
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Технологическое оборудованиеСтр 1 из 8Следующая ⇒
Технологическое оборудование Методические рекомендации и контрольные задания для студентов заочной формы обучения образовательных учреждений среднего профессионального образования по специальностям Технического профиля (базовый уровень} Чебоксары 2009
УДК 811.161.1 ББК 81.2 Рус-я 723 Р89 Составитель: Алексеев Б.Л.. Технологическое оборудование. Методические рекомендации и контрольные задания для студентов заочной формы обучения образовательных учреждений среднего профессионального образования по специальностям технического профиля (базовый уровень): Методические рекомендации. - Чебоксары: РГОУ СПО «ЧМТ», 2009.- 102 с. Составлены в соответствии с примерной программой, введенной в действие Управлением среднего профессионального образования Минобразования РФ 2004 год Рецензенты:
Печатается по решению научно-методического совета РГОУ - СПО_ «Чебоксарский машиностроительный техникум». Протокол № _____ от «_____» ____________ 2009 г.
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
Программой предмета "Технологическое оборудование" предусматривается изучение учащимся устройства, наладки и эксплуатации технологического оборудования для механической обработки деталей с целью разработки в дальнейшем технологических процессов и их реализации на универсальных станках и станках с программным управлением. Изучаемый материал предмета основывается на знаниях, полученных учащимся по черчению, технической механики, общей электротехники с основами промэлектроники, основам обработки материалов и инструментов, технологии конструкционных материалов и является базой для изучения предметов специального цикла.
В результате изучения предмета «Технологическое оборудование» учащиеся должны: - знать устройство, технологическую наладку и работу оборудования, номенклатуру существующего технологического оборудования для механической обработки деталей, технологические возможности каждого вида оборудования, методику реализации этих возможностей; - уметь выбирать наиболее экономически целесообразное оборудование для выполнения заданной работы, производить расчет настройки технологического оборудования, наладку основных типов станков, владеть приемами работы на основных видах технологического оборудования. Изучение предмета должно способствовать формированию профессионального достоинства и социальной ответственности за качество и результаты труда, развитию познавательной активности и самостоятельности, творческих способностей и профессионального мышления. При изучении предмета рекомендуется сначала дать учащимся общие понятия о технологическом оборудовании и его наладке, о назначении станков с программным управлением, о системах с ЧПУ, а затем начинать изучение групп станков, начиная универсальными и заканчивая станками с программным управлением. В конце курса ознакомить учащихся с эксплуатацией станков. Преподаватель должен прививать учащимся навыки самостоятельной работы с технической и справочной литературой, самостоятельного изучения несложных вопросов программы. Содержание и объем самостоятельной работы на учебных занятиях и внеаудиторно определяет предметная (цикловая) комиссия. Учащимся можно рекомендовать такие виды заданий, направленные на формирование профессиональных и учебных умений, как работа с учебной и справочной литературой, нормативными документами, составление и чтение кинематических схем, выполнение расчетов, анализ производственных ситуаций, подготовка к деловым играм и участие в них и др. Для закрепления теоретических знаний и умений программой предмета предусмотрено проведение практических занятий и выполнение лабораторных работ, которые должны проводиться после изучения соответствующих тем. Перед проведением практических занятий и лабораторных работ учащиеся должны получить необходимый инструктаж о порядке выполнения работ и технике безопасности. Для лучшего усвоения учебного материала его изложение необходимо сопровождать демонстрацией наглядных пособий, плакатов, макетов, учебных диафильмов и др. При изложении материала предмета следует широко использовать примеры из практики, знакомить учащихся с действующими ГОСТами, нормами точности станков, постоянно обращать внимание на вопросы охраны труда, промышленной санитарии и техники безопасности, относящиеся непосредственно к изучаемым станкам. Тематические планы для групп вечернего и заочного обучения составляется предметными (цикловыми) комиссиями, исходя из времени предусмотренного учебными планами на изучение предмета, и утверждаются заместителями директора техникума по учебной работе.
Примерный тематический план Введение Раздел 1. Основные понятия о металлорежущих станках 1.1. Общие сведения о металлорежущих станках 1.2. Методика наладки станков Раздел 2. Общие сведения о станках с программными управлением 2.1. Назначение станков с ПУ 2.2. Общие сведения о числовом программном управлении Раздел 3. Металлорежущие станки, устройство, кинематика, наладка 3.1. Токарно-винторезные станки 3.2. Лобовые токарные и карусельные станки 3.3. Токарно-револьверные станки 3.4. Токарные автоматы и полуавтоматы 3.5. Токарные станки с ПУ 3.6. Станки сверлильно-расточной группы 3.7. Станки сверлнльно-расточные группы с ПУ 3.8. Фрезерные станки 3.9. Делительные головки 3.10. Фрезерные станки с ПУ 3.11. Многоцелевые станки с ЧПУ 3.12 Станки строгальнопротяжной группы 3.13. Шлифовальные и доводочные станки 3.14. Шлифовальные станки с ЧПУ 3.15. Резьбообрабатывающие станки 3.16. Зубообрабатывающие станки 3.17. Зубообрабатывающие станки с ПУ 3.18. Агрегатные станки 3.19. Агрегатные станки с ПУ Раздел 4. Прочие станки
4.1. Станки для электрофизических и электрохимических методов обработки 4.2. Станки, работающие методом пластического деформирования Раздел 5. Эксплуатация технологического оборудования 5.1. Транспортировка, установка на фундамент и паспортизация 5.2. Особенности эксплуатации оборудования с ЧПУ СОДЕРЖАНИЕ УЧЕБНОЙ ДИСЦИПЛИНЫ «Технологическое оборудование», Введение Сущность предмета и его задачи. Значение предмета в подготовке специалистов. История развития станкостроения, роль отечественных инженеров и учебных в его развитии. Значение станкостроительной промышленности в народном хозяйстве страны. Требования к знаниям и умениям учащихся.
РАЗДЕЛ 1. ОСНОВНЫЕ ПОНЯТИЯ О МЕТАЛЛОРЕЖУЩИХ СТАНКАХ Тема 1.1. Общие сведения о металлорежущих станках. Классификация металлорежущих станков: по виду выполняемых работ, по массе, по степени точности, специализации и автоматизации. Условные обозначения станков. Классификация движений в металлорежущих станков. Основные (рабочие) движения в станках, их характеристика и размеренность. Вспомогательные движения. Студенты должны знать: - классификацию и нумерацию станков; - виды движений рабочих органов станков, их назначение. Студенты должны уметь: - расшифровать модели станков; - определять назначение и размеренность движений рабочих органов. Тема 1.2. Методика наладки станков. Общие сведения о наладке металлорежущих станков. Методы подбора сменных колес гитар.. Студенты должны знать: - основные этапы наладки технологического оборудования; - методы подбора гитар сменных колес. Студенты должны уметь: - производить кинематический расчет настройки цепей станка.
кинематический расчет настройки цепей станка. Лабораторная работа №1 Ознакомление с устройством и работой основных узлов токарно-винторезного станка. Наладка станка на обработку заданной детали. Лабораторная работа № 2 Ознакомление с устройством и работой основных механизмов токарного станка с ЧПУ. Наладка станка на обработку деталей.
