|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
В.З.Гребенкин, А.А.Дегтярев, В.А.Летягин,Стр 1 из 6Следующая ⇒
В.З.Гребенкин, А.А.Дегтярев, В.А.Летягин, О.В.Панкратов, А.И.Погалов, Е.А.Сахаров
МЕТРОЛОГИЯ. ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ
Лабораторный практикум Под редакцией доцента А.А.Дегтярева Утверждено редакционно-издательским советом института Москва 2007
Содержание Стр. ТЕОРЕТИЧЕСКАЯ ЧАСТЬ ..…………………………………………………..
ПРАКТИЧЕСКАЯ ЧАСТЬ ……………………………………………………... Лабораторная работа № 1. Поверка штангенциркуля ………………………... Лабораторная работа № 2. Калибровка микрометра …………………………. Лабораторная работа № 3. Метрологическая аттестация манометра ……….. Лабораторная работа № 4. Исключение систематической составляющей погрешности при измерении электрических величин …………….. Лабораторная работа № 5. Статистический контроль партии деталей ……… Лабораторная работа № 6. Определение функции преобразования тензометрического измерительного преобразователя …………….. Лабораторная работа № 7. Контроль линейных размеров …………………… Лабораторная работа № 8. Определение действительного значения зазора в посадке ……………………………………………………… Лабораторная работа № 9. Измерение погрешностей формы и расположения поверхностей ……………………………………....... Лабораторная работа № 10. Измерение отклонения от круглости и параметров волнистости поверхности вращения ……………......... Лабораторная работа № 11. Измерение параметров шероховатости ……….. Лабораторная работа №12. Измерение толщины полупроводниковой пластины и тонкой пленки ………………………………………….. Лабораторная работа №13. Контроль размеров и расположения элементов интегральной микросхемы …………………………....... Лабораторная работа №14. Элементный контроль резьбы …………………. Лабораторная работа №15. Контроль точности зубчатого колеса ………..... Лабораторная работа №16. Оценка микротвердости поверхности …………
- 3 -
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ 1.1 Термины и определения
Метрология – наука об измерениях, методах и средствах обеспечения их единства и способах достижения требуемой точности. Измерение – процедура сравнения конкретного проявления измеряемого свойства со шкалой измерений этого свойства с целью получения результата измерения. Измерение с однократным наблюдением базируется на данных одного наблюдения; с целью повышения надежности результата измерения (исключения выбросов) иногда делают 2 или 3 наблюдения и за результатизмерения принимают среднее арифметическое значение результатов этих наблюдений. Измерение с многократными наблюдениями базируется на результатах не менее четырех наблюдений; для получения результата измерения и характеристики случайной составляющей погрешности этого результата выполняют статистическую обработку ряда результатов наблюдений. Истинное значение величины – значение величины, которое идеальным образом отражает измеряемое свойство, характеризуемое количественными различиями. Действительное значение величины – полученное экспериментальным путем значение величины, настолько близкое к ее истинному значению, что может быть использовано вместо него для цели конкретного измерения. Единица измерения – величина фиксированного размера, для которой условно принято числовое значение, равное 1 (единице). Результат измерения – оценка качественного свойства или значение величины, полученные путем измерения. Точность – степень близости результата измерения к опорному (истинному, действительному) значению; количественно характеризуется погрешностью. Точность результата измерения количественно характеризуется его погрешностью.
- 4 -
1.2 Погрешности измерения
Погрешность результата измерения – отклонение результата измерения от истинного значения измеряемой величины. На практике погрешность заменяется ее приближенной оценкой, равной отклонению результата измерения от действительного значения величины. Различают следующие виды погрешностей измерения и их составляющих: . абсолютная погрешность Δ X, равная разности между результатом измерения XИ и действительным значением Q измеряемой величины: Δ X = XИ – Q ; абсолютная погрешность – величина алгебраическая, ее размерность равна размерности измеряемой величины; . относительная погрешность , которая равна отношению абсолютной погрешности к значению измеряемой величины: δ = Δ X / Q; относительная погрешность имеет знак («плюс» или «минус»), она безразмерна; · приведенная погрешность средства измерений есть отношение абсолютной погрешности к нормирующему значению измеряемой величины: γ = Δ X/ QН; . систематическая погрешность – составляющая погрешности измерения, остающаяся неизменной или закономерно изменяющаяся при повторных измерениях величины в одних и тех же условиях; . случайная погрешность – составляющая погрешности измерения, изменяющаяся непредсказуемым образом при повторных измерениях величины в одних и тех же условиях; . выброс (грубая погрешность, промах) – аномальная по величине случайная погрешность отдельного наблюдения, которая приводит к явному искажению результата измерения; выброс должен быть обнаружен и исключен при определении результата измерения; . методическая погрешность – составляющая погрешности измерения, обусловленная влиянием способа применения средства измерений и алгоритма, по которому производится вычисление результата измерения; . инструментальная погрешность – составляющая погрешности измерения, обусловленная погрешностью применяемого средства измерений; . субъективная (личная) погрешность обусловлена, в частности, погрешностью отсчета оператором показания по шкале средства измерений; . дополнительная погрешность – составляющая погрешности измерения, обусловленная отклонением реальных условий измерения от нормальных условий (температура окружающей среды 20 0С, атмосферное давление 1,013.105 Па, относительная влажность воздуха 58 %, ускорение свободного падения 9,8 м/с2, отсутствие влияния внешних сил, отсутствие движения внешней среды и т.п.).
- 5 -
Поправка – алгебраическая величина, которую следует прибавить к показанию средства измерений, чтобы результат измерения стал более близким к действительному значению измеряемой величины. Поправка численно равна погрешности, взятой с обратным знаком. Результат измерения, учитывающий поправку, называют исправленным.
1.3 Методы измерений
Метод измерения – логическая последовательность операций с целью получения результата измерения. Любое измерение является процедурой сравнения измеряемого свойства с мерой этого свойства. Поэтому все методы измерения принципиально являются разновидностями метода сравнения с мерой . В практической метрологии наиболее часто используют такие его разновидности: . нулевой метод, в котором результирующий эффект воздействия измеряемой и эталонной величин на устройство сравнения (компаратор) равен нулю; . метод совпадения, при использовании которого результат измерения получают при совпадении каких-то элементов; например, меток (штрихов основной шкалы и шкалы нониуса в штангенинструментах) или частот периодических сигналов (частоты импульсных сигналов стробоскопа и частоты вращения ротора при измерении его угловой скорости); . метод замещения, в котором измеряемую величину замещают известной величиной, воспроизводимой мерой (измерение массы, когда поочередно на одну и ту же чашку весов помещают измеряемый объект и гири); . метод противопоставления, когда две величины, измеряемая и воспроизводимая мерой, одновременно воздействуют на компаратор в противоположных направлениях (измерение массы, когда измеряемый объект и гири помещают на разные чашки равноплечих весов). При измерении геометрических параметров различают следующие пары методов измерения и контроля: . прямой и косвенный; . непосредственной оценки и дифференциальный; . комплексный и элементный; . контактный и бесконтактный. Прямой метод измерения позволяет определить искомое значение величины непосредственно из опытных данных. При косвенном измерении искомое значение величины рассчитывают на основании известных зависимостей между этой величиной и величинами, значения которых получены прямым методом. Метод непосредственной оценки дает возможность получить значение величины непосредственно по отсчетному устройству средства измерений. - 6 -
Дифференциальное измерение характеризуется определением отклонения измеряемой величины от известной величины, воспроизводимой мерой, по которой было предварительно настроено средство измерений. Искомая величина равна алгебраической сумме размера меры и показания прибора. Комплексный метод контроля обеспечивает оценку годности изделия по величине суммарной погрешности нескольких его элементов (параметров). Элементный метод характеризуется независимым контролем каждого параметра. При контактном методе измерение осуществляется путем непосредственного соприкосновения измерительного наконечника прибора с поверхностью объекта измерения. Бесконтактный метод характеризуется отсутствием контакта поверхностей объекта и средства измерений.
1.4 Средства измерений
Средство измерений – объект, имеющий нормированные метрологические характеристики и предназначенный для воспроизведения и хранения какой-либо части шкалы измерений, выполнения процедуры измерения и получения результата измерения. Основные метрологические показатели аналогового средства измерений: . шкала средства измерений – совокупность отметок (штрихов) и проставленных у некоторых из них чисел отсчета, соответствующих значениям измеряемой величины; . интервал (длина) деления шкалы – расстояние между серединами двух соседних отметок, выраженное в миллиметрах; . цена деления шкалы – изменение измеряемой величины, соответствующее перемещению указателя на одно деление шкалы; . указатель – часть отсчетного устройства, положение которого относительно отметок шкалы определяет показание средства измерений; . чувствительность средства измерений – отношение изменения показаний средства измерений к изменению измеряемой величины; . порог чувствительности (разрешающая способность) – наименьшее значение измеряемой величины, которое вызывает различимое изменение показаний средства измерений; . пределы измерений – наименьшее и наибольшее значения величины, которые могут быть измерены данным средством измерений; . измерительное усилие – сила, с которой измерительный наконечник средства измерений действует на поверхность объекта в направлении линии измерения.
