|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
О.В.Панкратов, А.И.Погалов, Е.А.Сахаров
МЕТРОЛОГИЯ. ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ
Лабораторный практикум Под редакцией доцента А.А.Дегтярева Утверждено редакционно-издательским советом института Москва 2007
Содержание Стр. ТЕОРЕТИЧЕСКАЯ ЧАСТЬ ..…………………………………………………..
ПРАКТИЧЕСКАЯ ЧАСТЬ ……………………………………………………... Лабораторная работа № 1. Поверка штангенциркуля ………………………... Лабораторная работа № 2. Калибровка микрометра …………………………. Лабораторная работа № 3. Метрологическая аттестация манометра ……….. Лабораторная работа № 4. Исключение систематической составляющей погрешности при измерении электрических величин …………….. Лабораторная работа № 5. Статистический контроль партии деталей ……… Лабораторная работа № 6. Определение функции преобразования тензометрического измерительного преобразователя …………….. Лабораторная работа № 7. Контроль линейных размеров …………………… Лабораторная работа № 8. Определение действительного значения зазора в посадке ……………………………………………………… Лабораторная работа № 9. Измерение погрешностей формы и расположения поверхностей ……………………………………....... Лабораторная работа № 10. Измерение отклонения от круглости и параметров волнистости поверхности вращения ……………......... Лабораторная работа № 11. Измерение параметров шероховатости ……….. Лабораторная работа №12. Измерение толщины полупроводниковой пластины и тонкой пленки ………………………………………….. Лабораторная работа №13. Контроль размеров и расположения элементов интегральной микросхемы …………………………....... Лабораторная работа №14. Элементный контроль резьбы …………………. Лабораторная работа №15. Контроль точности зубчатого колеса ………..... Лабораторная работа №16. Оценка микротвердости поверхности …………
- 3 -
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ 1.1 Термины и определения
Метрология – наука об измерениях, методах и средствах обеспечения их единства и способах достижения требуемой точности. Измерение – процедура сравнения конкретного проявления измеряемого свойства со шкалой измерений этого свойства с целью получения результата измерения. Измерение с однократным наблюдением базируется на данных одного наблюдения; с целью повышения надежности результата измерения (исключения выбросов) иногда делают 2 или 3 наблюдения и за результатизмерения принимают среднее арифметическое значение результатов этих наблюдений. Измерение с многократными наблюдениями базируется на результатах не менее четырех наблюдений; для получения результата измерения и характеристики случайной составляющей погрешности этого результата выполняют статистическую обработку ряда результатов наблюдений. Истинное значение величины – значение величины, которое идеальным образом отражает измеряемое свойство, характеризуемое количественными различиями. Действительное значение величины – полученное экспериментальным путем значение величины, настолько близкое к ее истинному значению, что может быть использовано вместо него для цели конкретного измерения. Единица измерения – величина фиксированного размера, для которой условно принято числовое значение, равное 1 (единице). Результат измерения – оценка качественного свойства или значение величины, полученные путем измерения. Точность – степень близости результата измерения к опорному (истинному, действительному) значению; количественно характеризуется погрешностью. Точность результата измерения количественно характеризуется его погрешностью.
- 4 -
1.2 Погрешности измерения
Погрешность результата измерения – отклонение результата измерения от истинного значения измеряемой величины. На практике погрешность заменяется ее приближенной оценкой, равной отклонению результата измерения от действительного значения величины. Различают следующие виды погрешностей измерения и их составляющих: . абсолютная погрешность Δ X, равная разности между результатом измерения XИ и действительным значением Q измеряемой величины: Δ X = XИ – Q ; абсолютная погрешность – величина алгебраическая, ее размерность равна размерности измеряемой величины; . относительная погрешность , которая равна отношению абсолютной погрешности к значению измеряемой величины: δ = Δ X / Q; относительная погрешность имеет знак («плюс» или «минус»), она безразмерна; · приведенная погрешность средства измерений есть отношение абсолютной погрешности к нормирующему значению измеряемой величины: γ = Δ X/ QН; . систематическая погрешность – составляющая погрешности измерения, остающаяся неизменной или закономерно изменяющаяся при повторных измерениях величины в одних и тех же условиях; . случайная погрешность – составляющая погрешности измерения, изменяющаяся непредсказуемым образом при повторных измерениях величины в одних и тех же условиях; . выброс (грубая погрешность, промах) – аномальная по величине случайная погрешность отдельного наблюдения, которая приводит к явному искажению результата измерения; выброс должен быть обнаружен и исключен при определении результата измерения; . методическая погрешность – составляющая погрешности измерения, обусловленная влиянием способа применения средства измерений и алгоритма, по которому производится вычисление результата измерения; . инструментальная погрешность – составляющая погрешности измерения, обусловленная погрешностью применяемого средства измерений; . субъективная (личная) погрешность обусловлена, в частности, погрешностью отсчета оператором показания по шкале средства измерений; . дополнительная погрешность – составляющая погрешности измерения, обусловленная отклонением реальных условий измерения от нормальных условий (температура окружающей среды 20 0С, атмосферное давление 1,013.105 Па, относительная влажность воздуха 58 %, ускорение свободного падения 9,8 м/с2, отсутствие влияния внешних сил, отсутствие движения внешней среды и т.п.).