Тема 3.8. Фрезерные станки. Общие сведения о фрезерных станках. Назначение, классификация, виды работ, выполняемых на фрезерных станках. Универсальный консольно-фрезерный станок: назначение, техническая характеристика, основные механизмы, движения в станке и кинематика станка и наладка станка. Вертикально-фрезерный станок с крестовым столом: назначение, техническая характеристика, основные механизмы, движения в станке и кинематика станка. Студенты должны знать: - классификацию, область применения фрезерных станков; - технологические возможности; - устройство и движение в станках. Студенты должны уметь: - различать типы станков по конструктивным признакам; - составлять схему обработки; - производить расчет настройки кинематических цепей и наладку станков. Лабораторная работа № 3 Настройка делительной головки на различные виды работ (простое и дифференциальное деление, нарезание косозубых колес).
Лабораторная работа № 4 Ознакомление с устройством и работой основных механизмов -- ,сверлильного и фрезерного станков с ЧПУ. Наладка станков на обработку деталей. РАЗДЕЛ 4. ПРОЧИЕ СТАНКИ. Лабораторная работа № 6 Проверка геометрической точности узлов токарного станка. Студенты должны знать: - способы транспортировки и установки станков; - назначение паспорта - допустимы погрешности при испытании станков. Студенты должны уметь: - производить проверку станка на геометрическую точность в соответствии с ГОСТами. Контрольные работы Общие указания
При выполнении контрольных работ необходимо руководствоваться методическими рекомендациями по изучению предмета «Технологическое оборудование», которое содержит основные вопросы, подлежащие рассмотрению в каждой теме , а также рекомендованной литературой . Учебным планом предусмотрены две контрольные работы которые , выполняются одна в первом , другая во втором семестре на пятом курсе . Эти работы выполняются с целью закрепления теоретических знаний ,полученных при изучении предмета «Технологическое оборудование»,
При оформлении контрольной работы вопросы задания необходимо переписывать .Ответы на вопросы контрольного задания должны быть сформулированы кратко , четко , грамотно и строго соответствовать теме Контрольные работы должны выполняться на листах формата А4. Каждая работа должна иметь заглавный лист, оглавление и список используемой литературы Варианты контрольной работы определяются по номеру в списке учебного журнала группы .
Контрольная работа № 1 Вопросы по изучению предмета «Технологическое оборудование»
Раздел 1 1. Общие сведения 2. Методика наладки станка
3. Расчетная работа №1 «Выбор гитары, настройка станка» Раздел 2. 4. Общие сведения устройств ПУ. Особенности станков с ПУ.
Раздел 3. 5.Назначение токарных станков. Станок 16К20
6. Наладка станка 16К20
7. . Нарезание резьб и обработка консулов
8. Лобовые и карусельные Токарно-револьверные
9. Назначение токарных автоматов. Станок 1Б140 Многошпиндельный автомат
10 Общие сведения о токарных ПУ Станок 16К20ФЗС5 и 16К20ФЗС32. многоцелевой на базе токарного.
11 . Общие сведения о сверлильных станках. Вертикальные и радиальные
12 Горизонтально-расточной станок
13.Станок 2Р135Ф2 Горизонтально-расточной с ЧПУ
14.Общие сведения о фрезерных станках. Горизонтально-фрезерные.
15 Вертикально-фрезерные станки
16 .Назначение и типы делительных устройств. Настройка УДГ
17 Расчетная работа №2. Расчет настройки УДГ. 18 .Фрезерные станки с ЧПУ
Расчётная работа № 1
СНОВЫ КИНЕМАТИЧЕСКОЙ НАЛАДКИ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
КИНЕМАТИЧЕСКИЕ СХЕМЫ СТАНКОВ
Кинематической цепью называется совокупность кинематических пар, связывающих источник движения с исполнительным механизмом или два исполнительных органа станка между собой. Кинематические пары (ременные, зубчатые, червячные и другие передачи) располагаются в определенной последовательности. Кинематической схемой называется условное изображение совокупности кинематических цепей станка в одной плоскости. Для вычерчивания элементов кинематических схем пользуются условными обозначениями, установленными ГОСТ 2.770-68*. Кинематическую схему можно изобразить в произвольном масштабе, но, как правило, она должна быть вписана в контур основной проекции станка. На кинематической схеме указывают числа зубьев колес, числа заходов червяков, шаги ходовых винтов, диаметр шкивов, мощность и частоту вращения двигателей. Валы обозначают римскими цифрами.
МЕТОДИКА КИНЕМАТИЧЕСКОЙ НАЛАДКИ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Кинематическая наладка станка заключается в согласовании движений исполнительных органов. Методика наладки одинакова для большинства станков и не зависит от сложности. Для примера рассмотрим наладку токарно-винторезного станка на нарезание резьбы (рис.1). чтобы нарезать резьбу на заготовке 1, необходимо сообщить суппорту 3 с резцом 2 продольную подачу вдоль оси заготовки, согласованную с частотой вращения шпинделя 5. Следовательно, нужно рассчитать две кинематические цепи: скоростную (цепь главного движения) и нарезания резьбы. В обоих случаях следует составить уравнения кинематического баланса, связывающие расчетные перемещения конечных элементов кинематической цепи. Рассмотрим кинематическую цепь главного движения. Шпиндель 5 с заготовкой 1 получает вращение от электродвигателя через ременную передачу и три пары зубчатых колес. Частота вращения (мин-1) шпинделя рассчитывают по формуле
nпш = 1000 ν /(Пd)
где ν – скорость резания, м/мин (выбирается по справочнику режимов резания); d – диаметр заготовки, мм.
Составим уравнение кинематической цепи от электродвигателя к шпинделю при условии, что шпиндель должен вращаться с частотой
где n – частота вращения вала электродвигателя, мин-1 ; 0,985 - коэффициент, учитывающий скольжение ремня. Уравнение можно представить и в общем виде:
nпш = niпост i см , откуда i см= nпш / niпост ,
где iпост - постоянное передаточное отношение, характеризующее цепь; i см - сменное передаточное отношение механизма наладки.
В рассматриваемой кинематической цепи известны все величины, за исключением сменных колес α - b , являющихся механизмом наладки. Подставив численные значения, получим
Так как nпш = 1000 ν /(Пd), определим значение i см = α / b ; определим колеса α и b и тем самым произведем наладку цепи главного движения.
Условие α и b постоянное значение При определении значении α и b возможно получения приближенного значения nпш
Затем приступим к наладке кинематической цепи движения подач (или цепи нарезания резьбы). Резец 2, укрепленный на суппорте 3, получает перемещение от ходового винта 4, который приводится во вращение от шпинделя 5 через пару цилиндрических колес, две пары конических колес и сменные зубчатые колеса с – d, e – f (см. рис. 1). Составим уравнение кинематического баланса исходя из условия, что за один оборот шпинделя резец переместится вдоль оси заготовки на величину шага Рр нарезаемой резьбы:
В общем виде это уравнение будет выглядеть следующим образом:
где Рр - шаг нарезаемой резьбы; Рх.в - шаг ходового винта. В рассматриваемой цепи
Подобрав сменные колеса с – d , е - f , произведем наладку цепи движения подачи. При кинематической наладке станков необходимо: - выяснить характер движения рабочих органов и их согласованность; - выявить все кинематические цепи станка; - составить уравнения кинематических цепей, связывающих попарно рабочие органы станка; - определить передаточное отношения механизма наладки и подобрать в соответствии с ними сменные зубчатые колеса или другие элементы наладки.