- 7 -
Для цифрового средства измерений нормируют также характеристики цифрового кода: цену единицы наименьшего разряда кода, число разрядов кода, вид выходного кода и др. Средства измерений делят на следующие виды: . меры, которые предназначены для воспроизведения и хранения одного или нескольких размеров величин, значения которых выражены в установленных единицах и известны с необходимой точностью; различают меры однозначные (плоскопараллельная концевая мера длины, угловая мера, гиря, конденсатор постоянной емкости) и многозначные (измерительная линейка, шкала аналогового средства измерений), дискретные (мера твердости, катушка электрического сопротивления) и непрерывные (конденсатор переменной емкости), бесшкальные меры для контроля правильности размеров изделия, формы и расположения его поверхностей (калибры, шаблоны); . измерительные приборы, предназначенные для получения значения измеряемой величины, а также выработки сигнала измерительной информации и его индикации в форме, доступной восприятию оператором; простейшие приборы по установившейся на производстве терминологии называют измерительными инструментами (линейка измерительная, штангенциркуль, микрометр, угломер); . эталоны – устройства, предназначенные и утвержденные для воспроизведения, хранения и передачи участка шкалы измерений или единицы измерения нижестоящим по поверочной схеме средствам измерений; различают эталоны международные, национальные (государственные) – первичные ГПЭ и специальные ГСЭ, вторичные и рабочие (прежнее название: образцовые средства измерений). Для средств измерений характерны следующие виды погрешностей: . аддитивная – абсолютная погрешность, которая не зависит от измеряемой величины; . мультипликативная – абсолютная погрешность, которая пропорциональна измеряемой величине; . нелинейная – абсолютная погрешность, имеющая сложный характер зависимости от измеряемой величины; . приведенная – относительная погрешность, равная отношению абсолютной погрешности Δ X к условно принятому (нормирующему) значению XN измеряемой величины: γ = X / XN ; . статическая, возникающая при условии неизменности измеряемой величины; . динамическая – дополнительная погрешность, обусловленная задержкой реакции средства измерений на изменение измеряемой величины;
- 8 -
. погрешность квантования, которая имеет место в цифровых средствах измерений и обусловлена тем, что при плавном изменении измеряемой величины цифровой прибор не может дать других показаний, кроме ряда дискретных значений; наибольшая разность показания цифрового прибора и измеряемой величины равна погрешности квантования; это вид погрешности может быть определен как абсолютная случайная инструментальная аддитивная статическая погрешность. Суммарное значение погрешности средства измерений нормируется установлением предела допустимой погрешности, которое указывается в нормативном документе для средств измерений данного типа. По отношению к средствам измерений длин и углов предел допустимой погрешности выражают в форме абсолютной погрешности. При измерении электрических величин пределы допустимых погрешностей обычно задают в форме относительных или приведенных погрешностей, выраженных в процентах. Эти погрешности служат базой для определения класса точности прибора, который является обобщенной характеристикой точности средств измерений. Например, для приведенной погрешности γ = ± 1,5 % принятое обозначение класса точности: 1,5; для относительной погрешности δ = ± 0,5 %: 0,5 (в кружочке). При выборе средства измерений определяющее значение имеет его точность. Погрешность средства измерений неизбежно приводит к тому, что при определении годности параметров изделий возникают ошибки контрольной операции. Ошибкой первого рода называют бракование некоторой части годных изделий (« фиктивный брак »). Приемка негодных изделий является ошибкой второго рода (« необнаруженный брак »). Относительное количество неправильно забракованных и неправильно принятых изделий может быть определено вероятностным расчетом. Использование более точного измерительного средства уменьшает вероятность ошибок и первого, и второго рода. Однако при этом возрастает стоимость контрольной операции (более дорогое средство измерений, более высокая квалификация оператора, меньшая производительность контроля). Экономически целесообразное соотношение между погрешностью измерения Δ изм и предельным значением измеряемой погрешности (допуском T) установлено стандартом (ГОСТ 8.051-81 Погрешность, допускаемая при измерении линейных размеров до 500 мм) в форме Δ изм < A мет · T, где А мет = 0,20 … 0,35 – коэффициент, величина которого зависит в основном от номера квалитета. Погрешность измерения Δ изм , которая не должна превосходить некоторого предельного значения Δ пред, складывается из нескольких составляющих: - методической погрешности Δ мет; - инструментальной погрешности Δ СИ; - 9 -
- субъективной погрешности Δ л; - дополнительной погрешности Δ доп. Таким образом, выбор средства измерений по критерию точности сводится к выполнению условия Δ СИ < Δ пред . Значения предельной погрешности измерения приведены в табл.1.
Таблица 1 Предельная погрешность измерения
Номинальный Номер квалитета
размер, 2 3 4 5 6 7 8 9 10 11 12 13 14
мм Предельная погрешность измерения, мкм
До 3 0,4 0,8 1,0 1,4 1,8 3,0 3,0 6 8 12 20 35 50 Свыше 3 до 6 0,6 1,0 1,4 1,6 2,0 3,0 4,0 8 10 16 30 40 60 Свыше 6 до 10 0,6 1,0 1,4 2,0 2,0 4,0 5,0 9 12 18 30 50 80 Свыше 10 до 18 0,8 1,2 1,6 2,8 3,0 5,0 7,0 10 14 30 40 60 90 Свыше 18 до 30 1,0 1,4 2,0 3,0 4,0 6,0 8,0 12 18 30 50 70 120 Свыше 30 до 50 1,0 1,4 2,4 4,0 5,0 7,0 10,0 16 20 40 50 80 140 Свыше 50 до 80 1,2 1,8 2,8 4,0 5,0 9,0 12,0 18 30 40 60 100 160 Свыше 80 до 120 1,6 2,0 3,0 5,0 6,0 10,0 12,0 20 30 50 70 120 180 Свыше 120 до 180 2,0 2,8 4,0 6,0 7,0 12,0 16,0 30 40 50 80 140 200 Свыше 180 дл 250 2,8 4,0 5,0 7,0 8,0 12,0 18,0 30 40 60 100 160 240 Свыше 250 до 315 3,0 4,0 5,0 8,0 10,0 14,0 20,0 30 50 70 120 180 260 Свыше 315 до 400 3,0 5,0 6,0 9,0 10,0 16,0 24,0 40 50 80 120 180 280 Свыше 400 до 500 4,0 5,0 6,0 9,0 12,0 18,0 26,0 40 50 80 140 200 320
1.5 Единицы измерения
Международная система единиц (ГОСТ 8.417-2002 «ГСИ. Единицы величин») включает семь основных единиц, большое число производных единиц и несколько внесистемных единиц, допустимых к применению наравне с единицами SI. Для отражения качественного различия между измеряемыми величинами введено понятие размерности. Размерность – это выражение в форме степенного одночлена, составленного из произведений символов основных единиц в различных степенях, отражающее связь данной единицы величины с основными единицами. Наименования, обозначения и размерности основных и некоторых производных единиц SI приведены в табл.2.
- 10 -
Таблица 2 Единицы Международной системы единиц ( SI)
Единица величины Величина Наименование Обозначение Размерность Длина метр м L Масса килограмм кг M Время секунда с T Сила электрического тока ампер А I Термодинамическая кельвин К Θ температура Сила света кандела кд J Количество вещества моль моль N Площадь квадратный метр м2 L2 Сила ньютон Н L M T-2 Давление паскаль Па L-1 M T-2 Электрическое напряжение вольт В L2 M T-3 I-1 Электрическое сопротивление ом Ом L2 M T-3 I-2
1.6 Измерение и контроль
Измерение – нахождение величины экспериментальным путем с помощью специальных средств, называемых средствами измерений. Измерить величину – значит сравнить ее с другой величиной, подобной ей и принятой за единицу. Поскольку истинное значение измеряемой величины принципиально неизвестно, результат измерения формулируется следующим образом: истинное значение величины X находится в диапазоне XИ + X с вероятностью P. По условиям, определяющим точность результата, измерения делят на три вида: . эталонные – измерения максимально высокой точности, достижимой при существующем уровне науки и техники; . контрольно-поверочные, погрешность которых не должна превышать некоторое заданное значение; . технические, погрешность которых определяется в основном метрологическими характеристиками средств измерений; это – наиболее массовый вид измерений. Контроль – процедура определения соответствия значения параметров изделия установленным требованиям (нормам). Целью контрольной процедуры является рассортировка партии проверяемых изделий на годные, - 11 -
контролируемые параметры которых находятся в пределах установленных границ, и бракованные – с параметрами, значения которых вышли за эти границы. Для получения определенного результата контроля («годен» или «брак») не обязательно проводить измерение. Иногда достаточно зарегистрировать тот факт, что значение контролируемого параметра выходит (или не выходит) за установленные границы, называемые предельными значениями. В таких случаях используют бесшкальные средства измерений – калибры и шаблоны. Если результат контроля определяется на основе значения параметра, полученного измерением, такой контроль называют измерительным. Уменьшению погрешности результата измерения способствует выполнение принципа инверсии и компараторного принципа Аббе. Принцип инверсии требует соблюдения преемственности состояния детали при изготовлении, контроле и в эксплуатации. Согласно принципу инверсии деталь необходимо изготовлять и проверять в условиях, тождественных или близких к эксплуатационным. Для этого технологические и измерительные базы должны совпадать с базами конструкторскими (принцип единства баз). Кроме того, схема измерения должна соответствовать схеме формообразования контролируемой поверхности на финишной операции и схеме относительного движения в работающем механизме. Компараторный принцип Аббе предусматривает последовательное расположение на одной прямой измеряемого линейного размера и основной шкалы средства измерений (или размера меры, по которой произведена его настройка). При несоблюдении принципа Аббе относительный перекос элементов средства измерений приводит к появлению дополнительной инструментальной погрешности. Одной из субъективных ошибок, которую может внести в результат измерения оператор, является погрешность от параллакса. Этот вид погрешности появляется, когда в конструкции аналогового средства измерений расположены в разных плоскостях шкала и указатель шкалы, или основная и нониусная шкалы. Погрешность от параллакса напрямую зависит от угла между направлением визирования и нормалью к плоскости шкалы. Для устранения погрешности от параллакса в некоторых средствах измерений предусмотрено размещение в плоскости шкалы зеркала; отсчет по шкале прибора оператор производит в тот момент, когда он видит совпадение указателя и его изображения в зеркале, то есть визируя по нормали к плоскости шкалы. В цифровых средствах измерений ошибка от параллакса отсутствует в принципе.
ПРАКТИЧЕСКАЯ ЧАСТЬ
Лабораторная работа № 1 ПОВЕРКА ШТАНГЕНЦИРКУЛЯ Цель работы: ознакомление с понятием термина «поверка», видами поверок, объемом и последовательностью операций поверки штангенциркуля, применяемыми средствами поверки; приобретение навыков проведения поверки, оформления протокола поверки. Продолжительность работы: 2 часа. Оборудование и инструменты: измерительная линейка, лекальная линейка, штангенциркуль, гладкий микрометр, набор концевых мер длины.
