|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Техническая характеристика станка.
Наибольший наружный диаметр обрабатываемых колес в мм: с наружным зацеплением ...................................................... 500 с внутренним зацеплением .................................................... 550 Наименьший наружный диаметр обрабатываемых колес в мм: ................................................. 20 Наибольшая длина обрабатываемого зуба в мм: с наружным зацеплением ....................................................... 105 с внутренним зацеплением .................................................... 75 Пределы модулей зубьев колес, нарезаемых по стали в мм ...................................................... 2- 6 Пределы чисел двойных ходов долбяка в минуту .......................... 125 - 359 Наибольший угол наклона винтового зуба в град. ...........................23 Наибольший ход долбяка в мм ...........................................................125 Пределы величин круговых подач на двойной ход долбяка ....................................................................... 0,17 - 0,44 Мощность главного электродвигателя в кВт ....................................2,8
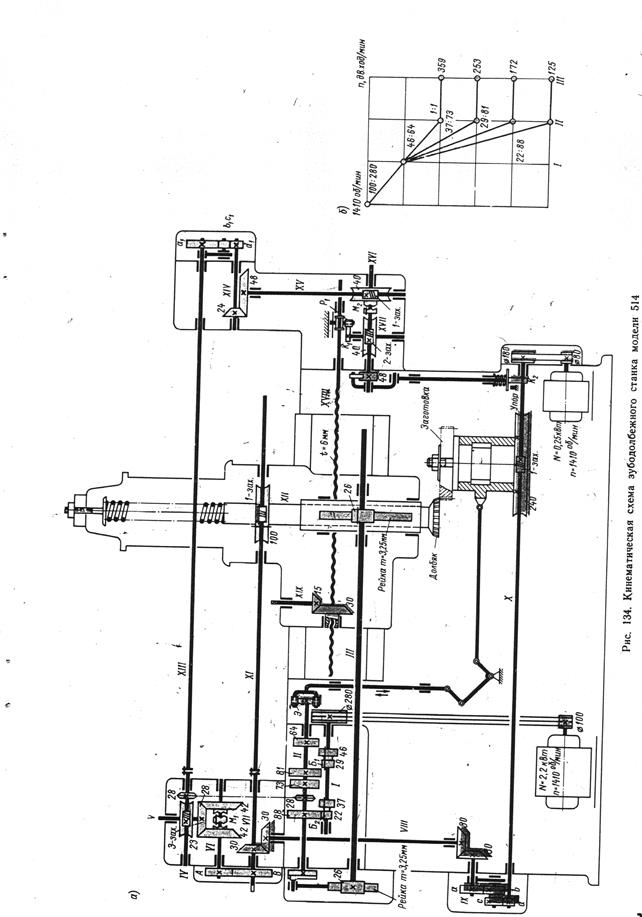
Основные узлы станка (рис.1). А - нижняя часть станины; Б -делительная гитара; В - верхняя часть станины; Г - кривошипно -шатунный механизм привода шпинделя с долбяком; Д -шпиндельная головка; Е - механизм радиальной подачи шпиндельной головки; Ж - стол.
Органы управления. 1 - квадрат для ручного перемещения шпиндельной головки; 2 - квадрат для ручного поворота долбяка и заготовки; 3 - рычаг для изменения направления вращения долбяка и заготовки; 4 - кнопочная станция; 5 - рычаг включения, радиальной подачи долбяка; 6 - квадрат для ручного поворота кулачка радиальной подачи долбяка.
Движения в станке. Движение резания - прямолинейное возвратно- поступательное движение шпинделя с долбяком. Движение подач - вращение долбяка относительно своей оси (круговая подача) и радиальное перемещение шпиндельной головки в период врезания (радиальная подача). Движением деления и обкатки является согласованное движение стола с заготовкой. Вспомогательные движения — отвод стола с заготовкой от долбяка в момент его обратного хода и быстрое установочное вращение стола с заготовкой. К вспомогательным движениям следует отнести также движение счетного механизма для автоматического выключения станка.