МЕТОД ПОДБОРА СМЕННЫХ КОЛЕС ГИТАР
Существует несколько способов подбора чисел зубьев сменных колес.
Способ разложения на сомножители прост и точен. Этот способ применяют тогда, когда числитель и знаменатель передаточного отношения можно разложить на простые множители. Например:
Проверяем сцепляемость зубчатых колес:
α + b > c + (15 ÷20) или 60 + 70 > 40 + 15 ; с + d > b + (15 ÷20) или 40 + 80 > 70 + 15 . Способ замены часто встречающихся чисел приближенными дробями заключается в том, что часто встречающиеся при нарезании дюймовых резьб, червяков и других случаях числа П и 25,4 (числовое значение дюйма) заменяют приближенными значениями, удобными для подбора сменных колес, например:
1п ≈ 25,4 мм = 127/5 мм; П ≈ 22/7 ≈ (19 х 21)/127 и т.д.
Полученная при этом погрешность не должна превышать заданной по условию. Абсолютная погрешность наладки
∆ i = icм - i 'cм ; относительная погрешность наладки
где icм – заданное передаточное отношение; i 'cм - полученное передаточное отношение сменных колес.
Способ подбора сменных колес на логарифмической линейке наименее точен. Край движка логарифмической линейки устанавливают против числа, соответствующего передаточному отношению гитары сменных колес. Передвижением бегунка находят риски, совпадающие на движке и на линейке. По полученным новым целым числам, которые дают при делении те же значения частного, подбирают числа зубьев сменных зубчатых колес:
Выбирают наиболее точные и удобные значения i 'cм для подбора колес
Затем подсчитывают абсолютную погрешность ∆ i = 0,818 –0,817 = 0,001; относительную погрешность δ = 0,001/0,817 = 0,0012239.
Тема : Выбор гитары сменных колес для коробки передач.
Цель работы:
2. Ознакомиться с основными этапами наладки технологического оборудования;
3. Ознакомиться с методами подбора гитары сменных коле.
4. Задание:
5. Основы кинематической наладки;
6. Изучить методику кинематической наладки станка; Схема станка (эскиз).
7. Изучить способы подбора сменных колес гитары;
8. Произвести расчет настройки станка по рис. 1;
9. Произвести расчет условия их сцепляемости
10. Составить отчет (номер задания выбираем по номеру в списке по журналу группы)
11. Выводы
КОНТРОЛЬНЫЕ ВОПРОСЫ:
1. В чем заключается кинематическая наладка станка?
2. Условия нарезания резьбы?
3. Что называется гитарой?
4. Перечислите несколько способов подбора сменных зубчатых колес?
5. Условия сцепляемости зубчатых колес?
Варианты-задания для выполнения контрольной работы
Расчетная работа № 2
НАЛАДКА УНИВЕРСАЛЬНОГО ФРЕЗЕРНОГО СТАНКА НА ОБРАБОТКУ КОСОЗУБОВОГО ЗУБЧАТОГО КОЛЕСА С ИСПОЛЬЗОВАНИЕМ УДГ
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
ПРИНЦИП РАБОТЫ Обрабатываемые детали закрепляются непосредственно на столе, в машинных тисках или специальных приспособлениях, устанавливаемых на столе станка. При необходимости для деления заготовки на несколько равных частей применяют универсальную делительную головку. Насадные фрезы закрепляют на консольных или опорных оправках. Для поддержания шпиндельных оправок применяют хобот с центральной и концевой подвесками. Хвостовые фрезы закрепляют непосредственно в конусе шпинделя или цанговом патроне. Торцевые фрезерные головки устанавливают и закрепляют на торце шпинделя. Настройка станка в соответствие с конфигурацией и размерами обрабатываемой детали производится за счет быстрых механических или ручных перемещений стола Е, поперечных салазок Д и консоли Ж. При нарезании винтовых канавок поворачивают стол в соответствие с углом наклона фрезеруемой винтовой канавки. При работе на тяжелых режимах для повышения жесткости узла консоли устанавливают дополнительную связь В. ДВИЖЕНИЕ В СТАНКЕ Движение резания. От фланцевого электродвигателя мощностью 5,8КВт движение передается полужесткой муфтой валу I коробки скоростей. На валу I коробки перемещается по шлицам двойной подвижной блок шестерен Б1. На II валу неподвижно закреплены шестерни 34, 31, 28, 24. По валу III перемещаются два двойных подвижных блока шестерен Б2 Б3. В зависимости от положения блока Bi движение передается валу II через шестерни 38-24 или через шестерни 24 - 38. В зависимости же от положения блоков Б2 Б3 вращение передается от вала II валу III через шестерни 34 - 28 или 31 —31, если включен блок Б3, либо через шестерни 28 - 34 или 24-38, если включен блок Б2. Всего таким образом вал III имеет восемь скоростей вращения. Выводной шкив 140 коробки скоростей установлен на отдельном валике IV и получает вращение от вала III через шестерни 20 - 20. Далее вращение передается тремя клиновыми ремнями через шкив 210 полому валу V, расположенному соосно со шпинделем станка. На противоположном конце вала V имеется шестерня 30. При выключенной кулачковой муфте M1 движение шпинделю VII передается от вала V через шестерни 30 - 64, переборный валик VI и шестерни 25 - 69. Высокие числа оборотов передаются шпинделю непосредственно от вала V, когда муфта M1 включена, а шестерни 64 и 25 выведены из зацепления соответственно с шестернями 30 и 69. Перебор удваивает количество скоростей, обеспечивая шпинделю шестнадцать различных чисел оборотов в минуту. Наименьшее число оборотов шпинделя nmin с учетом упругого скольжения ремня определяется зависимостью:
24x24x20x140 30x25 nmin-1450-0,985---------------------.. --------- =64об/мин 38x38x20x210 64х69
Движения подач. Как при подаче, так и при быстрых перемещениях механизмы консоли получают вращение от фланцевого электродвигателя мощностью 1,7 КВт, непосредственно связанного полужесткой муфтой с первым валом VIII коробки подач. Валу IX вращение передается блоком Б4 через шестерни 24-38 или шестерни или шестерни 38 - 24. Вал X получает вращение через блок Б5 или Б6 и имеет восемь скоростей. На конце вала X закреплена широкая шестерня 18, которая находится в постоянном зацеплении с шестерней 37 подвижного блока Б7. Шестерни блока Б7 могут зацепляться с шестернями 15 или 37, жестко закрепленными на валу XII, обеспечивая этому валу шестнадцать различных скоростей вращения. От вала XII вращение передается через червячную передачу 2-36 и обгонную муфту М0 валу XIII. На противоположном конце вала XIII закреплена шестерня 22, которая через шестерни 42 и 42 вращает центральный вал XIV коробки реверсов. Распределительная шестерня 42 связана с валом XIV предохранительной муфтой Мп и зацепляется одновременно с шестерней 30, закрепленной на валу XVII, и с правыми шестернями 42 и 42, свободно сидящими на валах XV и XVIII. Левая шестерня 30, закрепленная на валу XVII, находится в постоянном зацеплении с левыми шестернями 42 и 42, свободно сидящими на валах XV и VIII. Нетрудно видеть, что левые шестерни 42 и 42 будут вращаться с такой же скоростью, как и правые шестерни 42 и 42, но в обратном направлении. Кулачковая муфта М3 служит для реверсирования вертикальной подачи стола, осуществляемой ходовым винтом XVI, который получает вращение от коробки реверса через коническую передачу 15-30. Кулачковая муфта М4 установлена для реверсирования поперечной подачи, осуществляемой винтом XVIII. Движение продольной подачи стола заимствуется от коробки реверсов и передается шестерне 33 и далее через шестерни 35 - 27, шестеренчатый вал 19, шестерни 19 - 19, коническую передачу 14 — 28 и конический реверс 19-19-19 продольному ходовому винту XXII. Кулачковая муфта Ms служит для реверсирования продольной подачи.