Теоретические сведения Обеспечение единства измерений – одна из важнейших задач метрологии как науки и области практической деятельности. Единство измерений – состояние измерений, при котором их результаты выражены в узаконенных единицах, а погрешности измерений не выходят за установленные границы с заданной вероятностью. Для обеспечения единства измерений не только необходимо применение узаконенных единиц величин, но также важно, чтобы размер единиц был одинаковым. Для этого следует воспроизводить каждую единицу с максимально возможной точностью с помощью эталонов, хранить единицу в состоянии, обеспечивающем неизменность ее размера во времени, а также регулярно передавать размер единицы всем другим средствам измерений (СИ), проградуированным в этой единице, вплоть до рабочих СИ. Порядок передачи размеров единиц устанавливается документами специального вида, которые называют поверочными схемами. Поверочнаясхема – утвержденный документ, устанавливающий средства, методы и точность передачи размера единицы от эталона рабочим средствам измерений. Поверка средства измерений – совокупность операций, выполняемых с целью определения и подтверждения соответствия средства измерений установленным техническим требованиям. Поверка является необходимым условием обеспечения единства измерений, поскольку именно с ее помощью устанавливается и поддерживается связь каждого средства измерений с государственным эталоном единицы соответствующей величины (в международной метрологической практике эта связь обозначается термином
«прослеживаемость») и подтверждается готовность средства измерений к выполнению измерений с нормированной точностью. Поверка обязательна для всех средств измерений, применяемых в сферах государственного метрологического контроля и надзора. Установлены следующие виды поверок: первичная, периодическая, внеочередная, инспекционная, экспертная. Первичной поверке подлежат средства измерений утвержденных типов при выпуске из производства или ремонта (после их приемки отделом технического контроля), а также при ввозе по импорту. Первичную поверку проходит, как правило, каждое средство измерений. Если национальным органом по метрологии - Ростехрегулированием Российской Федерации (прежнее название – Госстандарт РФ) - заключены международные договора или соглашения о признании результатов поверки, произведенных в зарубежных странах, то средства измерений, ввезенные по импорту из этих стран, не подвергаются первичной поверке в РФ. Периодической поверке через определенные межповерочные интервалы подлежат средства измерений, которые находятся в эксплуатации или на хранении. Первичный межповерочный интервал (МПИ) назначается, как правило, при утверждении типа средства измерений. В процессе эксплуатации размер МПИ может корректироваться. Межповерочный интервал непосредственно связан с метрологической надежностью средств измерений, то есть с их способностью сохранять состояние, при котором метрологические характеристики СИ соответствуют установленным требованиям. Место проведения периодической поверки устанавливает пользователь средства измерений. Необходимость проведения внеочередной поверки возникает при нарушении режима эксплуатации СИ, повреждении поверительного клейма, утере протокола предыдущей поверки, при вводе средства измерений в эксплуатацию после длительного хранения (более одного МПИ) и др. Инспекционная поверка осуществляется при проведении государственного метрологического контроля и надзора. Ее целью является оценка правильности установленных межповерочных интервалов, условий эксплуатации СИ, проверка правильности действий поверителей. Экспертную поверку проводят при возникновении спорных вопросов по метрологическим характеристикам, исправности и правильности эксплуатации СИ. Поверка в рамках метрологической экспертизы средств измерений осуществляется на основании требования (заявления) суда, прокуратуры, органа исполнительной власти. Результаты поверки должны быть оформлены в соответствии с требованиями нормативной документации на поверку. Производится клеймение средства измерений, выдается свидетельство о поверке или делается отметка в паспорте СИ.
Поверка штангенциркуля проводится в соответствии с требованиями ГОСТ 8.113-85 «Штангенциркули. Методика поверки». Процедура поверки штангенциркуля включает следующие операции: . Условия поверки и подготовка к ней. Температура воздуха в помещении, где проводится поверка, должна быть в пределах (20 ± 5) 0С. Перед поверкой штангенциркуль должен быть размагничен, промыт бензином, насухо вытерт и выдержан на рабочем месте не менее трех часов. . Внешний осмотр. Проверяется отчетливость и правильность оцифровки штрихов основной шкалы и шкалы нониуса, отсутствие на измерительных поверхностях следов коррозии и дефектов (сколы, царапины, забоины, вмятины, трещины и др.). Не допускается перекос края нониуса по отношению к штрихам основной шкалы. . Опробование. Необходимо проверить плавность перемещения рамки вдоль штанги, отсутствие перемещения рамки под действием собственного веса, возможность зажима рамки в любом положении в пределах диапазона измерений. Для штангенциркуля с микрометрической подачей дополнительно проверяется возможность плавного регулирования положения рамки на штанге и мертвый ход микрометрической пары, который не должен превышать половины оборота (у новых инструментов – не более трети оборота). При периодической поверке определяют следующие технические и метрологические характеристики штангенциркуля: . длина вылета губок; . отклонение от плоскостности и прямолинейности измерительных поверхностей губок и торца штанги; . отклонение от параллельности измерительных поверхностей губок; . расстояние между измерительными поверхностями губок для внутренних измерений; . погрешность показаний инструмента в нескольких точках, равномерно расположенных по длине основной шкалы и шкалы нониуса. При поверке штангенциркуля, выпускаемого из ремонта, дополнительно определяют: . шероховатость измерительных поверхностей (не более 0,32 мкм по параметру Ra); . расстояние от верхней кромки нониуса до поверхности штанги (не более 0,25 мм при цене деления инструмента 0,05 мм и не более 0.30 мм при цене деления 0,1 мм); . усилие перемещения рамки (не более 15 Н для штангенциркулей с пределами измерения до 250 мм). Результаты поверки оформляются протоколом, форма которого определена стандартом. Основные технические и метрологические
характеристики штангенциркулей (ГОСТ 166-89) приведены в табл.1, где приняты следующие условные обозначения: ЦД – цена деления; КТ – класс точности. Таблица 1 Основные метрологические и технические характеристики штангенциркулей Диапазон измерений, мм Наименование характеристик от 0-125 0-300 0-400 до 0-250 1. Цена деления, мм 0,05 и 0,1 2. Предел допускаемой ЦД 0,05 ± 0,05 погрешности, мм ЦД 0,1 КТ 1 ± 0,05 ± 0,1 КТ 2 ± 0,1 3, Допуск прямолинейности 0,01 мм на 100 длины измерительных поверхностей, мм большей стороны измерительной поверхности 4. Допуск параллель- ЦД 0,05 0,02 мм на 100 мм длины ности измерительных ЦД 0,1 0,03 мм поверхностей для внутренних КТ 1 0,01 губок, мм измерений КТ 2 0,02 5. Расстояние между цилиндрическими губ- не менее 7 мм ками для внутренних измерений 6. Предельные отклонения расстояния меж- ± 0,03 ду губками для внутренних измерений, мм 7. Предельное значение шероховатости Ra 0,32 измерительных поверхностей, мкм 8. Усилие перемещения рамки, Н 15 20 9. Допускаемое уменьше- ШЦ-I до 30 мм ние длины вылета губок ШЦ-II , ШЦ-III на 1/4 их длины 10. Мертвый ход гайки микрометрической 1/3 оборота – при выпуске подачи из производства 1/2 оборота – в эксплуатации
Средства измерений Измерительная линейка является многозначной штриховой мерой и предназначена для измерения размеров 14…18 квалитетов методом непосредственной оценки. Линейки изготовляют из стальной термообработанной ленты. Поверхность измерительной линейки имеет антикоррозийное хромовое покрытие и имеет твердость не менее HV 375 (по шкале Виккерса). По своей конструкции линейка представляет собой полосу 1
шириной 20…40 мм и толщиной 0,5…1,0 мм, на широкой поверхности которой нанесены деления (рис.1). У подавляющего большинства линеек интервал шкалы составляет 1 мм, редко – 0,5 мм. Линейки изготовляют с одной или с двумя шкалами. Погрешность нанесения штрихов на металлической линейке обычно находится в пределах ± (0,1 … 0,2) мм. Погрешность отсчета с помощью измерительной линейки доходит до (0,2 … 0,3) мм. Поверку измерительной линейки производят по штриховому метру, на рабочей поверхности которого нанесены деления с интервалом 0,2 мм и который снабжен двумя лупами с 7-кратным увеличением. Лекальная линейка предназначена для оценки отклонения от прямолинейности поверхности. Материалом для изготовления лекальных линеек служат хромистые стали. Твердость линеек должна быть не ниже HRC 58 (по шкале Роквелла). Лекальные линейки выпускают с разным числом рабочих граней: 1, 3, и 4 (рис.2), которые имеют закругления радиусом 0,2 мм. Длина линеек – от 80 до 500 мм. Лекальные линейки изготовляют двух классов точности. Линейки класса точности 0 применяют при особо точных лекальных работах и при поверке измерительных инструментов. Лекальные линейки класса точности 1 применяют в основном для контроля деталей. Допускаемые отклонения от прямолинейности рабочих граней и размеры лекальных линеек (по ГОСТ 8026-64) приведены в табл.2. Лекальную линейку поверяют по контрольному плоскому бруску, имеющему отклонение от плоскостности не более 0,06 мм.