- 5 -
Поправка – алгебраическая величина, которую следует прибавить к показанию средства измерений, чтобы результат измерения стал более близким к действительному значению измеряемой величины. Поправка численно равна погрешности, взятой с обратным знаком. Результат измерения, учитывающий поправку, называют исправленным.
1.3 Методы измерений
Метод измерения – логическая последовательность операций с целью получения результата измерения. Любое измерение является процедурой сравнения измеряемого свойства с мерой этого свойства. Поэтому все методы измерения принципиально являются разновидностями метода сравнения с мерой . В практической метрологии наиболее часто используют такие его разновидности: . нулевой метод, в котором результирующий эффект воздействия измеряемой и эталонной величин на устройство сравнения (компаратор) равен нулю; . метод совпадения, при использовании которого результат измерения получают при совпадении каких-то элементов; например, меток (штрихов основной шкалы и шкалы нониуса в штангенинструментах) или частот периодических сигналов (частоты импульсных сигналов стробоскопа и частоты вращения ротора при измерении его угловой скорости); . метод замещения, в котором измеряемую величину замещают известной величиной, воспроизводимой мерой (измерение массы, когда поочередно на одну и ту же чашку весов помещают измеряемый объект и гири); . метод противопоставления, когда две величины, измеряемая и воспроизводимая мерой, одновременно воздействуют на компаратор в противоположных направлениях (измерение массы, когда измеряемый объект и гири помещают на разные чашки равноплечих весов). При измерении геометрических параметров различают следующие пары методов измерения и контроля: . прямой и косвенный; . непосредственной оценки и дифференциальный; . комплексный и элементный; . контактный и бесконтактный. Прямой метод измерения позволяет определить искомое значение величины непосредственно из опытных данных. При косвенном измерении искомое значение величины рассчитывают на основании известных зависимостей между этой величиной и величинами, значения которых получены прямым методом. Метод непосредственной оценки дает возможность получить значение величины непосредственно по отсчетному устройству средства измерений. - 6 -
Дифференциальное измерение характеризуется определением отклонения измеряемой величины от известной величины, воспроизводимой мерой, по которой было предварительно настроено средство измерений. Искомая величина равна алгебраической сумме размера меры и показания прибора. Комплексный метод контроля обеспечивает оценку годности изделия по величине суммарной погрешности нескольких его элементов (параметров). Элементный метод характеризуется независимым контролем каждого параметра. При контактном методе измерение осуществляется путем непосредственного соприкосновения измерительного наконечника прибора с поверхностью объекта измерения. Бесконтактный метод характеризуется отсутствием контакта поверхностей объекта и средства измерений.
1.4 Средства измерений
Средство измерений – объект, имеющий нормированные метрологические характеристики и предназначенный для воспроизведения и хранения какой-либо части шкалы измерений, выполнения процедуры измерения и получения результата измерения. Основные метрологические показатели аналогового средства измерений: . шкала средства измерений – совокупность отметок (штрихов) и проставленных у некоторых из них чисел отсчета, соответствующих значениям измеряемой величины; . интервал (длина) деления шкалы – расстояние между серединами двух соседних отметок, выраженное в миллиметрах; . цена деления шкалы – изменение измеряемой величины, соответствующее перемещению указателя на одно деление шкалы; . указатель – часть отсчетного устройства, положение которого относительно отметок шкалы определяет показание средства измерений; . чувствительность средства измерений – отношение изменения показаний средства измерений к изменению измеряемой величины; . порог чувствительности (разрешающая способность) – наименьшее значение измеряемой величины, которое вызывает различимое изменение показаний средства измерений; . пределы измерений – наименьшее и наибольшее значения величины, которые могут быть измерены данным средством измерений; . измерительное усилие – сила, с которой измерительный наконечник средства измерений действует на поверхность объекта в направлении линии измерения.