Скорость наименьшей продольной подачи Smin определяется из зависимости 24 х 28 х 18 х 15 х 2 х 22 х 42 х 30 х 35 х 14 х 19 Smin=1420-------------------------------------------------6=З0мм/МИН 38 х 34 х 37 х 37 х 36 х 42 х 30 х 33 х 19 х 28 х 19 Скорость наибольшей поперечной подачи Sn max может быть определена из выражения 38x38x18x2x2242x30 Snmax= 1420-------------------------------6 = 750 ММ/МИН. 24x24x15x36x42x30x42 Быстрые перемещения стола, поперечных салазок и консоли. Эти перемещения осуществляются с постоянной скоростью. В этом случае вращение от электродвигателя, минуя коробку подач, непосредственно передается через вал VIII, винтовые колеса 12 - 24 и фрикционную муфту М2 валу XIII и далее рабочим органам станка. При быстром вращении вал XIII благодаря наличию обгонной муфты М0 автоматически расцепляется с корпусом червячной шестерни 36. Скорость быстрых перемещений стола S6 в продольном направлении выражается следующим отношением:
12x22x42x30x35x14x19 S6 = 1420------------------------------------------------- 6 = 2600 мм/мин. 24x42x30x33x19x28x19
Рис. Кинематическая схема универсально-фрезерного станка модели 6Н81
НЕПОСТРЕСТВЕННОЕ ДЕЛЕНИЕ
Непострественный способ деления применяется в тех случаях когда окружность заготовки требуется разделить на число частей (2, 3, 4, 6. 8, 12, 24.)
ПРОСТОЕ ДЕЛЕНИЕ Принцип простого деления рассмотрим на принципе кинематической схемы рис 1 В УДГ делительный диск (лимб) на стороне имеет радиусные окружности с отверстиями 16, 17, 19, 21, 23, 29, 30, 31. С обратной стороны диска – 33, 37, 39 41, 43, 47, 49, 54. Делительный диск от проворачивания закреплен защелкой 2. Проворачивания рукоятки с защелкой 6 через шестерни Z3 - Z4 (t = 1) и червячную пару t = 40 будет проворачивать шпиндель И с заготовкой. За 40 оборотов рукоятки 2 шпиндель сделает один полный оборот. Число оборотов рукоятки, необходимое для полного оборота шпинделя называют характеристикой « N » делительной головки. Уравнение кинематического баланса для определения числа оборотов рукоятки 2 составляют из условия, что за «П» оборотов рукоятки шпиндель должен повернуться на 1/2 оборота, где Z - число частей, на которое требуется выполнить деления заготовки
П рук * t зуб. передачи * t черв. = 1/ Z
П рук *1 * 1 * 1/40 = 1/ Z ; П рук =40/ Z (1) Пример. Необходимо на заготовке нарезать 30 пазов. Определяем число оборотов рукоятки головки n = 40/ z =40/30 = 1* 10/30 оборота Примем на делительном диске Д2 ряда с 30 отверстиями (см. рис. 1). Рукоятку 2 устанавливаем напротив ряда с 30 отверстиями. После фрезерования паза рукоятку 2 поворачиваем на один оборот и десять отверстий. ДИФФЕРЕНЦИАЛЬНОЕ ДЕЛЕНИЕ
Метод дифференциального деления применяется тогда, когда при заданном числе «Z» нельзя подобрать число отверстий на делительном диске, чтобы получить целое число шагов (нельзя применить простое деление). Для этого предварительно задается приближенное число делений – Zпр которое имеется на делительном диске и позволяет получить целое число «П». Число оборотов рукоятки головки определим по формуле: П = 40/ Z пр. (2). Примечание. Удобно принимать Z пр>Zтребуемого. Во избежание ошибок в делении, т.е. для получения на заготовке необходимого числа отверстий «Z», а не Zприбл. шпиндель требуется повернуть дополнительно на определенный угол, это осуществляется за счет поворота делительного диска В2, при этом защелка 6 отводится вправо, который получает вращение от шпинделя делительной головки через гитару сменных зубчатых колес а/Ь * c/d и коническую пару зубчатых колес Z5 – Z6. Передаточное число сменных шестерен гитары определяется из уравнения: а/Ь * c / d = 40 ( Z пр - Z ) / Z пр (3) Примечание. К УДГ поставляется набор сменных зубчатых колес с числом зубьев 20, 25, 30, 35, 40, 45, 50, 55, 60, 70, 80, 100. Пример. Настроить УДГ для нарезания зубчатого колеса с числом зубьев = 73. Необходимо подобрать сменные колеса гитары, делительный диск и число оборотов рукоятки. Заданное число делений выражено числом, не позволяющее подобрать ряд отверстий на лимбе для получения целого числа шагов «Прук». Примем приближенное число отверстий близкое к заданному, но Zпр. > Z, Znp = 75. Тогда число оборотов рукоятки головки определим аналогично, как при простом делении по формулам 1, 2. Прук. =40/ Z пр =40/75=40*5/75*5=8*2/15*2=16/30 Принимаем делительный диск, имеющий окружность с 30 отверстиями, раздвижной сектор устанавливаем на шестнадцать промежуток этой окружности. Дополнительно подберем сменные шестерни гитары по формуле 3: a/b*c/d=40 (Z пр -Z) /Znp =40 (75-73) /75=40*2/75=10*8/15*5 =60/90*80/50 41.43.47.49..54..