Принцип работы. Станок работает по методу обкатки, воспроизводя зацепление двух цилиндрических колес, одно из которых является режущим инструментом (долбяком), а второе -заготовкой. Долбяк закрепляется на конец шпинделя и получает прямолинейное возвратно — поступательное движение. При движении вниз долбяк совершает рабочий ход, снимая стружку с заготовки. Обратный ход долбяка является холостым; в это время стол с заготовкой отводится на небольшое расстояние от долбяка. К моменту начала рабочего хода стол возвращается в исходное положение. До начала обработки долбяк подводится вплотную к наружной поверхности заготовки. После этого включается радиальная подача шпиндельной головки для обеспечения врезания долбяка в заготовку на требуемую глубину. По окончании врезания радиальная подача прекращается, и заготовка в течении полного оборота нарезается только с круговой подачей. В зависимости от величины модуля нарезаемого колеса его обработка осуществляется в один, два и три прохода. При многопроходной обработке процесс врезания повторяется перед каждым проходом. При нарезании зубчатых колес с косыми зубьями используют винтовые направляющие и косозубые долбяки. В этом случае долбяк совершает возвратно-винтовое движение в соответствии с углом наклона зубьев нарезаемого колеса. Направление наклона зубьев долбяка должно быть противоположным направлению наклона зубьев нарезаемого колеса. Станок работает по полуавтоматическому циклу, для чего служит специальный храповой счетный механизм, обеспечивающий автоматическое включение станка по окончании-нарезания зубчатого колеса.
Движение резания. Привод движения резания (рис.2) состоит из клиноременной передачи, четырехступенчатой коробки скоростей, кривошипно-шатунного и реечного механизмов. Вращение от электродвигателя мощностью 2,2 кВт передается валу I коробки скоростей клиноременной передачей 100 - 280. На валу I расположены два двойных подвижных блока шестерен Б1 и Б2, благодаря которым вал II может иметь четыре различные скорости вращения. На левом конце вала II закреплен кривошипный диск с радиальным пазом. В нем закрепляется переставной кривошипный палец, который посредством шатуна связан с рейкой, находящейся в постоянном зацеплении с шестерней 26. Последняя закреплена на приводном валу III. При вращении вала II кривошипно-шатунно-реечный механизм сообщает возвратно-поступательное движение валу III, которое с помощью реечной шестерни 26 и рейки, закрепленной на гильзе шпинделя, преобразуется в прямолинейное возвратно-поступательное движение шпинделя. Максимальное число двойных ходов шпинделя в минуту nд.х. max можно определить из выражения
Движение подач. Эти движения заимствуются от вала II коробки скоростей и передаются цепной передачей 28-28 валу IV распределительной коробки. Далее кинематические цепи разветвляются. Круговая подача шпинделя XII с долбяком сообщается от вала IV через червячную передачу 2 - 23, вал V, конический реверс 28 -42 - 42, вал VI, сменные колеса А - В гитары круговых подач, вал VII, вал XI и червячную передачу 1 - 100. Величина круговых подач Sкр в м/дв. ход может быть определена из выражения:
где m и zД - соответственно модуль и число зубьев долбяка. ,
Вращение кулачку K1 сообщающему радиальную подачу шпиндельной головки, передается от вала IV валом XIII, сменными колесами а1 - b1 и c1 - d1 гитары радиальных подач, валом XIV, коническими шестернями 24 - 48, валом XV, червячной передачей 1 - 40, муфтой М2, валом XVI, червячной передачей 2 - 40 и валом XVII. Кулачок К1 через ролик Р1 сообщает поступательное движение ходовому винту XVIII связанному со шпиндельной головкой маточной гайкой, выполненной совместно с коническим колесом 30. Величина радиальной подачи Sp определяется. выражением:
где Н – шаг подъема архимедовой спирали кулачка К1 в мм. Подбор сменных колес гитары радиальной подачи производится по формуле:
Движение деления и обкатки. Это движение заимствуется от вала VII и через конические шестерни 30 - 30, вал IX, сменные колеса а - b и с - d делительной
гитары, вал X и червячную передачу 1 - 240 передается столу с заготовкой. Для осуществления правильного процесса деления и обкатки необходимо, чтобы числа оборотов nД шпинделя с долбяком и nK стола с нарезаемым колесом были обратно пропорциональны их числам зубьев zД и zК т.е.
Кинематическая цепь, связывающая вращения шпинделя с вращением стола имеет вид:
Отсюда получаем формулу для подбора сменных колес делительной гитары
Вспомогательные движения. Отвод стола с заготовкой при обратном ходе долбяка производится кулачково-рычажным механизмом. На правом конце вала II закреплен эксцентрик Э, который через два взаимосвязанных ролика и систему рычагов перемещает стол с заготовкой. Быстрое установочное вращение стола с заготовкой производится от отдельного электродвигателя мощностью 0,25 кВт, движение от которого через плоскоременную передачу 80 - 180, вал X и червячную передачу 1 - 240 передается столу. Счетно - выключающее устройство приводится в движение от вала X через кулачок к2 и рычажно-храповой механизм с регулируемым упором. Вал XIX и конические шестерни 15-30 служат для ручного установочного перемещения шпиндельной головки.
СОДЕРЖАНИЕ ОТЧЕТА. |
Последнее изменение этой страницы: 2019-04-19; Просмотров: 254; Нарушение авторского права страницы