Таблица 2 Точность и размеры лекальных линеек Класс точности Тип 0 1 Размеры, мм линейки Допускаемое отклонение L x B x H от прямолинейности, мм 0,6 1,6 80 х 22 х 6 ЛД 0,6 1,6 125 х 27 х 6 1,6 2,5 200 х 30 х 8 1,6 2,5 320 х 40 х 8
ЛТ 1,6 2,5 200 х 26 1,6 2,5 320 х 30
ЛЧ 1,6 2,5 200 х 20 1,6 2,5 320 х 25
Проверку прямолинейности с помощью лекальной линейки производят методом световой щели – прикладыванием рабочей части линейки к измеряемой поверхности и оценкой «на глаз» величины просвета. Для накопления навыков в оценке просвета обычно используют образец просвета (рис.3). Измеряемый просвет сравнивают визуально с набором образцовых просветов. «На глаз» можно с достаточной точностью (2 – 3 мкм) оценить просвет до10 мкм. Штангенинструменты ( штангенциркули, штангенглубиномеры, штангенрейсмасы, штангензубомеры и др.) являются наиболее распространенными измерительными инструментами для линейных измерений. Штангенциркуль предназначен для непосредственных измерений размеров внутренних и наружных поверхностей, а некоторые из них – также высоты выступов и глубины впадин; отдельные штангенциркули используют для разметки. В качестве отсчетного устройства штангенциркуль имеет две шкалы: нанесенную на штанге основную шкалу с делениями через 1 мм (редко – через 0,5 мм), а также шкалу нониуса, расположенную на подвижной рамке. Шкала нониуса (дополнительная) предназначена для точного отсчета долей миллиметра. Она позволяет заменить глазомерную оценку дробной части измеряемого размера более точной оценкой на основе совпадения штрихов (отметок) обеих шкал. Шкала нониуса имеет сравнительно небольшое (10 или 20, редко 25) число интервалов. Нулевая отметка этой шкалы является указателем значения размера, отсчитываемого по основной шкале. Целая часть измеряемого размера (кратная 1 миллиметру) берется по ближайшему меньшему (слева от нулевой отметки шкалы нониуса) штриху основной шкалы. Дробная часть размера (десятые и сотые доли миллиметра) зависит от того, какая отметка шкалы нониуса совпадает со штрихом основной шкалы (рис.4). Примем следующие обозначения: c – величина отсчета по нониусу, мм; m – модуль (обязательно целое число); a – интервал деления основной шкалы, мм; b – интервал деления шкалы нониуса, мм; n – число интервалов шкалы нониуса; l – длина шкалы нониуса, мм. Величина отсчета по нониусу (иногда ошибочно называемая ценой деления шкалы нониуса) определяется равенством: c = a / n. Интервал деления шкалы нониуса b = m. a - c. Длина шкалы нониуса l = n. b = ( m. n - 1) a. Взяв в качестве примера шкалы по рис.4,а, получим: m = 2, a = 1 мм; n = 10; c = a / n = 1:10 = 0,1 мм; b = m. a - c = = 2.1 – 0,1 = 1,9 мм; l = n. b = (m. n -1). a =10.1,9 = (2.10 – 1).1 = 19 мм. Технические и метрологические характеристики штангенциркулей установлены ГОСТ 166-89 «Штангенциркули. Технические условия». В основном применяют штангенциркули следующих типов (рис.5): ШЦ- I с двусторонним расположением губок для измерения внутренних и наружных размеров и с линейкой для измерения глубины (рис.5,а). Пределы измерений по шкале 0 – 125 и 0 – 150 мм. Цена деления – 0,1 мм. Для штангенциркуля ШЦ-1 установлены два класса точности: 1 и 2. - 18 -
ШЦ- II с двусторонним расположением губок для наружных и внутренних измерений и для разметки (рис.5,б). Пределы измерений по шкале 0 – 200 и 0 – 320 мм. Цена деления – 0,1 и 0,05 мм. ШЦ- III с односторонним расположением губок для измерений наружных и внутренних размеров (рис.5,в). Диапазоны измерений 0 – 300, 0 – 400, … 800 – 2000 мм. Цена деления – 0,1 и 0,05 мм. Штангенциркули разных типов имеют принципиально одинаковую конструкцию (рис.5). На штанге 1 находятся: основная шкала 6 и две неподвижные губки 10 и 11 или 10 и 12 (или одна губка 12), измерительные поверхности которых перпендикулярны основной шкале. Другая пара измерительных губок находится на рамке 2, которая имеет возможность перемещаться вдоль штанги. С подвижной рамкой связана линейка глубиномера 13. На той же рамке расположена шкала нониуса 7. 0тличительные особенности конструкции штангенциркулей разных типов носят вспомогательный характер, облегчая использование инструментов или расширяя области их применения. Так, в штангенциркуле ШЦ-II верхние губки 10 предназначены в основном для разметки поверхностей и для измерения наружных размеров внутри узких проточек. Микрометрическая подача (4 и 5) используется для более точного перемещения рамки относительно штанги. Микрометрическую подачу применяют в основном при установке размера для разметки. При использовании микрометрической подачи вспомогательную рамку 4 закрепляют на штанге, стопор 3 рамки отпускают и вращением гайки 5 обеспечивают точное перемещение рамки 2 вдоль штанги. У штангенциркулей типов ШЦ-II и ШЦ-III нижние губки 12 имеют плоские измерительные поверхности для наружных измерений и цилиндрические - для внутренних. Минимальное расстояние b между цилиндрическими измерительными поверхностями (при сведенных губках) обычно составляет 10 мм; этот размер маркируется на боковой поверхности одной из губок 12. Наряду с рассмотренными типами все более широкое применение находят индикаторные штангенциркули типа ШЦК с круговой шкалой (рис.5,г) и штангенциркули типа ШЦЦ с цифровым отсчетным устройством (рис.5,д). Цена деления штангенциркуля ШЦК 0,02 мм, ШЦЦ - 0,01 мм; предельная погрешность обоих типов – 0,03 мм. Гладкий микрометр является средством измерений размеров наружных поверхностей. Пределы измерений 0 – 25, 25 – 50, 50 – 75, 75 – 100 мм и т.д. Цена деления – 0,01 мм. Устройство и метрологические характеристики микрометров приведены в описании лабораторной работы № 2. Плоскопараллельная концевая мера длины – мера, имеющая форму прямоугольного параллелепипеда с двумя плоскими взаимно параллельными измерительными поверхностями. Концевые меры длины применяют как для измерений размеров, так и для поверки и калибровки средств линейных измерений. Конструкция и метрологические характеристики концевых мер приведены в описании лабораторной работы № 2.
Лабораторное задание 1. Ознакомиться с видами поверок и основными операциями процедуры поверки штангенциркуля. 2. Изучить устройство и характеристики штангенциркулей. 3. Произвести поверку штангенциркуля. 4. Оформить протокол поверки.
Порядок выполнения работы
1. При домашней подготовке оформить разделы «Цель работы», «Теоретические сведения». Подготовить форму протокола поверки (табл.3). 2. Записать в форму протокола поверки характеристики поверяемого штангенциркуля и условия поверки. 3. Произвести внешний осмотр инструмента. Результаты занести в форму протокола. 4. Произвести опробование элементов штангенциркуля. Результаты занести в форму протокола. 5. Занести в форму протокола поверки результаты оценок и измерений основных метрологических и технических характеристик поверяемого штангенциркуля: 5.1. Оценить визуально с помощью лекальной линейки отклонение от прямолинейности измерительных поверхностей губок и торца штанги. Допускаемые отклонения от прямолинейности: для губок штангенциркуля с ценой деления 0,05 мм – 4 мкм (с ценой деления 0,1 мм – 7 мкм), для торца штанги – 10 мкм. 5.2. Оценить визуально отклонение от параллельности измерительных поверхностей губок для наружных измерений по просвету между этими поверхностями при сдвинутых губках (отдельно при незатянутой и при зажатой рамке). Допускаемые отклонения от параллельности – 8 (12) мкм. 5.3. Измерить расстояние между губками для внутренних измерений с помощью концевых мер длины и гладкого микрометра. Предельные отклонения этого расстояния (в миллиметрах) для ШЦ-I: +0,07 и -0,03, для ШЦ-II и ШЦ-III: ±0,03. 5.4. Измерить погрешность штангенциркуля ШЦ-I при измерении глубины, используя две концевые меры длины с размером 20 мм. Допускаемое значение погрешности: 0,05 мм для штангенциркуля 1 класса точности (0,1 мм – для 2 класса точности). 5.5. Определить величину погрешности штангенциркуля в трех или шести точках (по указанию преподавателя), равномерно расположенных по длине основной шкалы и шкалы нониуса, при измерении наружных размеров.
Таблица 3 П Р О Т О К О Л поверки штангенциркуля типа________ №_____________ Диапазон измерений_______________мм. Цена деления________мм. Температура в помещении t =_____ 0C.
Операции поверки Средства Предельные Результат поверки отклонения поверки 1. Внешний осмотр 2. Опробование 3. Определение отклонения от прямоли- нейности измерительных поверхностей: - губок для наружных измерений - торца штанги (ШЦ-I) 4. Определение отклонения от параллель- ности измерительных поверхностей губок для наружных измерений (при сдвинутых губках) 5. Определение расстояния между губками для внутренних измерений (при зажатой рамке): ШЦ-II и ШЦ-III 6. Определение погрешности ШЦ-I при измерении глубины 7. Определение погрешности штанген- циркуля при наружных измерениях 8. Измерение длины вылета губок
Заключение по результатам поверки Штангенциркуль типа _______ №_______ соответствует требованиям ГОСТ 166-89 для _________ класса точности. Поверка проведена по ГОСТ 8.113-85.
Поверитель__________________ ФИО_________________ Дата__________ (подпись или клеймо)
5.6. С помощью металлической измерительной линейки измерить длину вылета губок штангенциркуля. Номинальные значения длины вылета губок штангенциркулей ШЦ-II и ШЦ-III приведены в табл.4.
Таблица 4 Длина вылета измерительных губок Диапазон измерений 0-125 0-135 0-150 0-160 0-200 0-250 0-300 штангенциркуля Длина губок 10 42 42 42 50 63 80 100 вылета губок 12 - - - 16 20 25 30
Требования к отчету
Отчет должен содержать: 1. название и цель работы, основные теоретические сведения; 2. эскиз поверяемого штангенциркуля с указанием его элементов; 3. перечень средств поверки, их метрологические характеристики; 4. оформленный протокол поверки; 5. заключение по результатам поверки.
Контрольные вопросы
1. Дайте понятие термина «единство измерений». 2. Что такое поверка? 3. Назовите виды поверок. 4. Какие операции включает процедура поверки? 5. Назовите средства поверки штангенциркуля. 6. Назовите назначение и основные характеристики измерительной линейки. 7. Назовите назначение, виды и характеристики лекальных линеек. 8. Назовите злементы штангенциркуля и их назначение. 9. Объясните принцип построения линейного нониуса. Приведите пример отсчета.
Подрисуночные надписи Рис. 1. Измерительные линейки с пределами измерений 0 – 300 мм: а) с одной шкалой; б) с двумя шкалами.
Рис. 2. Лекальные линейки: а) типа ЛД – с двусторонним скосом; б) типа ЛТ – трехгранная; в) типа ЛЧ – четырехгранная.
Рис. 3. Образец просвета: 1 – лекальная линейка, 2 – концевые меры длины, 3 – поверочная плита.
Рис. 4. Основные типы линейных нониусов: а) а = 1 мм, m = 2, c = 0,1 мм; б) а = 1 мм, m = 2, c = 0,05 мм; в) а = 0,5 мм, m = 1, c = 0,02 мм.
Рис. 5. Конструкции штангенциркулей: а) типа ШЦ-I; б) типа ШЦ-II; в) типа ШЦ-III; г) типа ШЦК; д) типа ШЦЦ; 1 – штанга, 2 – рамка, 3 – винт зажима рамки, 4 – рамка микрометрической подачи, 5 – гайка микрометрической подачи, 6 - основная шкала, 7 – шкала нониуса, 8 – круговая шкала отсчетного устройства, 9 – цифровое отсчетное устройство, 10 – губки для измерений наружных размеров, 11 – губки для измерений внутренних размеров, 12 – губки для измерений наружных и внутренних размеров, 13 – линейка глубиномера.
Лабораторная работа № 2 КАЛИБРОВКА МИКРОМЕТРА Цель работы: ознакомление с понятием термина «калибровка», операциями процедуры калибровки микрометра, применяемыми средствами калибровки; приобретение навыков проведения калибровки гладкого микрометра, оформления результатов калибровки. Продолжительность работы: 2 часа. Оборудование и инструменты: гладкий микрометр, горизонтальный оптиметр, концевые меры длины.
