|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
МОДИФИКАЦИИ УНИВЕРСАЛЬНО-ФРЕЗЕРНЫХ СТАНКОВ
На базе универсально - фрезерных станков каждого типоразмера обычно выпускают еще две модификации данного вида оборудования вертикально - и горизонтально - фрезерные станки. Дмитровский завод фрезерных станков выпустил на базе станка модели 6Н81 еще две модификации станков - модели 6Н81а И 6Н11КП. Широкоуниверсальный станок модели 6Н81А предназначен для всех видов фрезерования. Шпиндель в станке может занимать горизонтальное, вертикальное и наклонное (под любым углом) положения, шпиндельная головка может перемещаться в поперечном направлении по отношению к среднему пазу стола, что позволяет обрабатывать изделие без их перестановки. Вертикальный копировально-фрезерный станок модели 6Н11КП имеет программное управление. Станок предназначен для обработки криволинейных контуров, кулачков, штампов и прессформ.
НАЗНАЧЕНИЕ УНИВЕРСАЛЬНО- ФРЕЗЕРНОГО СТАНКА Станок предназначен для фрезерования различных деталей сравнительно небольших размеров в основном цилиндрическими фрезами в условиях индивидуального и серийного производства. Наличие поворотного стола позволяет нарезать винтовые канавки при изготовлении косозубых колес, фрез, зенкеров, разверток и тому подобных деталей. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СТАНКА Рабочая поверхность стола в мм............. 250 х 1000 Пределы угла поворота стола в градусах.... + 45 Наибольшее перемещение стола в мм: продольное................................................... 650 поперечное.................................................. 200 вертикальное............................................... 400 Расстояние от оси шпинделя до хобота в мм....... 150 Число скоростей вращения шпинделя.................. 16 Предел чисел оборотов шпинделя в минуту..... 65-1800 Мощность главного электродвигателя в КВт....... 5,8 Количество скоростей подач стола....................... 16 Пределы скоростей подач в мм/мин: продольных................................................ 35 - 980 поперечных................................................. 25 - 765 вертикальных............................................. 12 - 380 Скорость быстрого продольного перемещения стола в мм/ мин......................................................... 2600 Мощность электродвигателя привода подач в КВт...................................................................... 1,7
ОСНОВНЫЕ УЗЛЫ И ОРГАНЫ УПРАВЛЕНИЯ СТАНКА А - станина с коробкой скоростей и шпиндельным узлом. Б- хобот с подвесками. В - дополнительная связь консоли с хоботом. Г - поворотная часть стола. Д - поперечные салазки. Е - стол. Ж - консоль с коробкой подач. 3 - основание с резервуаром для охлаждающей жидкости. 1. рукоятка переключения коробки скоростей 2. рукоятка включения перебора шпинделя 3. рукоятка ручного продольного перемещения стола 4. рукоятка управления продольной подачей стола 5. рукоятка управления поперечной подачей 6. рукоятка управления вертикальной подачей 7. рукоятка ручного вертикального перемещения стола 8. маховичок переключения коробки подач 9. рукоятка переключения перебора коробки подач.
Рис. Общий вид универсально-фрезерного станка
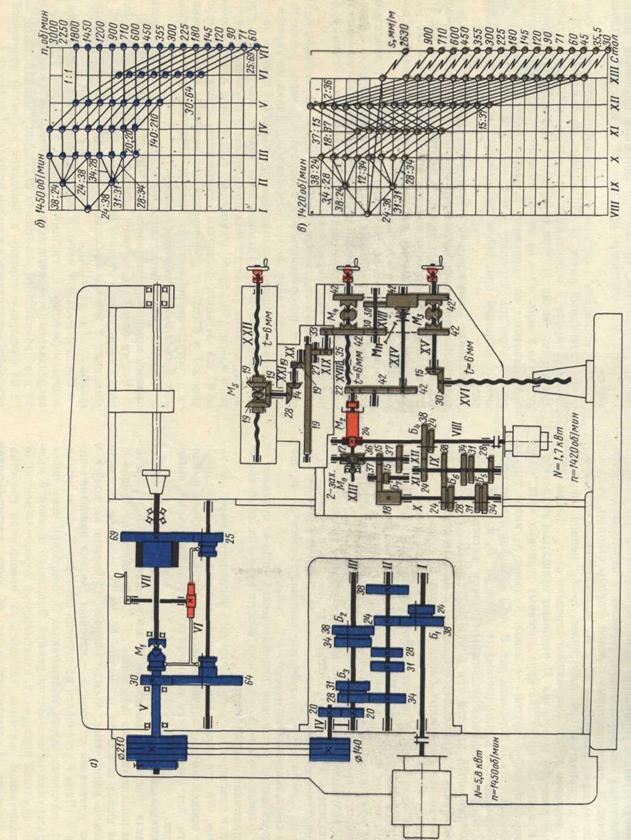
ПРИНЦИП РАБОТЫ Обрабатываемые детали закрепляются непосредственно на столе, в машинных тисках или специальных приспособлениях, устанавливаемых на столе станка. При необходимости для деления заготовки на несколько равных частей применяют универсальную делительную головку. Насадные фрезы закрепляют на консольных или опорных оправках. Для поддержания шпиндельных оправок применяют хобот с центральной и концевой подвесками. Хвостовые фрезы закрепляют непосредственно в конусе шпинделя или цанговом патроне. Торцевые фрезерные головки устанавливают и закрепляют на торце шпинделя. Настройка станка в соответствие с конфигурацией и размерами обрабатываемой детали производится за счет быстрых механических или ручных перемещений стола Е, поперечных салазок Д и консоли Ж. При нарезании винтовых канавок поворачивают стол в соответствие с углом наклона фрезеруемой винтовой канавки. При работе на тяжелых режимах для повышения жесткости узла консоли устанавливают дополнительную связь В. ДВИЖЕНИЕ В СТАНКЕ Движение резания. От фланцевого электродвигателя мощностью 5,8КВт движение передается полужесткой муфтой валу I коробки скоростей. На валу I коробки перемещается по шлицам двойной подвижной блок шестерен Б1. На II валу неподвижно закреплены шестерни 34, 31, 28, 24. По валу III перемещаются два двойных подвижных блока шестерен Б2 Б3. В