- 7 -
Для цифрового средства измерений нормируют также характеристики цифрового кода: цену единицы наименьшего разряда кода, число разрядов кода, вид выходного кода и др. Средства измерений делят на следующие виды: . меры, которые предназначены для воспроизведения и хранения одного или нескольких размеров величин, значения которых выражены в установленных единицах и известны с необходимой точностью; различают меры однозначные (плоскопараллельная концевая мера длины, угловая мера, гиря, конденсатор постоянной емкости) и многозначные (измерительная линейка, шкала аналогового средства измерений), дискретные (мера твердости, катушка электрического сопротивления) и непрерывные (конденсатор переменной емкости), бесшкальные меры для контроля правильности размеров изделия, формы и расположения его поверхностей (калибры, шаблоны); . измерительные приборы, предназначенные для получения значения измеряемой величины, а также выработки сигнала измерительной информации и его индикации в форме, доступной восприятию оператором; простейшие приборы по установившейся на производстве терминологии называют измерительными инструментами (линейка измерительная, штангенциркуль, микрометр, угломер); . эталоны – устройства, предназначенные и утвержденные для воспроизведения, хранения и передачи участка шкалы измерений или единицы измерения нижестоящим по поверочной схеме средствам измерений; различают эталоны международные, национальные (государственные) – первичные ГПЭ и специальные ГСЭ, вторичные и рабочие (прежнее название: образцовые средства измерений). Для средств измерений характерны следующие виды погрешностей: . аддитивная – абсолютная погрешность, которая не зависит от измеряемой величины; . мультипликативная – абсолютная погрешность, которая пропорциональна измеряемой величине; . нелинейная – абсолютная погрешность, имеющая сложный характер зависимости от измеряемой величины; . приведенная – относительная погрешность, равная отношению абсолютной погрешности Δ X к условно принятому (нормирующему) значению XN измеряемой величины: γ = X / XN ; . статическая, возникающая при условии неизменности измеряемой величины; . динамическая – дополнительная погрешность, обусловленная задержкой реакции средства измерений на изменение измеряемой величины;
- 8 -
. погрешность квантования, которая имеет место в цифровых средствах измерений и обусловлена тем, что при плавном изменении измеряемой величины цифровой прибор не может дать других показаний, кроме ряда дискретных значений; наибольшая разность показания цифрового прибора и измеряемой величины равна погрешности квантования; это вид погрешности может быть определен как абсолютная случайная инструментальная аддитивная статическая погрешность. Суммарное значение погрешности средства измерений нормируется установлением предела допустимой погрешности, которое указывается в нормативном документе для средств измерений данного типа. По отношению к средствам измерений длин и углов предел допустимой погрешности выражают в форме абсолютной погрешности. При измерении электрических величин пределы допустимых погрешностей обычно задают в форме относительных или приведенных погрешностей, выраженных в процентах. Эти погрешности служат базой для определения класса точности прибора, который является обобщенной характеристикой точности средств измерений. Например, для приведенной погрешности γ = ± 1,5 % принятое обозначение класса точности: 1,5; для относительной погрешности δ = ± 0,5 %: 0,5 (в кружочке). При выборе средства измерений определяющее значение имеет его точность. Погрешность средства измерений неизбежно приводит к тому, что при определении годности параметров изделий возникают ошибки контрольной операции. Ошибкой первого рода называют бракование некоторой части годных изделий (« фиктивный брак »). Приемка негодных изделий является ошибкой второго рода (« необнаруженный брак »). Относительное количество неправильно забракованных и неправильно принятых изделий может быть определено вероятностным расчетом. Использование более точного измерительного средства уменьшает вероятность ошибок и первого, и второго рода. Однако при этом возрастает стоимость контрольной операции (более дорогое средство измерений, более высокая квалификация оператора, меньшая производительность контроля). Экономически целесообразное соотношение между погрешностью измерения Δ изм и предельным значением измеряемой погрешности (допуском T) установлено стандартом (ГОСТ 8.051-81 Погрешность, допускаемая при измерении линейных размеров до 500 мм) в форме Δ изм < A мет · T, где А мет = 0,20 … 0,35 – коэффициент, величина которого зависит в основном от номера квалитета. Погрешность измерения Δ изм , которая не должна превосходить некоторого предельного значения Δ пред, складывается из нескольких составляющих: - методической погрешности Δ мет; - инструментальной погрешности Δ СИ; - 9 -
- субъективной погрешности Δ л; - дополнительной погрешности Δ доп. Таким образом, выбор средства измерений по критерию точности сводится к выполнению условия Δ СИ < Δ пред . Значения предельной погрешности измерения приведены в табл.1.