Теоретические сведения Калибровка средства измерений – совокупность операций, выполняемых с целью определения и подтверждения действительных значений метрологических характеристик тех средств измерений, которые не подлежат метрологическому контролю и надзору. Средства измерений, не подлежащие поверке, могут подвергаться калибровке при выпуске из производства или ремонта, при ввозе по импорту, при эксплуатации, прокате и продаже. Однако средства, применяемые для калибровки (рабочие эталоны), должны иметь действующие свидетельства о поверке. Таким образом, для всех средств измерений (как применяемых, так и не применяемых в сферах государственного метрологического контроля и надзора) должна быть обеспеченапрослеживаемость к государственным эталонам. По существу, калибровка средства измерений является упрощенной формой поверки. Предприятие-собственник СИ само определяет, какие средства измерений поверять, а какие - калибровать. По результатам поверки оформляется протокол поверки. Положительный результат фиксирует соответствие характеристик средства измерений установленным требованиям на весь последующий межповерочный интервал, то есть до следующей поверки. При калибровке данные измерительного эксперимента заносят в сертификат калибровки. Данные сертификата калибровки позволяют определить поправки к показаниям средства измерений. Но сертификат не гарантирует длительную неизменность этих данных. Погрешность результата измерения с помощью микрометра складывается из нескольких составляющих; основные из них: . погрешность винтовой пары; . погрешность установочной меры (для микрометров с нижним пределом измерений 25 мм и более); . погрешность, вызываемая отклонением от параллельности измерительных поверхностей; . погрешность от деформации скобы; когда в нарушение правил оператор не пользуется трещоткой, измерительное усилие может достигать 30 Н, а деформация скобы – (10 … 20) мкм; . погрешность, связанная с температурной деформацией, складывающейся из двух составляющих – деформации из-за разных температур детали, установочной меры и самого микрометра, а также деформации скобы из-за ее нагрева руками оператора; последнюю можно уменьшить, если держать скобу руками с наружной стороны; с этой же целью скобы отечественных микрометров с нижним пределом измерений оснащены теплоизоляционными накладками; . погрешность, связанная с контактными деформациями; например, при измерении сферической поверхности диаметром менее 10 мм контактная деформация достигает 3 мкм. Нормируемые показатели точности микрометров (в соответствии с ГОСТ 6507-90) приведены в табл.1. Калибровка микрометров проводится в соответствии с методическими указаниями МИ 782-85 «ГСИ. Микрометры с ценой деления 0,01 мм. Методика поверки». Температура в помещении, где будет осуществляться калибровка, должна быть в пределах: . (20 ± 4) 0С для микрометров с верхним пределом измерений до 150 мм; . (20 ± 3) 0С – с верхним пределом измерений свыше 150 до 500 мм. Перед проведением калибровки сами микрометры, установочные меры и средства калибровки должны быть выдержаны в помещении не менее трех часов в открытых футлярах (или не менее одного часа - на металлической плите). При проведении калибровки микрометры, установочные меры и средства калибровки нужно брать при помощи теплоизолирующих салфеток (или за теплоизоляционные накладки – при их наличии). Измерительные операции, выполняемые при калибровке микрометров: . Измерение отклонения от плоскостности измерительных поверхностей пятки и микровинта производят при помощи лекальной линейки типа ЛД. Просвет между ребром лекальной линейки и каждой измерительной поверхностью микрометра не допускается. . Измерение отклонения от параллельности плоских измерительных поверхностей микрометра производится с помощью четырех блоков концевых мер длины, размеры которых отличаются друг от друга на значение, соответствующее четверти оборота микрометрического винта, то есть на 0,5 мм : 4 = 0,125 мм. Каждый блок концевых мер длины последовательно устанавливают одной и той же стороной между измерительными поверхностями микрометра на расстоянии от края, равном четверти диаметра микровинта, каждый раз поворачивая его на угол 900. За отклонение от параллельности принимается наибольшая разность показаний микрометра для одного блока концевых мер длины при четырех его положениях.
Таблица 1 Основные метрологические характеристики гладких микрометров Класс Диапазоны измерений, мм Наименование характеристики точности 0-25 25-50 50-75 100-125 75-100 125-150
Допуск плоскостности измеритель- 1 0,6 ных поверхностей микрометра, мкм 2 0,9
Допуск параллельности измеритель- 1 1,5 2,0 3,0 3,0 ных поверхностей микрометра, мкм 2 2,0 2,0 3,0 4,0
Предел допускаемой погрешности 1 ±2,0 ±2,5 ±2,5 ±3,0 микрометра, мкм 2 ±4,0 ±4,0 ±4,0 ±5,0
Уста- отклонение длины от номи- 1 ±1,0 ±1,0 ±1,2 новоч- нального размера, мкм 2 ±1,5 ±1,5 ±2,0 ная допуск плоскопараллель- мера ности измерительных 1 и 2 0,5 0,5 0,75 поверхностей, мкм
Перекос измерительной поверхности микровинта при закреплении стопора, 1 1 1 2 мкм, не более
Цена деления, мм 0,01 Шаг микрометрического винта, мм 0,5 Измерительное перемещение микровинта, мм 25 Расстояние от торца конической кромки барабана до края ближайшего штриха 0,15 шкалы стебля, мм, не более (перекрытие – не более 0,07) Параметр шероховатости измерительных 0,08 поверхностей RZ , мкм, не более Измерительное усилие, Н 5 … 10
. Определение погрешности микрометра в пяти равномерно расположенных точках основной шкалы. Для микрометров с нижним пределом измерений, равным 0, используются следующие номинальные размеры блоков концевых мер длины (в миллиметрах): 5,12; 10,24; 15,36; 21,50; 25,00. Промышленностью выпускается специальный набор №21 концевых мер длины, имеющих указанные выше размеры. При другом значении нижнего предела измерений микрометра размеры блоков КМД увеличиваются на размер нижнего предела. . Измерение отклонения длины установочной меры от номинального значения определяют на горизонтальном оптиметре при его установке по концевым мерам длины 1-го класса точности. При измерении используются сферические наконечники. Покачиванием концевой меры длины вокруг горизонтальной и вертикальной осей следует добиться наименьших показаний оптиметра. Измерения проводят в средней точке измерительной поверхности установочной меры и в четырех равномерно расположенных по окружности точках на расстоянии 0,7…1,0 мм от края измерительной поверхности. . Отклонение от плоскопараллельности измерительных поверхностей установочной меры принимают равным наибольшей по абсолютному значению разности между наибольшим и наименьшим из пяти полученных показаний прибора Результаты калибровки микрометра оформляются сертификатом калибровки.
Средства измерений Лекальная линейка предназначена для оценки отклонения от прямолинейности поверхности по величине просвета. Конструкции и характеристики точности лекальных линеек приведены в описании лабораторной работы №1. Микрометрические инструменты (микрометры – гладкие, листовые, трубные, зубомерные и рычажные, микрометрические глубиномеры и нутромеры, рычажные скобы) широко применяются в промышленности. Все эти инструменты имеют унифицированный узел – микрометрическую головку. Устройство головки основано на принципе работы винтовой пары, в которой вращательное движение точного винта, установленного в неподвижной гайке, преобразуется в его поступательное движение вдоль оси Параметры микрометрического винта: шаг 0,5 мм, рабочая длина 25 мм. Гладкий микрометр предназначен для измерений наружных размеров. Конструкция гладкого микрометра представлена на рис.1,а. В корпус микрометра (скобу) 1 запрессованы неподвижный измерительный наконечник (пятка) 2 и стебель 3. Внутри стебля установлена гайка 4, в которую ввинчивается микрометрический винт 5. Для исключения зазора в резьбовом сопряжении на разрезанный конец гайки 4 навинчивается регулировочная гайка 6. На микровинт надет барабан 7, закрепляемый установочным колпачком 8. Для закрепления барабана в требуемом положении относительно микровинта (например, при установке на нижний предел измерений) служат винт 9 и втулка 10. Вращение микровинта осуществляется с помощью рукоятки 11, связанной с колпачком через муфту предельного момента 12. Рукоятка вместе с муфтой образуют устройство стабилизации усилия измерения: муфта способна передать крутящий момент не более определенной величины. Когда деталь зажимается между измерительными поверхностями, муфта начинает проскальзывать, потрескивая. Поэтому устройство стабилизации часто называют «трещоткой». Регулировкой муфты устанавливается измерительное усилие в диапазоне (5 … 9) Н. Микрометры выпускаются с диапазоном измерения 25 мм; нижний предел измерения для большинства микрометров - от 0 до 275 мм. Микрометры с нижним пределом измерения 25 мм и более снабжаются установочными мерами 13 для установки на нижний предел измерений. На стебле микрометра нанесены основная шкала с ценой деления 0,5 мм и продольная линия – указатель шкалы нониуса (рис.1,б). Для удобства отсчета четные штрихи шкалы с оцифровкой нанесены по одну сторону продольной линии, а нечетные – по другую. На коническом конце барабана нанесена шкала кругового нониуса с числом делений n = 50 и величиной отсчета c = 0,5 мм : 50 = 0,01 мм. Для повышения износостойкости конец микровинта и пятка некоторых микрометров выполнены из твердого сплава. При измерении изделие помещают между пяткой и микровинтом, который вращают за рукоятку до тех пор, пока муфта не начнет потрескивать. Затем производят отсчет показаний по обеим шкалам инструмента. Отсчет по основной шкале равен расстоянию от нулевого штриха до края скоса барабана с округлением до 0,5 мм в меньшую сторону. Этот отсчет суммируется со вторым, производимым по делению на барабане напротив