|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Результаты экспериментальных и расчетных данных
1. Ознакомиться с устройством установки МЛИ 4 и зарисовать ее схему. 2. Указанные преподавателем значения отметок на шкале аттестуемого манометра занести в форму таблицы 1.
Форма таблицы 1 Результаты экспериментальных и расчетных данных аттестации манометра Отметки на шкале аттестуемого манометра, Па Номер Nатт1 = Nатт2 = Nатт3 = Nатт4 = Nатт5 = наблю- Показания Nобр образцового манометра и дения значения ΔX погрешности аттестуемого манометра Nобр ΔX Nобр ΔX Nобр ΔX Nобр ΔX Nобр ΔX 1 2 3 4 5 6 7 8 9 10 Расчетные параметры и их числовые значения x S(x) S(x) tq (P = _____) ε ΔΣ x ± ΔΣ
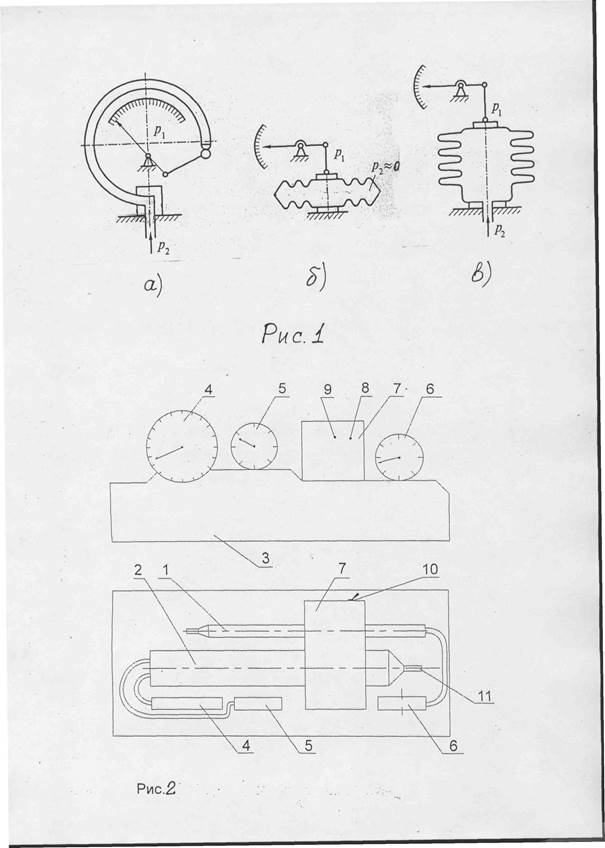
3. Подсоединив насос к ниппелю 11 установки (рис.1), включить насос и довести давление в большом ресивере 2 до максимального значения по шкале аттестуемого манометра 5. Выдержать максимальное значение давления в установке в течение 5 минут. 4. Снять отсчет по шкале образцового манометра и занести его в форму таблицы 1. Отсчет снимать с точностью не более половины цены деления шкалы. 5. Плавно снизить давление путем стравливания воздуха из большого ресивера через ниппель, доведя его до следующей отметки на шкале аттестуемого манометра. Отсчет по шкале образцового манометра занести в форму таблицы 1. 6. Повторить операции по пункту 5 для всех заданных отметок шкалы аттестуемого манометра. 7. Процедуру по пунктам 4…6 повторить заданное число раз. 8. Вычислить значения основной абсолютной погрешности Δ X аттестуемого манометра для всех экспериментальных данных и занести их в форму таблицы 1. 9. Провести статистическую обработку результатов наблюдений: 9.1. Проанализировать полученные значения Δ X и отметить выбросы. Значения, отнесенные к выбросам, в последующих расчетах не учитывать. 9.2. Рассчитать среднее арифметическое значение x наблюдений для каждого заданного значения давления Nатт, j, k 9.3. Вычислить оценку стандартного отклонения S( x) результатов наблюдений для каждого заданного значения давления Nатт i. 9.4. Вычислить оценку стандартного отклонения S( x) для серии наблюдений. 9.5. Определить величину коэффициента Стьюдента tq (табл.), задавшись доверительной вероятностью Pд 9.6. Вычислить доверительные границы «ε» случайной погрешности результата измерения серии измерений при заданном значении доверительной вероятности Pд ε = tq. S( x) 9.7.
Требования к отчету Контрольные вопросы Подрисуночные надписи Лабораторная работа № 4 ИСКЛЮЧЕНИЕ СИСТЕМАТИЧЕСКОЙ ПОГРЕШНОСТИ ПРИ ИЗМЕРЕНИИ ЭЛЕКТРИЧЕСКИХ ВЕЛИЧИН Лабораторная работа № 5 СТАТИСТИЧЕСКИЙ КОНТРОЛЬ ПАРТИИ ДЕТАЛЕЙ Лабораторная работа № 6 ОПРЕДЕЛЕНИЕ ФУНКЦИИ ПРЕОБРАЗОВАНИЯ
Лабораторная работа № 7 КОНТРОЛЬ ЛИНЕЙНЫХ РАЗМЕРОВ Лабораторная работа № 8 ОПРЕДЕЛЕНИЕ ДЕЙСТВИТЕЛЬНОГО ЗНАЧЕНИЯ ЗАЗОРА В ПОСАДКЕ Лабораторная работа № 9 ИЗМЕРЕНИЕ ПОГРЕШНОСТИ ФОРМЫ И Цель работы: ознакомление с методиками измерений основных видов отклонений формы и расположения поверхностей, обозначением их на чертеже. Продолжительность работы: 2 часа. Оборудование и инструменты: биениемер, индикаторы часового типа, штатив, призмы, поверочная плита. Теоретические сведения Любая реальная поверхность (профиль) неизбежно имеет отклонения от идеальной формы и положения в пространстве, в связи с чем выделяют погрешности формы поверхностей (профилей) и погрешности их расположения. Отсчет отклонений производят от прилегающей поверхности, под которой понимается поверхность, имеющая форму номинальной поверхности, соприкасающаяся с реальной поверхностью и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки реальной поверхности имело минимальное значение. Например, для реального профиля поперечного сечения вала прилегающим профилем является окружность минимального радиуса, описанная вокруг профиля (рис.1,а), для профиля продольного сечения вала - описанный прямоугольник (рис.1,б). Параметром для количественной оценки отклонения формы или расположения согласно ГОСТ 10356-63 является наибольшее расстояние D от точек реальной поверхности до прилегающей поверхности (рис.1). Непосредственный контроль формы поверхности представляет существенные трудности. Поэтому на практике он часто заменяется проверкой реального профиля, являющегося сечением проверяемой поверхности плоскостью, ориентированной в заданном направлении.