Таблица 1 Предельная погрешность измерения
Номинальный Номер квалитета
размер, 2 3 4 5 6 7 8 9 10 11 12 13 14
мм Предельная погрешность измерения, мкм
До 3 0,4 0,8 1,0 1,4 1,8 3,0 3,0 6 8 12 20 35 50 Свыше 3 до 6 0,6 1,0 1,4 1,6 2,0 3,0 4,0 8 10 16 30 40 60 Свыше 6 до 10 0,6 1,0 1,4 2,0 2,0 4,0 5,0 9 12 18 30 50 80 Свыше 10 до 18 0,8 1,2 1,6 2,8 3,0 5,0 7,0 10 14 30 40 60 90 Свыше 18 до 30 1,0 1,4 2,0 3,0 4,0 6,0 8,0 12 18 30 50 70 120 Свыше 30 до 50 1,0 1,4 2,4 4,0 5,0 7,0 10,0 16 20 40 50 80 140 Свыше 50 до 80 1,2 1,8 2,8 4,0 5,0 9,0 12,0 18 30 40 60 100 160 Свыше 80 до 120 1,6 2,0 3,0 5,0 6,0 10,0 12,0 20 30 50 70 120 180 Свыше 120 до 180 2,0 2,8 4,0 6,0 7,0 12,0 16,0 30 40 50 80 140 200 Свыше 180 дл 250 2,8 4,0 5,0 7,0 8,0 12,0 18,0 30 40 60 100 160 240 Свыше 250 до 315 3,0 4,0 5,0 8,0 10,0 14,0 20,0 30 50 70 120 180 260 Свыше 315 до 400 3,0 5,0 6,0 9,0 10,0 16,0 24,0 40 50 80 120 180 280 Свыше 400 до 500 4,0 5,0 6,0 9,0 12,0 18,0 26,0 40 50 80 140 200 320
1.5 Единицы измерения
Международная система единиц (ГОСТ 8.417-2002 «ГСИ. Единицы величин») включает семь основных единиц, большое число производных единиц и несколько внесистемных единиц, допустимых к применению наравне с единицами SI. Для отражения качественного различия между измеряемыми величинами введено понятие размерности. Размерность – это выражение в форме степенного одночлена, составленного из произведений символов основных единиц в различных степенях, отражающее связь данной единицы величины с основными единицами. Наименования, обозначения и размерности основных и некоторых производных единиц SI приведены в табл.2.
- 10 -
Таблица 2 Единицы Международной системы единиц ( SI)
Единица величины Величина Наименование Обозначение Размерность Длина метр м L Масса килограмм кг M Время секунда с T Сила электрического тока ампер А I Термодинамическая кельвин К Θ температура Сила света кандела кд J Количество вещества моль моль N Площадь квадратный метр м2 L2 Сила ньютон Н L M T-2 Давление паскаль Па L-1 M T-2 Электрическое напряжение вольт В L2 M T-3 I-1 Электрическое сопротивление ом Ом L2 M T-3 I-2
1.6 Измерение и контроль
Измерение – нахождение величины экспериментальным путем с помощью специальных средств, называемых средствами измерений. Измерить величину – значит сравнить ее с другой величиной, подобной ей и принятой за единицу. Поскольку истинное значение измеряемой величины принципиально неизвестно, результат измерения формулируется следующим образом: истинное значение величины X находится в диапазоне XИ + X с вероятностью P. По условиям, определяющим точность результата, измерения делят на три вида: . эталонные – измерения максимально высокой точности, достижимой при существующем уровне науки и техники; . контрольно-поверочные, погрешность которых не должна превышать некоторое заданное значение; . технические, погрешность которых определяется в основном метрологическими характеристиками средств измерений; это – наиболее массовый вид измерений. Контроль – процедура определения соответствия значения параметров изделия установленным требованиям (нормам). Целью контрольной процедуры является рассортировка партии проверяемых изделий на годные, - 11 -
контролируемые параметры которых находятся в пределах установленных границ, и бракованные – с параметрами, значения которых вышли за эти границы. Для получения определенного результата контроля («годен» или «брак») не обязательно проводить измерение. Иногда достаточно зарегистрировать тот факт, что значение контролируемого параметра выходит (или не выходит) за установленные границы, называемые предельными значениями. В таких случаях используют бесшкальные средства измерений – калибры и шаблоны. Если результат контроля определяется на основе значения параметра, полученного измерением, такой контроль называют измерительным. Уменьшению погрешности результата измерения способствует выполнение принципа инверсии и компараторного принципа Аббе. Принцип инверсии требует соблюдения преемственности состояния детали при изготовлении, контроле и в эксплуатации. Согласно принципу инверсии деталь необходимо изготовлять и проверять в условиях, тождественных или близких к эксплуатационным. Для этого технологические и измерительные базы должны совпадать с базами конструкторскими (принцип единства баз). Кроме того, схема измерения должна соответствовать схеме формообразования контролируемой поверхности на финишной операции и схеме относительного движения в работающем механизме. Компараторный принцип Аббе предусматривает последовательное расположение на одной прямой измеряемого линейного размера и основной шкалы средства измерений (или размера меры, по которой произведена его настройка). При несоблюдении принципа Аббе относительный перекос элементов средства измерений приводит к появлению дополнительной инструментальной погрешности. Одной из субъективных ошибок, которую может внести в результат измерения оператор, является погрешность от параллакса. Этот вид погрешности появляется, когда в конструкции аналогового средства измерений расположены в разных плоскостях шкала и указатель шкалы, или основная и нониусная шкалы. Погрешность от параллакса напрямую зависит от угла между направлением визирования и нормалью к плоскости шкалы. Для устранения погрешности от параллакса в некоторых средствах измерений предусмотрено размещение в плоскости шкалы зеркала; отсчет по шкале прибора оператор производит в тот момент, когда он видит совпадение указателя и его изображения в зеркале, то есть визируя по нормали к плоскости шкалы. В цифровых средствах измерений ошибка от параллакса отсутствует в принципе.