продольной линии стебля. Так, отсчет по шкалам на рис.1,б равен x = 39,5 + 0,01.18 = 39,68 мм. Плоскопараллельные концевые меры длины (далее – концевые меры длины или КМД) – меры, имеющие форму прямоугольного параллелепипеда с двумя плоскими взаимно параллельными измерительными поверхностями. Концевые меры длины изготовляют из хромистой стали (размером до 1000 мм) с закалкой рабочих поверхностей до твердости не ниже HRC 62 или из твердого сплава (размером до 100 мм). Концевые меры длины из твердого сплава дороже стальных, но их стойкость к истиранию (износу) значительно выше (в 10…40 раз). Шероховатость измерительных поверхностей – не более 0,050…0,65 мкм по параметру Rz. Концевые меры длины предназначены для использования в качестве: . эталонных мер – для передачи размера от первичного эталона концевым мерам длины меньшей точности, а также для поверки и калибровки средств измерений; . рабочих мер – для настройки измерительных приборов и установки их «на нуль», а также для точных измерений. Технические требования, форма и размеры концевых мер длины, комплектование в наборы, классификация по точности и правила поверки установлены стандартом (ГОСТ 9038-90). За номинальный размер концевой меры длины принимается ее срединнаядлина, равная длине перпендикуляра, опущенного из середины одной измерительной поверхности на противоположную измерительную поверхность (рис.2,а). Номинальное значение срединной длины наносится на рабочей (измерительной) поверхности каждой меры размером до 5,5 мм или
на нерабочей (боковой) поверхности – для мер более 5,5 мм. Отечественная промышленность выпускает концевые меры длины следующих номинальных размеров и градаций размеров: . от 0,991 до 1,010 мм через 0,001 мм; . от 1,00 до 1,50 мм через 0,01 мм; . от 1,0 до 2,0 мм через 0,1 мм; . от 0,5 до 25,0 мм через 0,5 мм; . от 10 до 100 мм через 10 мм и так далее. Концевые меры длины комплектуются в наборы (от 10 до 112 мер в каждом), обеспечивающие возможность получения блока КМД любого размера (в пределах определенного диапазона) с градациями 0,001; 0,01; 0,1; 0,5; 1; 10; 25; 50 или 100 мм. Кроме того, выпускаются специальные наборы КМД (от 2 до 28 мер), предназначенные в основном для поверки конкретных типов средств измерений (штангенинструментов, микрометров, оптиметров, индикаторных головок и т.д.). С цель расширения области применения концевых мер длины при контрольных и разметочных операциях их используют совместно с принадлежностями. В набор принадлежностей к КМД входят: державка, основание, стяжки, зажимной сухарь, боковики (плоскопараллельный, центровой, радиусные, чертильный). При составлении блока концевых мер длины используется свойство притираемости поверхностей, имеющих малую шероховатость и малые отклонения от плоскостности при наличии тончайшего слоя смазки. Притираемость КМД – свойство ее измерительных поверхностей, обеспечивающее прочное сцепление концевых мер между собой при надвигании одной меры на другую. Для притирки концевых мер длины в блок одну меру накладывают на другую со смещением и сдвигают ее с некоторым усилием вдоль рабочей плоскости (рис.2,б). Притираемость характеризуется усилием сдвига порядка 30…80 Н. После промывке в бензине толщина масляной пленки на измерительной поверхности КМД равна приблизительно 0,02 мкм. Поверхности, полностью обезжиренные, а также покрытые толстым слоем смазки, не притираются. Блоки КМД следует составлять из возможно меньшего числа мер (не более 4 или 5). При подборе размеров концевых мер длины для составления блока следует начинать с последнего знака длины блока. Например, для получения блока КМД размера 74,725 мм концевые меры длины выбираются в таком порядке: 1,005; 1,22; 2,5 и 70 мм. Длина концевой меры длины в данной точке определяется длиной перпендикуляра, опущенного из данной точки на противоположную измерительную поверхность. Наибольшая по абсолютной величине разность между длиной меры в любой точке и ее срединной длиной принимается за отклонение от плоскопараллельности меры. Обычно этот вид погрешности определяется измерениями срединной длины и длины меры в четырех угловых точках измерительной поверхности с отступлением от краев не менее чем на 0,5 мм. Стандартом установлено деление концевых мер длины на классы точности (в зависимости от точности их изготовления) и разряды (в зависимости от точности их аттестации). Предусмотрены 8 классов точности КМД: 00; 01; 0; 1; 2; 3; 4; 5. Концевые меры первых двух классов (00 и 01) изготовляют по специальному заказу, КМД классов точности 1, 2 и 3 изготовляют серийно. Для концевых мер длины, находящихся в эксплуатации, установлены дополнительные классы точности 4 и 5; это позволяет применять изношенные концевые меры длины для работ невысокой точности. Каждый набор КМД может состоять из мер только одного класса точности; эти меры используются как рабочие. Поскольку возможности оборудования, на котором изготовляются концевые меры длины, ограничены, введена система аттестации КМД, при которой точность меры определяется точностью определения (аттестации) действительного значения ее срединной длины. В зависимости от точности аттестации для концевых мер длины установлены четыре разряда: 1, 2, 3 и 4. Измерение действительного значения срединной длины КМД производится абсолютным или относительным методами. При абсолютном интерференционном методе измерений срединная длина определяется в длинах световых волн. Относительный интерференционный метод позволяет измерить разность срединных размеров аттестуемой и эталонной мер также в длинах световых волн; в качестве эталонной выступает концевая мера длины более высокого класса точности и того же номинального размера. По результатам аттестации концевых мер длины одного набора КМД оформляется аттестат, в котором указаны действительные отклонения срединного размера каждой меры от нанесенного на ней номинального размера. Погрешность аттестованной меры принимается равной погрешности измерения при ее аттестации. Параметры точности концевых мер длины по классам точности и по разрядам приведены соответственно в таблицах 2 и 3.
Таблица 2 Параметры точности КМД по классам точности Номинальные Классы точности концевых мер длины значения 0 1 2 3 4 5 длины КМД, Δ LN h Δ LN h Δ LN h Δ LN h Δ LN h Δ LN h мм От 0,1 до 0,29 - - 0,20 0,16 0,40 0,30 0,80 0,30 2,0 0,6 4,0 0,6 Св. 0,29 до 0,9 0,12 0,10 0,20 0,16 0,40 0,30 0,80 0,30 2,0 0,6 4,0 0,6 Св. 0,9 до 10 0,12 0,10 0,20 0,16 0,40 0,30 0,80 0,30 2,0 0,6 4,0 0,6 Св. 10 до 25 0,14 0,10 0,30 0,16 0,60 0,30 1,20 0,30 2,5 0,6 5 0,6 Св. 25 дл 50 0,20 0,10 0,40 0,18 0,80 0,30 1,60 0,30 3,0 0,6 6 0,6 Св. 50 до 75 0,25 0,12 0,50 0,18 1,00 0,35 2,00 0,40 4,0 0,8 8 0,8 Св. 75 дл 100 0,30 0,12 0,60 0,20 1,20 0,35 2,50 0,40 5,0 0,8 10 0,8
Таблица 3 Параметры точности КМД по разрядам Номинальные Разряды концевых мер длины значения 1 2 3 4 длины КМД, Δ h Δ h Δ h Δ h мм От 1 дл 10 0,02 0,09 0,06 0,09 0,11 0,16 0,22 0,30 Св.10 дл 25 0,02 0,10 0,06 0,10 0,12 0,16 0,25 0,30 Св. 25 до 50 0,03 0,10 0,08 0,10 0,15 0,18 0,30 0,30 Св. 50 до 75 0,30 0,12 0,09 0,12 0,18 0,18 0,35 0,35 Св. 75 до 100 0,04 0,12 0,10 0,12 0,20 0,20 0,40 0,35
Примечания к таблицам 2 и 3: LN - предельные отклонения срединной длины КМД, ±, мкм; Δ - допускаемая погрешность аттестации КМД, ±, мкм; h - допуск плоскопараллельности, мкм.
Поверка концевых мер длины размером до 100 мм проводится в соответствии с методикой МИ 2079-90. При поверке КМД выполняются следующие операции: внешний осмотр; проверка притираемости; измерение отклонения от плоскостности измерительных поверхностей; определение значения срединной длины и его отклонение от номинальной величины, а также отклонение от плоскопараллельности. Средства поверки КМД 1-го класса точности имеют цену деления 0,05 и 0,1 мкм. Допускаемое отклонение температуры от 20 0С составляет ±(1…3) 0С. Оптиметры являются наиболее распространенными рычажно-оптическими приборами для линейных измерений контактным дифференциальным методом. В основе работы оптиметра – схема оптического рычага для преобразования малого перемещения измерительного наконечника в большое наблюдаемое перемещение шкалы относительно неподвижного указателя (рис.3).
Лабораторное задание 1. Ознакомиться с понятием и сферой применения калибровки. 2. Изучить устройство и характеристики микрометра. 3. Произвести калибровку гладкого микрометра. 4. Оформить сертификат калибровки. Порядок выполнения работы 1. Требования к отчету Отчет должен содержать: 1) название и цель работы, основные теоретические сведения; 2) эскиз гладкого микрометра с указанием его элементов; 3) перечень средств калибровки, их метрологические характеристики; 4) оформленный сертификат калибровки гладкого микрометра; 5) выводы по результатам калибровки. Контрольные вопросы 1. Объясните отличие калибровки от поверки. 2. Дайте понятие термина «прослеживаемость». 3. Какие операции включает процедура калибровки? 4. Назовите элементы гладкого микрометра и их назначение. 5. Объясните принцип построения кругового нониуса. Дайте пример отсчета. 6. Назовите параметры точности геометрии концевой меры длины. 7. Что такое класс точности и разряд концевой меры длины? 8. Что понимается под притираемостью КМД? Как она обеспечивается? 9. Блок КМД и правила его составления. Приведите пример. 10. Объясните схему оптического рычага. Подрисуночные надписи Рис.1. Гладкий микрометр: а) конструкция, б) шкалы; 1 – скоба, 2 – пятка, 3 – стебель, 4 – гайка, 5 – микрометрический винт, 6 – регулировочная гайка, 7 – барабан, 8 – колпачок, 9 – винт, 10 – втулка, 11 – рукоятка, 12 – муфта, 13 – установочная мера.
Рис.2. Концевая мера длины: а) срединная длина ОО'; б) сборка блока КМД.
Рис.3. Схема измерения отклонения от параллельности измерительных поверхностей: 1 – торец микрометрического винта, 2 – концевая мера длины.
