса металла при дуговой сварке плавящимся электродом в среде инертного газа: крупнокапельный, короткими замыканиями, напылением и пульсирующим током в режиме заливки металла. Преимущества сварки MIG: - высокая скорость; - высокое качество швов за счет отсутствия вероятности захватывания шлака металлом, поскольку в этом случае сварочный флюс не используется; - сварка MIG довольно универсальна и может использоваться для многих металлов и сплавов;
Недостатки: - сварка MIG не может использоваться в вертикальном или перевернутом положении из-за высокой температуры и текучести сварочной ванны; - сложность оборудования; Защитный газ формирует плазму дуги, стабилизирует дугу на свариваемом металле, защищает дугу и сварочную ванну. В основном для сварки MIG используются следующие газы: аргон, аргон-кислород 1 – 5%, аргон – СО2 до 25%, аргон/гелий. Углекислый газ для сварки используется не в чистом виде. При некоторых применениях наличие углекислого газа может не благоприятно воздействовать на механические свойства сварки.
Рис 6.56 Общий вид участка роботизированной сварки Автоматическая дуговая сварка - дуговая сварка, при которой подача плавящегося электрода и перемещение дуги вдоль свариваемых кромок механизированы. Для автоматической дуговой сварки под флюсом применяют непокрытую электродную проволоку, а для защиты сварочной ванны и дуги от воздуха используют флюс. Перемещение и подача электродной проволоки полностью механизированы, а процессы зажигания дуги и заварки кратера в конце шва автоматизированы.
Рис. 6.57 Сварочные операции робота манипулятора В ходе автоматической дуговой сварки дуга проходит между основным металлом и проволокой. Металлическая ванна жидкого металла и столб дуги со всех сторон тщательно закрыты слоем флюса толщиной примерно 30 – 35 мм. Благодаря тому, что часть флюса расплавляется, вокруг дуги появляется газовая полость, а на поверхности расплавленного металла – ванна жидкого шлака. Во время сварки под флюсом происходит глубокое проплавление основного металла. Очень быстрое движение электрода вдоль заготовки и действие мощной дуги способствуют оттеснению расплавленного металла в противоположную направлению сварки сторону. В процессе поступательного движения электрода происходит затвердевание шлаковой и металлической ванн с возникновением сварного шва, покрытого твердой шлаковой коркой. Используя механизмы перемещения и подачи проволоку подают в дугу и перемещают ее вдоль шва, ток к электроду поступает через токопровод. Рис.6.59 Робот сварочный фирмы NACHI-Fujikoshi, Япония Автоматическую дуговую сварку производят сварочными головками, сварочными автоматами или самоходными тракторами, перемещающимися по изделию. Назначение сварочных автоматов – подача электродной проволоки в дугу и поддержание постоянного сварочного режима во время всего процесса. Используется автоматическая дуговая сварка под флюсом в массовом и серийном производствах для выполнения длинных прямолинейных и кольцевых швов в нижнем положении на металле толщиной 2 – 100 мм. Под флюсом сваривают металлы различных классов. Такую сварку часто используют при производстве резервуаров для хранения газов и жидкостей, котлов, мостовых балок, корпусов судов и других изделий. Сварка под флюсом - это одно из основных компонентов автоматических линий для производства сварных автомобильных колес и станов, а также для изготовления сварных прямошовных и спиральных труб.
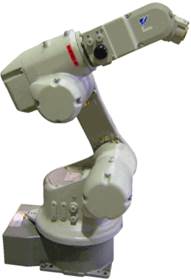
Рис.6.60 Motoman/Yaskawa группа, всемирно известная фирма по производству сварочной робототехники Области применения: манипулирование, монтаж, палеттирование, полирование, шлифование, фрезерование, резка, сварка, точечная сварка и т.д. Условные серии роботов: UP-Serie: UP6, UP6-compact, UP20M, UP50, UUP50-35, UP130, Up200, UP165, UP165-10, UP350-500. SP-Serie: SP70X, SP100X, SP100X-160, SP100X-250, SP400X, SP800X. SK-Serie: SK300X. SV-Serie: SV3-J10, SV3-J30, SV3-J40. PX-Serie: PX1850-D30, PX2050-D20, PX2750-D30, PX2850-D10, PX2850-D20. В зависимости от выполняемой работы, могут быть монтированы на потолок, стену или пол. Язык программирования: INFORM Технические характеристики: Грузоподъемность: 3 - 500 кг. Привод: электрический. Количество осей: 4 - 6 шт. Точность повторения операций: +/- 0,03 - 0,5 mm. Радиус действия: 0.6 - 3.2 м Коммуникация: аналого-дигитальные карты входа и выхода. Сетевая карта: подключения к PC.
|
Последнее изменение этой страницы: 2019-04-11; Просмотров: 428; Нарушение авторского права страницы