ПРАКТИЧЕСКАЯ ЧАСТЬ
Лабораторная работа № 1 ПОВЕРКА ШТАНГЕНЦИРКУЛЯ Цель работы: ознакомление с понятием термина «поверка», видами поверок, объемом и последовательностью операций поверки штангенциркуля, применяемыми средствами поверки; приобретение навыков проведения поверки, оформления протокола поверки. Продолжительность работы: 2 часа. Оборудование и инструменты: измерительная линейка, лекальная линейка, штангенциркуль, гладкий микрометр, набор концевых мер длины.
Теоретические сведения Обеспечение единства измерений – одна из важнейших задач метрологии как науки и области практической деятельности. Единство измерений – состояние измерений, при котором их результаты выражены в узаконенных единицах, а погрешности измерений не выходят за установленные границы с заданной вероятностью. Для обеспечения единства измерений не только необходимо применение узаконенных единиц величин, но также важно, чтобы размер единиц был одинаковым. Для этого следует воспроизводить каждую единицу с максимально возможной точностью с помощью эталонов, хранить единицу в состоянии, обеспечивающем неизменность ее размера во времени, а также регулярно передавать размер единицы всем другим средствам измерений (СИ), проградуированным в этой единице, вплоть до рабочих СИ. Порядок передачи размеров единиц устанавливается документами специального вида, которые называют поверочными схемами. Поверочнаясхема – утвержденный документ, устанавливающий средства, методы и точность передачи размера единицы от эталона рабочим средствам измерений. Поверка средства измерений – совокупность операций, выполняемых с целью определения и подтверждения соответствия средства измерений установленным техническим требованиям. Поверка является необходимым условием обеспечения единства измерений, поскольку именно с ее помощью устанавливается и поддерживается связь каждого средства измерений с государственным эталоном единицы соответствующей величины (в международной метрологической практике эта связь обозначается термином
«прослеживаемость») и подтверждается готовность средства измерений к выполнению измерений с нормированной точностью. Поверка обязательна для всех средств измерений, применяемых в сферах государственного метрологического контроля и надзора. Установлены следующие виды поверок: первичная, периодическая, внеочередная, инспекционная, экспертная. Первичной поверке подлежат средства измерений утвержденных типов при выпуске из производства или ремонта (после их приемки отделом технического контроля), а также при ввозе по импорту. Первичную поверку проходит, как правило, каждое средство измерений. Если национальным органом по метрологии - Ростехрегулированием Российской Федерации (прежнее название – Госстандарт РФ) - заключены международные договора или соглашения о признании результатов поверки, произведенных в зарубежных странах, то средства измерений, ввезенные по импорту из этих стран, не подвергаются первичной поверке в РФ. Периодической поверке через определенные межповерочные интервалы подлежат средства измерений, которые находятся в эксплуатации или на хранении. Первичный межповерочный интервал (МПИ) назначается, как правило, при утверждении типа средства измерений. В процессе эксплуатации размер МПИ может корректироваться. Межповерочный интервал непосредственно связан с метрологической надежностью средств измерений, то есть с их способностью сохранять состояние, при котором метрологические характеристики СИ соответствуют установленным требованиям. Место проведения периодической поверки устанавливает пользователь средства измерений. Необходимость проведения внеочередной поверки возникает при нарушении режима эксплуатации СИ, повреждении поверительного клейма, утере протокола предыдущей поверки, при вводе средства измерений в эксплуатацию после длительного хранения (более одного МПИ) и др. Инспекционная поверка осуществляется при проведении государственного метрологического контроля и надзора. Ее целью является оценка правильности установленных межповерочных интервалов, условий эксплуатации СИ, проверка правильности действий поверителей. Экспертную поверку проводят при возникновении спорных вопросов по метрологическим характеристикам, исправности и правильности эксплуатации СИ. Поверка в рамках метрологической экспертизы средств измерений осуществляется на основании требования (заявления) суда, прокуратуры, органа исполнительной власти. Результаты поверки должны быть оформлены в соответствии с требованиями нормативной документации на поверку. Производится клеймение средства измерений, выдается свидетельство о поверке или делается отметка в паспорте СИ.