Рис.4. Схема оптического рычага: 1 – измерительный наконечник, 2 – зеркало, 3 -
Лабораторная работа № 3 Теоретические сведения Под метрологической аттестацией средства измерений понимается исследование СИ для определения его метрологических свойств. Цель метрологической аттестации – установление возможности применения данного средства измерений в соответствии с требованиями технического задания, конструкторской и технологической документации. При положительных результатах аттестации выдается свидетельство или делается соответствующая отметка в паспорте СИ. Метрологическая аттестация заключается в проведении ряда мероприятий, наиболее значимыми из которых являются: . выполнение экспериментальных операций для определения метрологических свойств СИ; . выполнение расчетно-вычислительных операций для установления фактических значений метрологических характеристик СИ; . оформление отчета или протокола о проведении метрологической аттестации СИ. Метрологической аттестации подвергаются средства измерений, которые изготовляют единичными экземплярами или разовыми партиями. Чаще всего – это специальные средства измерений (ССИ). В отличие от них средства измерений общепромышленного назначения проходят государственныеиспытания с целью утверждения типа, при положительных результатах которых они вносятся в Государственный реестр средств измерений. В данной работе в процессе метрологической аттестации средства измерения давления – манометра – должна быть определена его основная погрешность. Экспериментальное определение основной погрешности производится методом сравнения показаний аттестуемого манометра с показаниями рабочего эталона – образцового манометра – с последующей обработкой результатов наблюдений. Аттестация проводится в нескольких точках, достаточно равномерно расположенных в пределах шкалы прибора. Эксперимент выполняется при температуре в помещении 23±5 0С; в противном случае в показания образцового манометра вносится поправка, указанная в его паспорте. В каждой заданной точке проводят многократные наблюдения с последующей статистической обработкой их результатов. Для этого давление в системе плавно увеличивают от нуля до максимального значения, производя отсчет показаний в намеченных точках. Затем систему выдерживают в течение пяти минут под давлением, равным верхнему пределу измерений. Аттестацию продолжают при плавном снижении давления, отсчитывая показания во всех заданных точках. Процедуру повторяют 5 … 10 раз. При статистической обработке результатов наблюдений в каждой заданной точке выявляют и отбрасывают те из них, которые следует считать выбросами (грубыми ошибками) и рассчитывают следующие параметры: . среднее арифметическое x результатов наблюдений; . стандартное отклонение S( x) результатов наблюдений; . стандартное отклонение S( x) среднего арифметического; . доверительные границы ε случайных погрешностей при заданной доверительной вероятности P; . доверительный интервал ΔΣ. Далее рассчитывают инструментальную погрешность Δобр образцового манометра и пределы основной погрешности Δатт аттестуемого манометра. Результатом метрологической аттестации может быть подтверждение или уточнение характеристик погрешности испытуемого средства измерений. В частности, может быть подтвержден или изменен класс точности СИ. Средства измерений В состав лабораторной установки МЛИ 4 входят два ресивера (резервуары для образования запаса воздуха): малый 1 и большой 2. Соотношение объемов ресиверов 1:10. На каждом ресивере установлены клапаны (ниппели) 11 для закачивания и стравливания воздуха. Оба ресивера закреплены на общем основании 3. Оба ресивера оснащены контрольно-измерительными средствами. Давление воздуха в большом ресивере измеряется образцовым 4 и аттестуемым 5 манометрами, а также с помощью пневмопреобразователя, который формирует электрический сигнал, пропорциональный давлению в ресивере 2, поступающий в прецизионный усилитель электронного блока. Давление в малом ресивере контролируется рабочим манометром 6. Оба ресивера связаны между собой воздухопроводом, содержащим последовательно включенные пневмодроссель (устройство, регулирующее давление в воздухопроводе) и электромагнитный клапан с местным и дистанционным управлением (на рис.1 не показаны). Большой ресивер заполняется воздухом с помощью компрессора. Регулируемый пневмодросселем пропуск воздуха из большого ресивера в малый осуществляется с помощью клапана. При включении клапана вырабатывается синхросигнал, поступающий на разъем соединения с персональным компьютером. Для питания устройства контроля давления в ресиверах и управления электромагнитным клапаном в установке МЛИ 4 смонтирован электронный блок 7. На передней панели блока расположены кнопка 8 местного управления электромагнитным клапаном и светодиод 9 индикации включенного состояния установки. На задней панели блока расположены: переключатель 10 «сеть», предохранитель, элемент заземления, а также разъем соединения установки с персональным компьютером (на рис.1 не показан). Лабораторное задание 1. Установить последовательно заданные значения Nатт давления (по шкале аттестуемого манометра) и произвести его измерение с помощью образцового манометра (Nобр). 2. Определить основную абсолютную погрешность Δ X аттестуемого манометра при каждом заданном значении давления. 3. Сделать вывод по результатам метрологической аттестации конкретного манометра. Порядок выполнения работы
1. Ознакомиться с устройством установки МЛИ 4 и зарисовать ее схему. 2. Указанные преподавателем значения отметок на шкале аттестуемого манометра занести в форму таблицы 1.
Форма таблицы 1 Результаты экспериментальных и расчетных данных аттестации манометра Отметки на шкале аттестуемого манометра, Па Номер Nатт1 = Nатт2 = Nатт3 = Nатт4 = Nатт5 = наблю- Показания Nобр образцового манометра и дения значения ΔX погрешности аттестуемого манометра Nобр ΔX Nобр ΔX Nобр ΔX Nобр ΔX Nобр ΔX 1 2 3 4 5 6 7 8 9 10 Расчетные параметры и их числовые значения x S(x) S(x) tq (P = _____) ε ΔΣ x ± ΔΣ
3. Подсоединив насос к ниппелю 11 установки (рис.1), включить насос и довести давление в большом ресивере 2 до максимального значения по шкале аттестуемого манометра 5. Выдержать максимальное значение давления в установке в течение 5 минут. 4. Снять отсчет по шкале образцового манометра и занести его в форму таблицы 1. Отсчет снимать с точностью не более половины цены деления шкалы. 5. Плавно снизить давление путем стравливания воздуха из большого ресивера через ниппель, доведя его до следующей отметки на шкале аттестуемого манометра. Отсчет по шкале образцового манометра занести в форму таблицы 1. 6. Повторить операции по пункту 5 для всех заданных отметок шкалы аттестуемого манометра. 7. Процедуру по пунктам 4…6 повторить заданное число раз. 8. Вычислить значения основной абсолютной погрешности Δ X аттестуемого манометра для всех экспериментальных данных и занести их в форму таблицы 1. 9. Провести статистическую обработку результатов наблюдений: 9.1. Проанализировать полученные значения Δ X и отметить выбросы. Значения, отнесенные к выбросам, в последующих расчетах не учитывать. 9.2. Рассчитать среднее арифметическое значение x наблюдений для каждого заданного значения давления Nатт, j, k 9.3. Вычислить оценку стандартного отклонения S( x) результатов наблюдений для каждого заданного значения давления Nатт i. 9.4. Вычислить оценку стандартного отклонения S( x) для серии наблюдений. 9.5. Определить величину коэффициента Стьюдента tq (табл.), задавшись доверительной вероятностью Pд 9.6. Вычислить доверительные границы «ε» случайной погрешности результата измерения серии измерений при заданном значении доверительной вероятности Pд ε = tq. S( x) 9.7.
Требования к отчету Контрольные вопросы Подрисуночные надписи Лабораторная работа № 4 Лабораторная работа № 5 Лабораторная работа № 6 ОПРЕДЕЛЕНИЕ ФУНКЦИИ ПРЕОБРАЗОВАНИЯ
Лабораторная работа № 7 КОНТРОЛЬ ЛИНЕЙНЫХ РАЗМЕРОВ Лабораторная работа № 8 ЗАЗОРА В ПОСАДКЕ Лабораторная работа № 9 ИЗМЕРЕНИЕ ПОГРЕШНОСТИ ФОРМЫ И Цель работы: ознакомление с методиками измерений основных видов отклонений формы и расположения поверхностей, обозначением их на чертеже. Продолжительность работы: 2 часа. Оборудование и инструменты: биениемер, индикаторы часового типа, штатив, призмы, поверочная плита. Теоретические сведения Любая реальная поверхность (профиль) неизбежно имеет отклонения от идеальной формы и положения в пространстве, в связи с чем выделяют погрешности формы поверхностей (профилей) и погрешности их расположения. Отсчет отклонений производят от прилегающей поверхности, под которой понимается поверхность, имеющая форму номинальной поверхности, соприкасающаяся с реальной поверхностью и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки реальной поверхности имело минимальное значение. Например, для реального профиля поперечного сечения вала прилегающим профилем является окружность минимального радиуса, описанная вокруг профиля (рис.1,а), для профиля продольного сечения вала - описанный прямоугольник (рис.1,б). Параметром для количественной оценки отклонения формы или расположения согласно ГОСТ 10356-63 является наибольшее расстояние D от точек реальной поверхности до прилегающей поверхности (рис.1). Непосредственный контроль формы поверхности представляет существенные трудности. Поэтому на практике он часто заменяется проверкой реального профиля, являющегося сечением проверяемой поверхности плоскостью, ориентированной в заданном направлении.
Отклонения формы и расположения оцениваются по всей поверхности или на нормируемом участке. Допуском формы (расположения) поверхности называют наибольшее допускаемое отклонение формы (расположения). Допуск формы назначается только в тех случаях, когда он должен быть меньше допуска размера. Суммарное отклонение формы и расположения является результатом совместного проявления отклонений формы и отклонений расположения рассматриваемого элемента относительно заданной базы. Для оценки точности расположения поверхности, как правило, назначают базы. Базой может быть поверхность, линия или точка. Базой может служить и сочетание нескольких элементов. Различают базы конструкторские, технологические и измерительные. Для повышения точности важно соблюдать принцип единства баз (см. теоретическую часть). При измерениях погрешности расположения необходимо исключать влияние отклонения формы базовой поверхности. На чертеже согласно ГОСТ 2.308-68 допуск формы (расположения) поверхности (табл. 1) указывается одним из двух способов: условным обозначением или текстом в технических требованиях. Применение условного обозначения предпочтительнее. Допуск формы указывается в прямоугольной рамке, разделенной на два поля. На первом поле помещается знак отклонения, на втором ‑ допуск в миллиметрах. Допуск расположения указывается в рамке, разделенной на три поля. Содержание первых двух полей аналогично предыдущему, а на третьем поле приводится обозначение базы. Сама база обозначается зачерненным равносторонним треугольником, основание которого лежит на оси или размерной линии базовой поверхности, а противоположная его вершина соединена линией с квадратом, в котором заключено обозначение базы. Если основание треугольника указано на размерной линии поверхности, базой является сама поверхность; если на оси детали, базой является общая ось центровых гнезд детали. Соответственно при измерении погрешности расположения деталь базируется в призме или в центрах измерительного приспособления Таблица 1 Допуски формы и расположения
Допуск формы (расположения) цилиндрической поверхности может относиться к диаметру или к радиусу. В первом случае на втором поле перед значением допуска указывается один из двух символов: Æ или T, во втором ‑ R или T/2. Классификация отклонений формы, расположения и суммарных отклонений формы и расположения дана в табл.1.