зависимости от положения блока Bi движение передается валу II через шестерни 38-24 или через шестерни 24 - 38. В зависимости же от положения блоков Б2 Б3 вращение передается от вала II валу III через шестерни 34 - 28 или 31 —31, если включен блок Б3, либо через шестерни 28 - 34 или 24-38, если включен блок Б2. Всего таким образом вал III имеет восемь скоростей вращения. Выводной шкив 140 коробки скоростей установлен на отдельном валике IV и получает вращение от вала III через шестерни 20 - 20. Далее вращение передается тремя клиновыми ремнями через шкив 210 полому валу V, расположенному соосно со шпинделем станка. На противоположном конце вала V имеется шестерня 30. При выключенной кулачковой муфте M1 движение шпинделю VII передается от вала V через шестерни 30 - 64, переборный валик VI и шестерни 25 - 69. Высокие числа оборотов передаются шпинделю непосредственно от вала V, когда муфта M1 включена, а шестерни 64 и 25 выведены из зацепления соответственно с шестернями 30 и 69. Перебор удваивает количество скоростей, обеспечивая шпинделю шестнадцать различных чисел оборотов в минуту. Наименьшее число оборотов шпинделя nmin с учетом упругого скольжения ремня определяется зависимостью:
24x24x20x140 30x25 nmin-1450-0,985---------------------.. --------- =64об/мин 38x38x20x210 64х69
Движения подач. Как при подаче, так и при быстрых перемещениях механизмы консоли получают вращение от фланцевого электродвигателя мощностью 1,7 КВт, непосредственно связанного полужесткой муфтой с первым валом VIII коробки подач. Валу IX вращение передается блоком Б4 через шестерни 24-38 или шестерни или шестерни 38 - 24. Вал X получает вращение через блок Б5 или Б6 и имеет восемь скоростей. На конце вала X закреплена широкая шестерня 18, которая находится в постоянном зацеплении с шестерней 37 подвижного блока Б7. Шестерни блока Б7 могут зацепляться с шестернями 15 или 37, жестко закрепленными на валу XII, обеспечивая этому валу шестнадцать различных скоростей вращения. От вала XII вращение передается через червячную передачу 2-36 и обгонную муфту М0 валу XIII. На противоположном конце вала XIII закреплена шестерня 22, которая через шестерни 42 и 42 вращает центральный вал XIV коробки реверсов. Распределительная шестерня 42 связана с валом XIV предохранительной муфтой Мп и зацепляется одновременно с шестерней 30, закрепленной на валу XVII, и с правыми шестернями 42 и 42, свободно сидящими на валах XV и XVIII. Левая шестерня 30, закрепленная на валу XVII, находится в постоянном зацеплении с левыми шестернями 42 и 42, свободно сидящими на валах XV и VIII. Нетрудно видеть, что левые шестерни 42 и 42 будут вращаться с такой же скоростью, как и правые шестерни 42 и 42, но в обратном направлении. Кулачковая муфта М3 служит для реверсирования вертикальной подачи стола, осуществляемой ходовым винтом XVI, который получает вращение от коробки реверса через коническую передачу 15-30. Кулачковая муфта М4 установлена для реверсирования поперечной подачи, осуществляемой винтом XVIII. Движение продольной подачи стола заимствуется от коробки реверсов и передается шестерне 33 и далее через шестерни 35 - 27, шестеренчатый вал 19, шестерни 19 - 19, коническую передачу 14 — 28 и конический реверс 19-19-19 продольному ходовому винту XXII. Кулачковая муфта Ms служит для реверсирования продольной подачи.
Скорость наименьшей продольной подачи Smin определяется из зависимости 24 х 28 х 18 х 15 х 2 х 22 х 42 х 30 х 35 х 14 х 19 Smin=1420-------------------------------------------------6=З0мм/МИН 38 х 34 х 37 х 37 х 36 х 42 х 30 х 33 х 19 х 28 х 19 Скорость наибольшей поперечной подачи Sn max может быть определена из выражения 38x38x18x2x2242x30 Snmax= 1420-------------------------------6 = 750 ММ/МИН. 24x24x15x36x42x30x42 Быстрые перемещения стола, поперечных салазок и консоли. Эти перемещения осуществляются с постоянной скоростью. В этом случае вращение от электродвигателя, минуя коробку подач, непосредственно передается через вал VIII, винтовые колеса 12 - 24 и фрикционную муфту М2 валу XIII и далее рабочим органам станка. При быстром вращении вал XIII благодаря наличию обгонной муфты М0 автоматически расцепляется с корпусом червячной шестерни 36. Скорость быстрых перемещений стола S6 в продольном направлении выражается следующим отношением:
12x22x42x30x35x14x19 S6 = 1420------------------------------------------------- 6 = 2600 мм/мин. 24x42x30x33x19x28x19
Рис. Кинематическая схема универсально-фрезерного станка модели 6Н81
|
Последнее изменение этой страницы: 2019-04-19; Просмотров: 319; Нарушение авторского права страницы