Проверим условия зацепляемости сменных зубчатых колес:
а + b ≥ с + (15...22), с + d ≥ b + (15...22) 60 + 90 ≥ 80 +(15...22), 150 > 80 + 22
Рис. Общий вид: а) УДГ (универсально-делительной головки) б) оптической делительной головки) РАСЧЕТНАЯ РАБОТА № 2 Цель 1. Изучить устройство УДГ. 2. Изучить работу универсально-фрезерного станка. 3. Ознакомиться с наладкой фрезерного станка для выполнения косозубых зубчатых колес или винтовой канавки с применением УДГ. Задание. 1. Изучить теоретическую часть и выполнить эскизы (рис. 1,2,3). 2. Ознакомиться с общим устройством станка 6Н81, столом для закрепления УДГ с заготовкой. 3. Изучить устройство УДГ и принципы деления (Непострественный способ деления, простое деление, дифференциальное деление и ФРЕЗЕРОВАНИЕ ВИНТОВЫХ КАНАВОК ). 4. Произвести замер шага ходового винта, перемещения станка в продольном направлении. Примечание. На станке 6Н82 - шаг ходового винта tв=6 мм.
5. Ознакомиться с вариантом задания таблицы 2. 5.1. Произвести расчёт настройки УДГ на обработку зубчатых колес: Z1= , Z2 =, Z3= 5.2. Произвести расчёт настройки УДГ на обработку двух пазов расположенных под углом £ = ( град ) 5.3. Произвести расчёт настройки УДГ на обработку винтовых канавок с шагом Т= (шаг винтовой канавки , мм ) 5.4. Произвести расчёт настройки УДГ для нарезания косозубых зубчатых колес: m= ( модуль зубчатого колеса в нормальном сечении, мм; ) Z4= ( число зубьев фрезеруемого зубчатого колеса; ) b = (угол наклона зубьев колеса град .) 6. Оформить работу и сдать на проверку. КОНТРОЛЬНЫЕ ВОПРОСЫ ПО ФРЕЗЕРНОМУ СТАНКУ: 1. Назначение универсально - фрезерных станка 2. Назовите основные узлы универсально - фрезерных станка 3. Движение в станке.
КОНТРОЛЬНЫЕ ВОПРОСЫ ПО УДГ:
1. Назначение УДГ. 2. Способ простого деления. 3. Способ дифференциального деления. 4. Наладка УДГ на фрезерование винтовых канавок Варианты задания для практической работы № 2
Расчётная работа №3 Теоретическая часть Цель работы: 1. Ознакомиться с общим видом зубофрезерного и зубодолбежного станка. 2. Изучить назначение и действие всех механизмов движения в станке. 3. Изучить кинематическую схему станков. 4. Произвести настройку станка (подбор сменных зубчатых колес) Оборудование: 1. Зубофрезерный станок модели 5Д32. 2. Зубодолбежный станок модели 514. 3. Альбом «Немые кинематические Правильный ответ (1 бал), неправильный (0 балов)схемы». Задание. 1. Изучить назначение и принцип работы станков. 2. Изучить конструкцию станков. 3. Ознакомиться с кинематикой станка. Составить уравнение кинематического баланса всех цепей. 4. Подобрать сменные колеса гитары и выполнить проверку. 5. Составить отчет о работе.
НАЗНАЧЕНИЕ СТАНКА
Станок предназначен для нарезания цилиндрических зубчатых колёс с прямыми и косыми зубями и для нарезания червячных колёс, как методом радиальной, так и методом тангециальной подачи. При наличии специальных приспособлений возможно нарезание шестерён внутреннего зацепления. ОРГАНЫ У ПРАВЛЕНИЯ.
1-рукоятка включения и выключения рабочих подач; 2-рукоятка включения подачи при работе с протяжным суппортом; 3-кнопочная станция; 4-рукоятка включения вертикальной подачи фрезерного суппорта; 5-квадрат для ручного вертикального перемещения подвижной стойки; 6-квадрат для ручного горизонтального перемещения подвижной стойки; 7-рукоятка включения радиальной подачи подвижной стойки.
ОСНОВНЫЕ ДВИЖЕНИЯ
Движения резания: вращение шпинделя фрезерного суппорта с червячной фрезой. Вращения шпинделя с фрезой осуществляется по цепи: электродвигатель мощностью 2,8квт, клиноременная передача 105-224, вал 1, шестерни 32-48, вал II , шестерни 35-35, вал ///, сменные колеса Ai - Bt , вал 1V, конические шестерни 24-24, вал V , конические шестерни 24-24, вал VI , шестерни 17-17, вал VII , шестерни 16-64, шпиндель VIII . Для обеспечения равномерности вращения шпинделя с фрезой на валу VII установлен маховик. Число оборотов шпинделя фрезерного суппорта nф определяется из уравнения кинематической цепи движения резания, имеющего вид:
Прилагаемый сменных колёс обеспечивает возможность получения семи различных чисел оборотов шпинделя.
Движение обкатки и деления заготовки непрерывное вращение стола с заготовкой. Это движение заимствуется от вала IV , вращение от которого передаётся столу через косозубые шестерни 46-46, дифференциал, вал XXV , колёса переключения C 1 - D 1 , вал XXVI , сменные колёса а-b и c - d делительной гитары, вал XXVII , и червячную передачу 1-96. Уравнение кинематической цепи, связывающей вращение заготовки n3 с вращением фрезы nф, имеет вид
Для сообщения столу с заготовкой добавочного вращения, необходимого для нарезания цилиндрических колёс с косыми зубьями, червячных колёс методом тангенциальной подачи и колёс с количеством зубьев, выраженных простыми числами, используют дифференциал, для чего выключают муфту М2 и включают муфту М1 (как показано на схеме). Дополнительное движение обкатки получают от вала XI через гитару сменных колёс а2-b2 и c2-d2, вал XXIV , червячную передачу 1-30 и дифференциал.