Поверка штангенциркуля проводится в соответствии с требованиями ГОСТ 8.113-85 «Штангенциркули. Методика поверки». Процедура поверки штангенциркуля включает следующие операции: . Условия поверки и подготовка к ней. Температура воздуха в помещении, где проводится поверка, должна быть в пределах (20 ± 5) 0С. Перед поверкой штангенциркуль должен быть размагничен, промыт бензином, насухо вытерт и выдержан на рабочем месте не менее трех часов. . Внешний осмотр. Проверяется отчетливость и правильность оцифровки штрихов основной шкалы и шкалы нониуса, отсутствие на измерительных поверхностях следов коррозии и дефектов (сколы, царапины, забоины, вмятины, трещины и др.). Не допускается перекос края нониуса по отношению к штрихам основной шкалы. . Опробование. Необходимо проверить плавность перемещения рамки вдоль штанги, отсутствие перемещения рамки под действием собственного веса, возможность зажима рамки в любом положении в пределах диапазона измерений. Для штангенциркуля с микрометрической подачей дополнительно проверяется возможность плавного регулирования положения рамки на штанге и мертвый ход микрометрической пары, который не должен превышать половины оборота (у новых инструментов – не более трети оборота). При периодической поверке определяют следующие технические и метрологические характеристики штангенциркуля: . длина вылета губок; . отклонение от плоскостности и прямолинейности измерительных поверхностей губок и торца штанги; . отклонение от параллельности измерительных поверхностей губок; . расстояние между измерительными поверхностями губок для внутренних измерений; . погрешность показаний инструмента в нескольких точках, равномерно расположенных по длине основной шкалы и шкалы нониуса. При поверке штангенциркуля, выпускаемого из ремонта, дополнительно определяют: . шероховатость измерительных поверхностей (не более 0,32 мкм по параметру Ra); . расстояние от верхней кромки нониуса до поверхности штанги (не более 0,25 мм при цене деления инструмента 0,05 мм и не более 0.30 мм при цене деления 0,1 мм); . усилие перемещения рамки (не более 15 Н для штангенциркулей с пределами измерения до 250 мм). Результаты поверки оформляются протоколом, форма которого определена стандартом. Основные технические и метрологические
характеристики штангенциркулей (ГОСТ 166-89) приведены в табл.1, где приняты следующие условные обозначения: ЦД – цена деления; КТ – класс точности. Таблица 1 Основные метрологические и технические характеристики штангенциркулей Диапазон измерений, мм Наименование характеристик от 0-125 0-300 0-400 до 0-250 1. Цена деления, мм 0,05 и 0,1 2. Предел допускаемой ЦД 0,05 ± 0,05 погрешности, мм ЦД 0,1 КТ 1 ± 0,05 ± 0,1 КТ 2 ± 0,1 3, Допуск прямолинейности 0,01 мм на 100 длины измерительных поверхностей, мм большей стороны измерительной поверхности 4. Допуск параллель- ЦД 0,05 0,02 мм на 100 мм длины ности измерительных ЦД 0,1 0,03 мм поверхностей для внутренних КТ 1 0,01 губок, мм измерений КТ 2 0,02 5. Расстояние между цилиндрическими губ- не менее 7 мм ками для внутренних измерений 6. Предельные отклонения расстояния меж- ± 0,03 ду губками для внутренних измерений, мм 7. Предельное значение шероховатости Ra 0,32 измерительных поверхностей, мкм 8. Усилие перемещения рамки, Н 15 20 9. Допускаемое уменьше- ШЦ-I до 30 мм ние длины вылета губок ШЦ-II , ШЦ-III на 1/4 их длины 10. Мертвый ход гайки микрометрической 1/3 оборота – при выпуске подачи из производства 1/2 оборота – в эксплуатации
Средства измерений Измерительная линейка является многозначной штриховой мерой и предназначена для измерения размеров 14…18 квалитетов методом непосредственной оценки. Линейки изготовляют из стальной термообработанной ленты. Поверхность измерительной линейки имеет антикоррозийное хромовое покрытие и имеет твердость не менее HV 375 (по шкале Виккерса). По своей конструкции линейка представляет собой полосу 1
шириной 20…40 мм и толщиной 0,5…1,0 мм, на широкой поверхности которой нанесены деления (рис.1). У подавляющего большинства линеек интервал шкалы составляет 1 мм, редко – 0,5 мм. Линейки изготовляют с одной или с двумя шкалами. Погрешность нанесения штрихов на металлической линейке обычно находится в пределах ± (0,1 … 0,2) мм. Погрешность отсчета с помощью измерительной линейки доходит до (0,2 … 0,3) мм. Поверку измерительной линейки производят по штриховому метру, на рабочей поверхности которого нанесены деления с интервалом 0,2 мм и который снабжен двумя лупами с 7-кратным увеличением. Лекальная линейка предназначена для оценки отклонения от прямолинейности поверхности. Материалом для изготовления лекальных линеек служат хромистые стали. Твердость линеек должна быть не ниже HRC 58 (по шкале Роквелла). Лекальные линейки выпускают с разным числом рабочих граней: 1, 3, и 4 (рис.2), которые имеют закругления радиусом 0,2 мм. Длина линеек – от 80 до 500 мм. Лекальные линейки изготовляют двух классов точности. Линейки класса точности 0 применяют при особо точных лекальных работах и при поверке измерительных инструментов. Лекальные линейки класса точности 1 применяют в основном для контроля деталей. Допускаемые отклонения от прямолинейности рабочих граней и размеры лекальных линеек (по ГОСТ 8026-64) приведены в табл.2. Лекальную линейку поверяют по контрольному плоскому бруску, имеющему отклонение от плоскостности не более 0,06 мм.