При нормировании отклонений формы цилиндрической поверхности допуск ограничивает отклонение формы либо всей поверхности (допуск цилиндричности), либо отдельных ее сечений (допуск круглости, допуск профиля продольного сечения). При описании действительного отклонения формы цилиндрической поверхности используют названия частных его видов (рис.2 и 3): овальность ‑ реальный профиль поперечного сечения, представляющий собой фигуру, наибольший и наименьший диаметры которой находятся во взаимно перпендикулярных направлениях; огранка ‑ реальный профиль, представляющий собой фигуру с числом граней конусообразность ‑ образующие продольного сечения прямолинейны, но не параллельны; бочкообразность ‑ образующие не прямолинейны и диаметры увеличиваются от краев к середине сечения; седлообразность ‑ образующие не прямолинейны и диаметры уменьшаются от краев к середине сечения; отклонение от прямолинейности оси ‑ диаметры всех поперечных сечений одинаковы, ось не прямолинейна. Отклонение формы для всех частных видов, кроме огранки и отклонения от прямолинейности оси, равно полуразности наибольшего и наименьшего диаметров: Для выявления погрешности формы в случае огранки и отклонения от прямолинейности оси используют специальные приемы. Виды и методы контроля формы и расположения поверхностей весьма многообразны. Поэтому в данной работе ограничимся рассмотрением наиболее распространенных видов измерения погрешностей наружной цилиндрической поверхности. Отклонение от круглости наиболее полно контролируется на специальном приборе ‑ кругломере с записью профилограммы (подробнее ‑ см. лабораторную работу № 4). Возможно измерение той же погрешности в регулируемом кольце, диаметр которого равен диаметру прилегающей окружности (рис.4,а). Приближенно отклонение от круглости может быть измерено по двух- или трехконтактной схеме (рис.4,б,в). Сначала определяется число n граней профиля поперечного сечения, затем выбирается способ измерения. Если n ‑ четное (овальность, огранка с четным числом граней и их комбинации), применяют двухконтактное измерение с базированием на плоскости. Если n ‑ нечетное, используют трехконтактную схему с базированием в призме. В призме можно контролировать также и овальность,
если число граней n = 2. Величину отклонения формы  рассчитывают через показания d по шкале измерительной головки и передаточному коэффициенту k, который определяется по табл.2 в зависимости от числа n граней и угла j призмы: рассчитывают через показания d по шкале измерительной головки и передаточному коэффициенту k, который определяется по табл.2 в зависимости от числа n граней и угла j призмы:  . Частный вид и величина отклонения профиля продольного сечения оцениваются по записанным и соответствующим образом совмещенным профилограммам двух образующих, лежащих в одном осевом сечении. Приближенно это отклонение может быть определено как полуразность между наибольшим и наименьшим диаметрами, измеренными в трех сечениях – двух крайних и среднем. В каждом сечении диаметр трижды . Частный вид и величина отклонения профиля продольного сечения оцениваются по записанным и соответствующим образом совмещенным профилограммам двух образующих, лежащих в одном осевом сечении. Приближенно это отклонение может быть определено как полуразность между наибольшим и наименьшим диаметрами, измеренными в трех сечениях – двух крайних и среднем. В каждом сечении диаметр трижды
измеряется для устранения влияния отклонения от круглости (см. лабораторную работу № 2). У деталей цилиндрической формы относительное расположение поверхностей определяют путем измерения радиального и торцового биений, осуществляемого при базировании детали в контрольных центрах или в
Таблица 2 Передаточный коэффициент k для трехконтактного
Средства измерений Измерительной головкой называют отсчетное устройство с передаточным механизмом, который преобразует малое отклонение измерительного наконечника в большое перемещение конца стрелки относительно шкалы. Головки используют для измерения размеров (как правило, дифференциальным методом), отклонений формы и расположения. Основные виды применяемых измерительных головок имеют следующие характеристики. Индикатор часового типа (ИЧ, ИТ) с зубчатым передаточным механизмом от измерительного стержня к стрелке выпускается двух типов - для радиальных и торцовых измерений. Цена деления индикатора 0,01 мм = 10 мкм, пределы измерений по шкале от 0 - 2 мм до 0 - 10 мм. Полнооборотная (основная) шкала содержит 100 делений. Малая (дополнительная) шкала служит для указания числа оборотов стрелки. Ободок с основной шкалой может быть повернут относительно корпуса для установки стрелки индикатора ²на нуль². Рычажно-зубчатые измерительные головки (МКМ, ИГ, МИГ) имеют цену деления 1 или 2 мкм и пределы измерений по шкале ±0,05 или ±0,10 мм (однооборотные головки), а также 0 - 1 или 0 - 2 мм (многооборотные головки). Пружинные измерительные головки (микрокаторы ИГП, оптикаторы П и другие) являются наиболее точными среди измерительных головок. Чувствительным элементом в них служит плоская пружинная лента, закрепленная по концам и скрученная за середину, где установлена стрелка (или зеркальце). Если такую пружину растягивать, она будет раскручиваться. Угол поворота стрелки (зеркала) пропорционален изменению длины пружины. Цена деления - от 0,02 до 1 мкм, пределы измерения по шкале - от ±1 до ±120 мкм, шкала обычно имеет 60 - 100 делений (микрокатор) или 240 - 250 делений (оптикатор). Самостоятельно измерительная головка не может осуществить измерение. Она предназначена для оснащения измерительных приборов и приспособлений различного назначения. В состав измерительного приспособления могут также входить: стойка, которая имеет измерительный стол и предназначена для фиксированной установки наиболее точных измерительных головок и контролируемых деталей; штатив с механическим или магнитным креплением к поверочной плите, предназначенный для установки измерительной головки при произвольном положении оси измерительного наконечника; плита поверочная с рабочей поверхностью, имеющей очень малое отклонение от плоскостности; контрольные центры для базирования детали по центровым гнездам; призма для базирования детали по наружной цилиндрической поверхности.
Лабораторное задание
1. Изучить виды погрешностей формы и расположения поверхностей, их обозначение на чертеже. 2. Ознакомиться с методами и средствами контроля погрешностей формы и расположения поверхностей (профилей). 3. Освоить методику измерения частных видов погрешности формы цилиндрической поверхности в поперечном и продольном сечениях. 4. Освоить методику измерения биения.
Порядок выполнения работы
1. При домашней подготовке оформить раздел "Теоретические сведения" отчета, подготовить формы таблиц, зарисовать схемы измерений. 2. Для измерения заданной погрешности формы поперечного сечения выбрать измерительную головку. 3. Установить деталь в призме и опустить измерительный наконечник головки на контролируемую поверхность. Обратить внимание на тщательность установки измерительной головки относительно детали: ось наконечника должна пересекать ось детали под прямым углом. 4. Поворачивая деталь в призме, определить число n граней реального профиля сечения. По табл.2 определить значение передаточного коэффициента k. 5. Снять показания по шкале измерительной головки за 2 - 3 оборота детали при наибольших отклонениях стрелки в обе стороны. Рассчитать величину измеренной погрешности. Результаты измерений и расчета занести в форму табл.3. Дать заключение о годности. 6. Выбрать средство измерений для контроля заданной погрешности формы продольного сечения. 7. Измерить диаметры сечений цилиндрической поверхности: крайних A и C и среднего B. Измерение провести трижды в каждом сечении для исключения погрешности формы сечения. Начальный отсчет соответствует показанию длиномера или микрометра (без детали) или размеру блока концевых мер длины, по которому произведена настройка "на нуль" измерительной головки. 8. Вычислить диаметр каждого сечения, определить вид и рассчитать погрешность формы продольного сечения. Результаты измерений и расчетов занести в форму табл.4. Дать заключение о годности. 9. В зависимости от указаний чертежа установить деталь и выбранную измерительную головку по одной из схем рис.5. 10. Поворачивая деталь вокруг оси, снять показания по шкале при крайних положениях стрелки прибора. Рассчитать величину биения. Результаты измерений и расчетов занести в форму табл.5. Сделать заключение о годности.
Требования к отчету 1) название и цель работы, теоретические сведения; 2) эскизы деталей с указанием размеров и допусков на погрешности формы и расположения; 3) схемы измерения погрешностей (рис.4 и 5); 4) таблицы результатов измерений и их обработки.
Таблица 3 Измерение погрешности формы поперечного сечения поверхности вращения
Таблица 4 Измерение погрешности формы продольного
Лабораторная работа № 10 Лабораторная работа № 11 Лабораторная работа № 12 ИЗМЕРЕНИЕ ТОЛЩИНЫ ПОЛУПРОВОДНИКОВОЙ ПЛАСТИНЫ Лабораторная работа № 13 КОНТРОЛЬ РАЗМЕРОВ И РАСПОЛОЖЕНИЯ ЭЛЕМЕНТОВ Лабораторная работа № 14 Лабораторная работа № 15 Лабораторная работа № 16 В.З.Гребенкин, А.А.Дегтярев, В.А.Летягин, |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-04-19; Просмотров: 378; Нарушение авторского права страницы

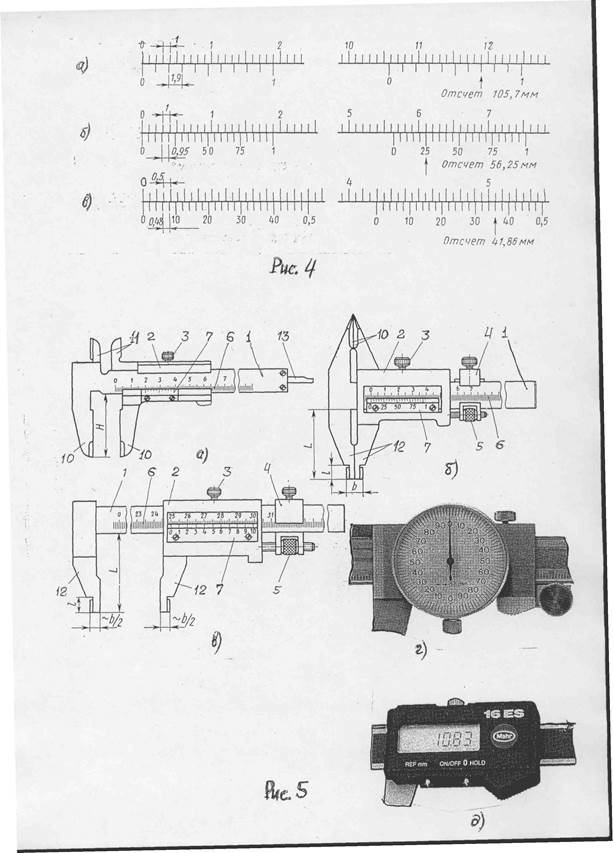

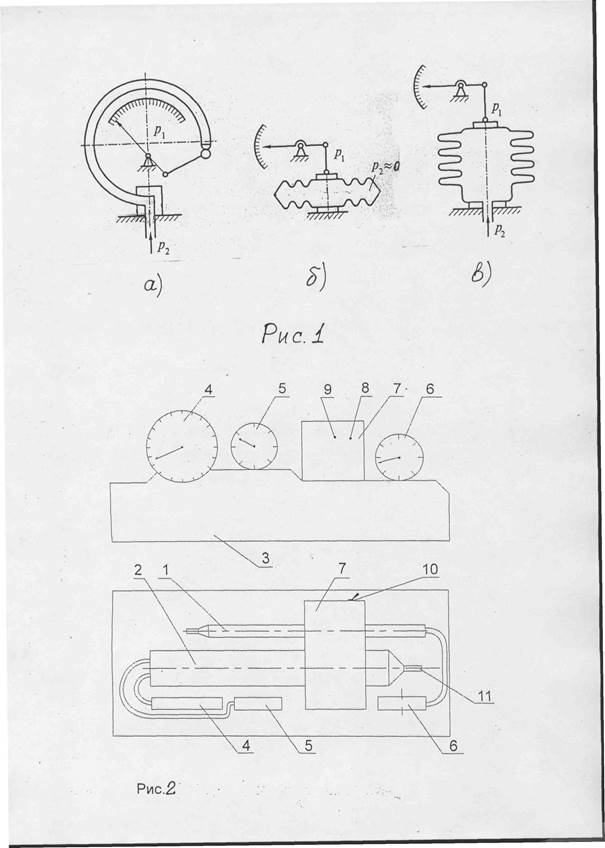





 Допуски формы
Допуски формы





 Допуски
Допуски 



 ; характеризуется тем, что расстояние между параллельными касательными к профилю постоянно и не зависит от ориентации касательных;
; характеризуется тем, что расстояние между параллельными касательными к профилю постоянно и не зависит от ориентации касательных; .
.

 призмы, град
призмы, град призмы, град.
призмы, град.