Движение подач - вертикальное перемещение фрезерного суппорта Е, радиальное перемещение подвижной стойки 3 и тангенцалъное перемещение протяжного суппорта Ж. Эти движения осуществляются от вала XXVII через червячную передачу 2-24, вал IX , сменные колёса а1-b1 и c 1 - d 1 гитары подач, вал X ,кулачковую муфту M 3 , вал XI , шестерни 45-36, вал XII ,конические шестерни 19-19, вал XIII , конические шестерни 16-16 и вал XIV . От вала XIV движение подач разветвляется. Для сообщения вертикальной подачи фрезерному суппорту включается кулачковые муфты и M 5 . Тогда вращение от вала XIV через червячную передачу 4-20, вал XV и червячную передачу 5-30 сообщается вертикальному ходовому винту XX . Величина вертикальной подачи фрезерной бабки SB за один оборот стола с заготовкой может быть определена из уравнения:
Подбор сменных колёс гитары подач в зависимости от заданной величины вертикальной подачи производится по формуле:
Радиальная подача подвижной стойки обеспечивается при включении муфты М4 и четырёхзаходного падающего червяка. В этом случае движение от вала XIV сообщается маточной гайке, связанной с горизонтальным ходовым винтом XIX , через червячную передачу 4-20, вал XV , шестерни 10-20, вал XVI , червячную передачу 4-20 (с падающим червяком), вал XVII , шестерни 10-20, вал XVIII и конические шестерни 20-25. Уравнение кинематической для определения величины вертикальной подачи подвижной стойки SP имеет вид:
В этом случае подбор сменных колёс гитары подач производится по уравнению:
Протяжный суппорт, устанавливаемый взамен нормального, получает движение тангенциальной подачи от вала XIV , через конические шестерни 16-16, вал XXI , шестерни 30-35-30, червячную передачу 1-50 и ходовой винт XXIII . Уравнение кинематической цепи для этого случая имеет вид:
При работе с тангенциальной подачей подбор сменных колёс следует производить по формуле:
Вспомогательные движения - быстрые механические и ручные установочные перемещения фрезерного суппорта и подвижной стойки Быстрое перемещения всех рабочих органов станка осуществляется от электродвигателя мощностью \квт. Через винтовые колёса 16-42, вал XI и далее по кинематическим цепям подач. ПРИНЦИП РАБОТЫ
Станок работает по методу обкатки, т. е. Механического воспроизводства зацепления червяка (червячной фрезы) с колесом (заготовкой). Червячная фреза соответствующего модуля и диаметра закрепляется на оправке в шпинделе фрезерного суппорта. Обрабатываемая деталь или комплект одновременно обрабатываемых деталей устанавливаются на оправке в шпинделе стола, а при больших размерах колёс - непосредственно на столе станка. Червячной фрезе и заготовке принудительно сообщают вращательные движения с такими угловыми скоростями, которые они имели бы, находясь в действительном зацеплении. При нарезании колёс с прямыми зубьями ось шпинделя фрезерного суппорта устанавливается под углом к горизонтальной плоскости, равным углу подъёма винтовой линии червячной фрезы. Для нарезания колёс с косыми зубьями ось шпинделя фрезерной бабки устанавливается под углом, равным сумме или разности углов наклона зубьев колеса и подъёма винтовой линии фрезы в зависимости от сочетания направлений винтовых линий зубьев и витков фрезы. Нарезание цилиндрических колёс производится с вертикальной подачей фрезерного суппорта. Для обеспечения возможности фрезерования колёс попутным методом на станке модели 5Д32 предусмотрено нагрузочное гидравлическое устройство. Гидравлическое поджимное устройство состоит из неподвижного штока с поршнем и цилиндра, связанного с салазками фрезерного суппорта. При фрезеровании попутным методом масло подводится в верхнюю полость цилиндра противовеса и поджимает противовес вместе с фрезерным суппортом вверх, устраняя возможность произвольного перемещения фрезерной бабки под действием усилия в пределах зазора между резьбой винта вертикальной подачи и маточной гайки. При нарезании червячных колёс методом радиальной подачи используются цилиндрические червячные фрезы. Движение подачи сообщают подвижной стойки в радиальном направлении до тех пор, пока расстояние между осями фрезы и заготовками не станет равным межцентровому расстоянию передачи. В случае нарезания червячных колёс методом тангенциальной подачи применяются червячные фрезы с конической заборной частью, которые при настройке станка устанавливают сразу на заданное межцентровое расстояние; подачу при этом сообщают протяжному суппорту с червячной фрезой вдоль её оси. Этот метод нарезания является более точным. Краткая теория. СОДЕРЖАНИЕ ОТЧЕТА. Задание. Выберем режим резания. 1. Скорость резания V= м/мин 2. Круговая подача Sкр= мм/дв.х. 3. Радиальная подача Sрад= мм/дв.х. Зубчатое колесо. . 1. Материал. 2. Число зубьев z = 3. Модуль, мм m= 4. Ширина зубчатого венца, мм b= Фреза. 1. Материал. 2. Модуль, мм m= 3. Число заходов. Выбор режимов резания. 1. Скорость резания V= м/мин 2. Радиальная подача Sрад= мм/дв.х. 3. Вертикальная подача SB= Контрольные вопросы.
1. Каковы технологические возможности станка 5Д32? 2. Какие движения имеются в станке? 3. Какое условие требуется выполнять при настройке станков? 4. Для чего проверяем на условие сцепляемости? 5. Как установить долбяк на глубину зуба при наладке? 6. Влияние скорости обкадки. 7. Влияние поворота шпинделя бабки.
ЛИТЕРАТУРА
1. Чернов Н.Н. «Металлорежущие станки». 2. Локтев С.Е. «Станки с программным управлением и промышленные роботы»
Практическая работа № 3 Вариант задания выбирается по номеру в журнале
Зубодолбежный станок |
Зубофрезерный станок | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Z | m | b | h | Zд | V | Sкр | Sрад | Z | m | b | Число заходов | V | Sрад | Sв | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1. | 20 | 2 | 20 | 40 | 10 | 0,17 | 0,17 | 20 | 2 | 20 | 1 | 10 | 0,17 | 0,17 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2. | 22 | 3 | 30 | 39 | 15 | 0,18 | 0,18 | 22 | 3 | 30 | 2 | 15 | 0,18 | 0,18 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3. | 23 | 4 | 40 | 38 | 12 | 0,19 | 0,19 | 23 | 4 | 40 | 1 | 12 | 0,19 | 0,19 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4. | 24 | 2 | 40 | 37 | 17 | 0,20 | 0,20 | 24 | 2 | 40 | 2 | 17 | 0,20 | 0,20 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5. | 25 | 3 | 60 | 36 | 19 | 0,21 | 0,21 | 25 | 3 | 60 | 1 | 19 | 0,21 | 0,21 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 6. | 26 | 4 | 20 | 35 | 20 | 0,22 | 0,22 | 26 | 4 | 20 | 2 | 20 | 0,22 | 0,22 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7. | 27 | 2 | 40 | 34 | 13 | 0,23 | 0,23 | 27 | 2 | 40 | 1 | 13 | 0,23 | 0,23 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8. | 28 | 3 | 80 | 33 | 14 | 0,24 | 0,24 | 28 | 3 | 80 | 1 | 14 | 0,24 | 0,24 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9. | 29 | 4 | 40 | 32 | 17 | 0,25 | 0,25 | 29 | 4 | 40 | 2 | 17 | 0,25 | 0,25 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10. | 30 | 2 | 50 | 31 | 18 | 0,26 | 0,26 | 30 | 2 | 50 | 2 | 18 | 0,26 | 0,26 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 11. | 31 | 3 | 35 | 30 | 19 | 0,27 | 0,27 | 31 | 3 | 35 | 1 | 19 | 0,27 | 0,27 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12. | 32 | 4 | 45 | 29 | 22 | 0,28 | 0,28 | 32 | 4 | 45 | 2 | 22 | 0,28 | 0,28 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 13. | 33 | 2 | 25 | 28 | 24 | 0,29 | 0,29 | 33 | 2 | 25 | 1 | 24 | 0,29 | 0,29 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 14. | 34 | 3 | 40 | 27 | 13 | 0,30 | 0,30 | 34 | 3 | 40 | 2 | 13 | 0,30 | 0,30 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 15. | 35 | 4 | 30 | 26 | 11 | 0,31 | 0,31 | 35 | 4 | 30 | 1 | 11 | 0,31 | 0,31 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 16. | 36 | 2 | 50 | 25 | 20 | 0,32 | 0,32 | 36 | 2 | 50 | 2 | 20 | 0,32 | 0,32 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 17. | 37 | 3 | 15 | 24 | 25 | 0,33 | 0,33 | 37 | 3 | 15 | 1 | 25 | 0,33 | 0,33 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 18. | 38 | 4 | 20 | 23 | 14 | 0,34 | 0,34 | 38 | 4 | 20 | 2 | 14 | 0,34 | 0,34 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 19. | 39 | 2 | 30 | 22 | 10 | 0,35 | 0,35 | 39 | 2 | 30 | 1 | 10 | 0,35 | 0,35 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 20. | 40 | 3 | 40 | 21 | 12 | 0,36 | 0,36 | 40 | 3 | 40 | 2 | 12 | 0,36 | 0,36 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 21. | 41 | 4 | 25 | 20 | 14 | 0,37 | 0,37 | 41 | 4 | 25 | 1 | 14 | 0,37 | 0,37 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 22. | 42 | 2 | 15 | 41 | 17 | 0,38 | 0,38 | 42 | 2 | 15 | 2 | 17 | 0,38 | 0,38 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 23. | 43 | 3 | 30 | 42 | 18 | 0,39 | 0,39 | 43 | 3 | 30 | 1 | 18 | 0,39 | 0,39 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 24. | 44 | 4 | 35 | 43 | 23 | 0,40 | 0,40 | 44 | 4 | 35 | 2 | 23 | 0,40 | 0,40 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 25. | 45 | 2 | 20 | 44 | 20 | 0,42 | 0,42 | 45 | 2 | 20 | 1 | 20 | 0,42 | 0,42 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 26. | 46 | 3 | 25 | 45 | 21 | 0,3 | 0,3 | 46 | 3 | 25 | 2 | 21 | 0,3 | 0,3 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 27. | 47 | 4 | 15 | 46 | 15 | 0,25 | 0,25 | 47 | 4 | 15 | 1 | 15 | 0,25 | 0,25 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 28. | 48 | 2 | 40 | 47 | 14 | 0,27 | 0,27 | 48 | 2 | 40 | 2 | 14 | 0,27 | 0,27 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 29. | 49 | 3 | 45 | 48 | 13 | 0,33 | 0,33 | 49 | 3 | 45 | 1 | 13 | 0,33 | 0,33 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 30. | 50 | 4 | 50 | 49 | 18 | 0,366 | 0,366 | 50 | 4 | 50 | 2 | 18 | 0,366 | 0,366 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
ОСНОВНАЯ ЛИТЕРАТУРА и средства обучения
1. Н.Н. Чернов. Металлорежущие станки. "Машиностроение", 1986 г.
2. С.Е. Локтева. Станки с программным управлением. "Машиностроение", 1986г.
3. А.М. Кучер. Немые кинематические схемы металлорежущих станков., Л. «Машиностроение», 1977 г.
4. А А Локтев. Сборник задач по настройке металлорежущих станков. "Машиностроение", 1972г.
5. Информационные компьютерные программы по прогрессивному технологическому оборудованию, технологической оснастки и инструмента.
6. Конспект лекций
7. Комплект плакатов по предмету «Технологическое оборудование»
8. Действующие станки в учебно-производственных мастерских.
9. Действующие модели станков и механизмов.
ДОПОЛНИТЕЛЬНАЯ:
1. А.Н. Ковшов, ВА. Ратмиров и др. Наладка станков с программным управлением. М., Высшая школа, 1976 г.
2. В.А. Лещенко. Станки с числовым программным управлением. /Специализированное/. М,, Машиностроение, 1979 г.
3. Р.Б. Марголит. Наладка станков с программным управлением. М., Машиностроение, 1985г.
4. Справочник металлиста. М., Машиностроение, 1986 г.
5. Информационное программное обеспечение
Технологическое оборудование
Методические рекомендации и контрольные задания
для студентов заочной формы обучения
образовательных учреждений среднего
профессионального образования по специальностям
Технического профиля
(базовый уровень}
Чебоксары 2009
УДК 811.161.1 ББК 81.2 Рус-я 723 Р89
Составитель:
Алексеев Б.Л.. Технологическое оборудование. Методические рекомендации и контрольные задания для студентов заочной формы обучения образовательных учреждений среднего профессионального образования по специальностям технического профиля (базовый уровень): Методические рекомендации. - Чебоксары: РГОУ СПО «ЧМТ», 2009.- 102 с.
Составлены в соответствии с примерной программой, введенной в действие Управлением среднего профессионального образования Минобразования РФ
2004 год
Рецензенты:
Печатается по решению научно-методического совета РГОУ - СПО_ «Чебоксарский машиностроительный техникум». Протокол № _____ от «_____» ____________ 2009 г.
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
Программой предмета "Технологическое оборудование" предусматривается изучение учащимся устройства, наладки и эксплуатации технологического оборудования для механической обработки деталей с целью разработки в дальнейшем технологических процессов и их реализации на универсальных станках и станках с программным управлением.
Изучаемый материал предмета основывается на знаниях, полученных учащимся по черчению, технической механики, общей электротехники с основами промэлектроники, основам обработки материалов и инструментов, технологии конструкционных материалов и является базой для изучения предметов специального цикла.
В результате изучения предмета «Технологическое оборудование» учащиеся должны:
- знать устройство, технологическую наладку и работу оборудования, номенклатуру существующего технологического оборудования для механической обработки деталей, технологические возможности каждого вида оборудования, методику реализации этих возможностей;
- уметь выбирать наиболее экономически целесообразное оборудование для выполнения заданной работы, производить расчет настройки технологического оборудования, наладку основных типов станков, владеть приемами работы на основных видах технологического оборудования.
Изучение предмета должно способствовать формированию профессионального достоинства и социальной ответственности за качество и результаты труда, развитию познавательной активности и самостоятельности, творческих способностей и профессионального мышления.
При изучении предмета рекомендуется сначала дать учащимся общие понятия о технологическом оборудовании и его наладке, о назначении станков с программным управлением, о системах с ЧПУ, а затем начинать изучение групп станков, начиная универсальными и заканчивая станками с программным управлением. В конце курса ознакомить учащихся с эксплуатацией станков.
Преподаватель должен прививать учащимся навыки самостоятельной работы с технической и справочной литературой, самостоятельного изучения несложных вопросов программы. Содержание и объем самостоятельной работы на учебных занятиях и внеаудиторно определяет предметная (цикловая) комиссия.
Учащимся можно рекомендовать такие виды заданий, направленные на формирование профессиональных и учебных умений, как работа с учебной и справочной литературой, нормативными документами, составление и чтение кинематических схем, выполнение расчетов, анализ производственных ситуаций, подготовка к деловым играм и участие в них и др.
Для закрепления теоретических знаний и умений программой предмета предусмотрено проведение практических занятий и выполнение лабораторных работ, которые должны проводиться после изучения соответствующих тем.
Перед проведением практических занятий и лабораторных работ учащиеся должны получить необходимый инструктаж о порядке выполнения работ и технике безопасности.