Таблица 2 Точность и размеры лекальных линеек Класс точности Тип 0 1 Размеры, мм линейки Допускаемое отклонение L x B x H от прямолинейности, мм 0,6 1,6 80 х 22 х 6 ЛД 0,6 1,6 125 х 27 х 6 1,6 2,5 200 х 30 х 8 1,6 2,5 320 х 40 х 8
ЛТ 1,6 2,5 200 х 26 1,6 2,5 320 х 30
ЛЧ 1,6 2,5 200 х 20 1,6 2,5 320 х 25
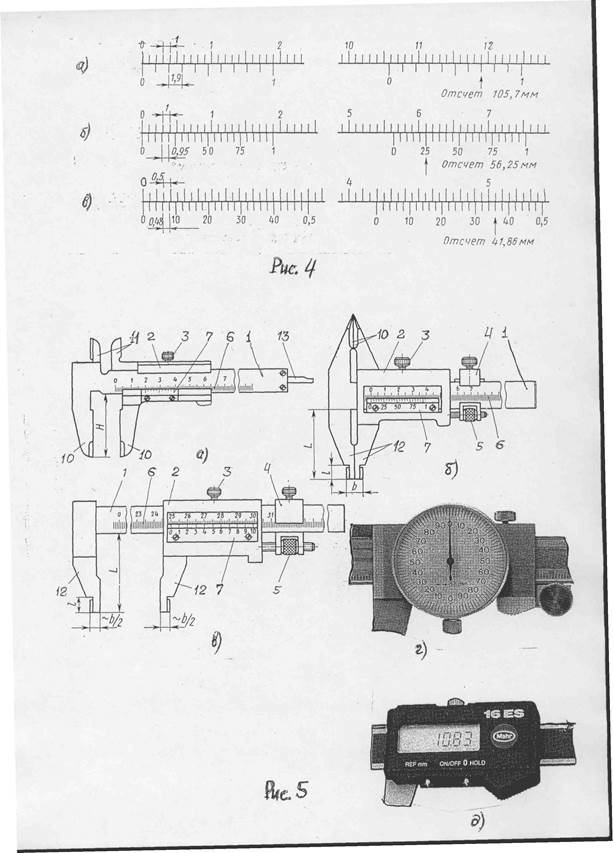
Проверку прямолинейности с помощью лекальной линейки производят методом световой щели – прикладыванием рабочей части линейки к измеряемой поверхности и оценкой «на глаз» величины просвета. Для накопления навыков в оценке просвета обычно используют образец просвета (рис.3). Измеряемый просвет сравнивают визуально с набором образцовых просветов. «На глаз» можно с достаточной точностью (2 – 3 мкм) оценить просвет до10 мкм. Штангенинструменты ( штангенциркули, штангенглубиномеры, штангенрейсмасы, штангензубомеры и др.) являются наиболее распространенными измерительными инструментами для линейных измерений. Штангенциркуль предназначен для непосредственных измерений размеров внутренних и наружных поверхностей, а некоторые из них – также высоты выступов и глубины впадин; отдельные штангенциркули используют для разметки. В качестве отсчетного устройства штангенциркуль имеет две шкалы: нанесенную на штанге основную шкалу с делениями через 1 мм (редко – через 0,5 мм), а также шкалу нониуса, расположенную на подвижной рамке. Шкала нониуса (дополнительная) предназначена для точного отсчета долей миллиметра. Она позволяет заменить глазомерную оценку дробной части измеряемого размера более точной оценкой на основе совпадения штрихов (отметок) обеих шкал. Шкала нониуса имеет сравнительно небольшое (10 или 20, редко 25) число интервалов. Нулевая отметка этой шкалы является указателем значения размера, отсчитываемого по основной шкале. Целая часть измеряемого размера (кратная 1 миллиметру) берется по ближайшему меньшему (слева от нулевой отметки шкалы нониуса) штриху основной шкалы. Дробная часть размера (десятые и сотые доли миллиметра) зависит от того, какая отметка шкалы нониуса совпадает со штрихом основной шкалы (рис.4). Примем следующие обозначения: c – величина отсчета по нониусу, мм; m – модуль (обязательно целое число); a – интервал деления основной шкалы, мм; b – интервал деления шкалы нониуса, мм; n – число интервалов шкалы нониуса; l – длина шкалы нониуса, мм. Величина отсчета по нониусу (иногда ошибочно называемая ценой деления шкалы нониуса) определяется равенством: c = a / n. Интервал деления шкалы нониуса b = m. a - c. Длина шкалы нониуса l = n. b = ( m. n - 1) a. Взяв в качестве примера шкалы по рис.4,а, получим: m = 2, a = 1 мм; n = 10; c = a / n = 1:10 = 0,1 мм; b = m. a - c = = 2.1 – 0,1 = 1,9 мм; l = n. b = (m. n -1). a =10.1,9 = (2.10 – 1).1 = 19 мм. Технические и метрологические характеристики штангенциркулей установлены ГОСТ 166-89 «Штангенциркули. Технические условия». В основном применяют штангенциркули следующих типов (рис.5): ШЦ- I с двусторонним расположением губок для измерения внутренних и наружных размеров и с линейкой для измерения глубины (рис.5,а). Пределы измерений по шкале 0 – 125 и 0 – 150 мм. Цена деления – 0,1 мм. Для штангенциркуля ШЦ-1 установлены два класса точности: 1 и 2. - 18 -