Для лучшего усвоения учебного материала его изложение необходимо сопровождать демонстрацией наглядных пособий, плакатов, макетов, учебных диафильмов и др.
При изложении материала предмета следует широко использовать примеры из практики, знакомить учащихся с действующими ГОСТами, нормами точности станков, постоянно обращать внимание на вопросы охраны труда, промышленной санитарии и техники безопасности, относящиеся непосредственно к изучаемым станкам.
Тематические планы для групп вечернего и заочного обучения составляется предметными (цикловыми) комиссиями, исходя из времени предусмотренного учебными планами на изучение предмета, и утверждаются заместителями директора техникума по учебной работе.
Примерный тематический план
Введение
Раздел 1. Основные понятия о металлорежущих станках
1.1. Общие сведения о металлорежущих станках
1.2. Методика наладки станков
Раздел 2. Общие сведения о станках с программными управлением
2.1. Назначение станков с ПУ
2.2. Общие сведения о числовом программном управлении
Раздел 3. Металлорежущие станки, устройство, кинематика, наладка
3.1. Токарно-винторезные станки
3.2. Лобовые токарные и карусельные станки
3.3. Токарно-револьверные станки
3.4. Токарные автоматы и
полуавтоматы
3.5. Токарные станки с ПУ
3.6. Станки сверлильно-расточной группы
3.7. Станки сверлнльно-расточные группы с ПУ
3.8. Фрезерные станки
3.9. Делительные головки
3.10. Фрезерные станки с ПУ
3.11. Многоцелевые станки с ЧПУ
3.12 Станки строгальнопротяжной группы
3.13. Шлифовальные и доводочные станки
3.14. Шлифовальные станки с ЧПУ
3.15. Резьбообрабатывающие станки
3.16. Зубообрабатывающие станки
3.17. Зубообрабатывающие станки с ПУ
3.18. Агрегатные станки
3.19. Агрегатные станки с ПУ
Раздел 4. Прочие станки
4.1. Станки для электрофизических и электрохимических методов обработки
4.2. Станки, работающие методом пластического деформирования
Раздел 5. Эксплуатация технологического оборудования
5.1. Транспортировка,
установка на фундамент и паспортизация
5.2. Особенности эксплуатации
оборудования с ЧПУ
СОДЕРЖАНИЕ УЧЕБНОЙ ДИСЦИПЛИНЫ
«Технологическое оборудование»,
Введение
Сущность предмета и его задачи. Значение предмета в подготовке специалистов. История развития станкостроения, роль отечественных инженеров и учебных в его развитии.
Значение станкостроительной промышленности в народном хозяйстве страны. Требования к знаниям и умениям учащихся.
РАЗДЕЛ 1. ОСНОВНЫЕ ПОНЯТИЯ О МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Тема 1.1. Общие сведения о металлорежущих станках.
Классификация металлорежущих станков: по виду выполняемых работ, по массе, по степени точности, специализации и автоматизации. Условные обозначения станков.
Классификация движений в металлорежущих станков. Основные (рабочие) движения в станках, их характеристика и размеренность. Вспомогательные движения.
Студенты должны знать:
- классификацию и нумерацию станков;
- виды движений рабочих органов станков, их назначение.
Студенты должны уметь:
- расшифровать модели станков;
- определять назначение и размеренность движений рабочих органов.
Тема 1.2. Методика наладки станков.
Общие сведения о наладке металлорежущих станков. Методы подбора сменных колес гитар..
Студенты должны знать:
- основные этапы наладки технологического оборудования;
- методы подбора гитар сменных колес.
Студенты должны уметь:
- производить кинематический расчет настройки цепей станка.
кинематический расчет настройки цепей станка.
Последнее изменение этой страницы: 2019-04-19; Просмотров: 416; Нарушение авторского права страницы

































































































































































 Рис. 1 кинематическая схема токарно – винторезного станка
Рис. 1 кинематическая схема токарно – винторезного станка

















 1об. шп. iпост icм Рх.в = Рр , откуда icм =
1об. шп. iпост icм Рх.в = Рр , откуда icм = 








 Каждой гитаре придается определенный набор сменных колес. Нормальные комплекты сменных зубчатых колес для различных станков приведены в книгах (22), (34).
Каждой гитаре придается определенный набор сменных колес. Нормальные комплекты сменных зубчатых колес для различных станков приведены в книгах (22), (34).






























































































 icм = 0,817 ≈
icм = 0,817 ≈ 






 icм =
icм =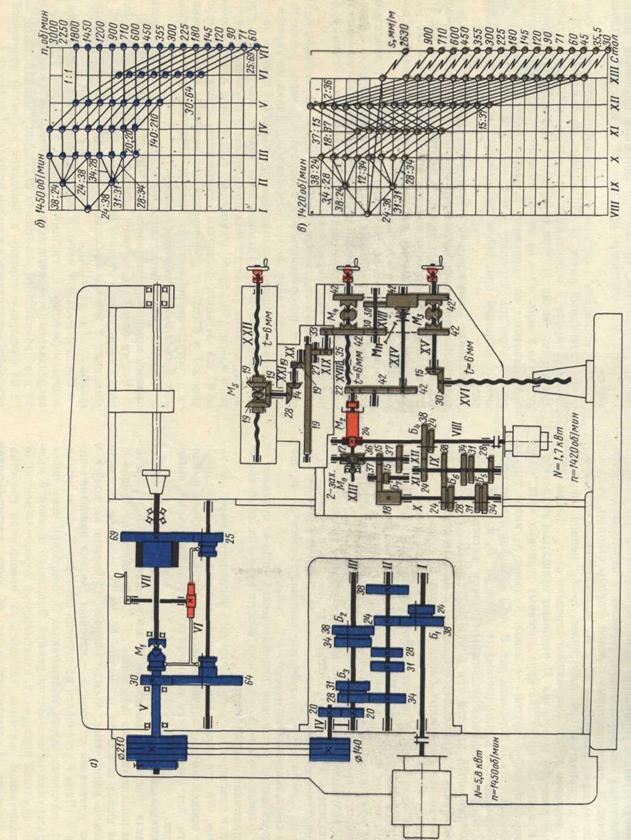
 80 + 50 ≥ 90 + (15...22), 140 > 90 +22
80 + 50 ≥ 90 + (15...22), 140 > 90 +22