ШЦ- II с двусторонним расположением губок для наружных и внутренних измерений и для разметки (рис.5,б). Пределы измерений по шкале 0 – 200 и 0 – 320 мм. Цена деления – 0,1 и 0,05 мм. ШЦ- III с односторонним расположением губок для измерений наружных и внутренних размеров (рис.5,в). Диапазоны измерений 0 – 300, 0 – 400, … 800 – 2000 мм. Цена деления – 0,1 и 0,05 мм. Штангенциркули разных типов имеют принципиально одинаковую конструкцию (рис.5). На штанге 1 находятся: основная шкала 6 и две неподвижные губки 10 и 11 или 10 и 12 (или одна губка 12), измерительные поверхности которых перпендикулярны основной шкале. Другая пара измерительных губок находится на рамке 2, которая имеет возможность перемещаться вдоль штанги. С подвижной рамкой связана линейка глубиномера 13. На той же рамке расположена шкала нониуса 7. 0тличительные особенности конструкции штангенциркулей разных типов носят вспомогательный характер, облегчая использование инструментов или расширяя области их применения. Так, в штангенциркуле ШЦ-II верхние губки 10 предназначены в основном для разметки поверхностей и для измерения наружных размеров внутри узких проточек. Микрометрическая подача (4 и 5) используется для более точного перемещения рамки относительно штанги. Микрометрическую подачу применяют в основном при установке размера для разметки. При использовании микрометрической подачи вспомогательную рамку 4 закрепляют на штанге, стопор 3 рамки отпускают и вращением гайки 5 обеспечивают точное перемещение рамки 2 вдоль штанги. У штангенциркулей типов ШЦ-II и ШЦ-III нижние губки 12 имеют плоские измерительные поверхности для наружных измерений и цилиндрические - для внутренних. Минимальное расстояние b между цилиндрическими измерительными поверхностями (при сведенных губках) обычно составляет 10 мм; этот размер маркируется на боковой поверхности одной из губок 12. Наряду с рассмотренными типами все более широкое применение находят индикаторные штангенциркули типа ШЦК с круговой шкалой (рис.5,г) и штангенциркули типа ШЦЦ с цифровым отсчетным устройством (рис.5,д). Цена деления штангенциркуля ШЦК 0,02 мм, ШЦЦ - 0,01 мм; предельная погрешность обоих типов – 0,03 мм. Гладкий микрометр является средством измерений размеров наружных поверхностей. Пределы измерений 0 – 25, 25 – 50, 50 – 75, 75 – 100 мм и т.д. Цена деления – 0,01 мм. Устройство и метрологические характеристики микрометров приведены в описании лабораторной работы № 2. Плоскопараллельная концевая мера длины – мера, имеющая форму прямоугольного параллелепипеда с двумя плоскими взаимно параллельными измерительными поверхностями. Концевые меры длины применяют как для измерений размеров, так и для поверки и калибровки средств линейных измерений. Конструкция и метрологические характеристики концевых мер приведены в описании лабораторной работы № 2.
Лабораторное задание 1. Ознакомиться с видами поверок и основными операциями процедуры поверки штангенциркуля. 2. Изучить устройство и характеристики штангенциркулей. 3. Произвести поверку штангенциркуля. 4. Оформить протокол поверки.
|
Последнее изменение этой страницы: 2019-04-19; Просмотров: 409; Нарушение авторского права страницы