Отклонения формы и расположения оцениваются по всей поверхности или на нормируемом участке. Допуском формы (расположения) поверхности называют наибольшее допускаемое отклонение формы (расположения). Допуск формы назначается только в тех случаях, когда он должен быть меньше допуска размера. Суммарное отклонение формы и расположения является результатом совместного проявления отклонений формы и отклонений расположения рассматриваемого элемента относительно заданной базы. Для оценки точности расположения поверхности, как правило, назначают базы. Базой может быть поверхность, линия или точка. Базой может служить и сочетание нескольких элементов. Различают базы конструкторские, технологические и измерительные. Для повышения точности важно соблюдать принцип единства баз (см. теоретическую часть). При измерениях погрешности расположения необходимо исключать влияние отклонения формы базовой поверхности. На чертеже согласно ГОСТ 2.308-68 допуск формы (расположения) поверхности (табл. 1) указывается одним из двух способов: условным обозначением или текстом в технических требованиях. Применение условного обозначения предпочтительнее. Допуск формы указывается в прямоугольной рамке, разделенной на два поля. На первом поле помещается знак отклонения, на втором ‑ допуск в миллиметрах. Допуск расположения указывается в рамке, разделенной на три поля. Содержание первых двух полей аналогично предыдущему, а на третьем поле приводится обозначение базы. Сама база обозначается зачерненным равносторонним треугольником, основание которого лежит на оси или размерной линии базовой поверхности, а противоположная его вершина соединена линией с квадратом, в котором заключено обозначение базы. Если основание треугольника указано на размерной линии поверхности, базой является сама поверхность; если на оси детали, базой является общая ось центровых гнезд детали. Соответственно при измерении погрешности расположения деталь базируется в призме или в центрах измерительного приспособления Таблица 1 Допуски формы и расположения
Допуск формы (расположения) цилиндрической поверхности может относиться к диаметру или к радиусу. В первом случае на втором поле перед значением допуска указывается один из двух символов: Æ или T, во втором ‑ R или T/2. Классификация отклонений формы, расположения и суммарных отклонений формы и расположения дана в табл.1.
При нормировании отклонений формы цилиндрической поверхности допуск ограничивает отклонение формы либо всей поверхности (допуск цилиндричности), либо отдельных ее сечений (допуск круглости, допуск профиля продольного сечения). При описании действительного отклонения формы цилиндрической поверхности используют названия частных его видов (рис.2 и 3): овальность ‑ реальный профиль поперечного сечения, представляющий собой фигуру, наибольший и наименьший диаметры которой находятся во взаимно перпендикулярных направлениях; огранка ‑ реальный профиль, представляющий собой фигуру с числом граней конусообразность ‑ образующие продольного сечения прямолинейны, но не параллельны; бочкообразность ‑ образующие не прямолинейны и диаметры увеличиваются от краев к середине сечения; седлообразность ‑ образующие не прямолинейны и диаметры уменьшаются от краев к середине сечения; отклонение от прямолинейности оси ‑ диаметры всех поперечных сечений одинаковы, ось не прямолинейна. Отклонение формы для всех частных видов, кроме огранки и отклонения от прямолинейности оси, равно полуразности наибольшего и наименьшего диаметров: Для выявления погрешности формы в случае огранки и отклонения от прямолинейности оси используют специальные приемы. Виды и методы контроля формы и расположения поверхностей весьма многообразны. Поэтому в данной работе ограничимся рассмотрением наиболее распространенных видов измерения погрешностей наружной цилиндрической поверхности. Отклонение от круглости наиболее полно контролируется на специальном приборе ‑ кругломере с записью профилограммы (подробнее ‑ см. лабораторную работу № 4). Возможно измерение той же погрешности в регулируемом кольце, диаметр которого равен диаметру прилегающей окружности (рис.4,а). Приближенно отклонение от круглости может быть измерено по двух- или трехконтактной схеме (рис.4,б,в). Сначала определяется число n граней профиля поперечного сечения, затем выбирается способ измерения. Если n ‑ четное (овальность, огранка с четным числом граней и их комбинации), применяют двухконтактное измерение с базированием на плоскости. Если n ‑ нечетное, используют трехконтактную схему с базированием в призме. В призме можно контролировать также и овальность,
если число граней n = 2. Величину отклонения формы  рассчитывают через показания d по шкале измерительной головки и передаточному коэффициенту k, который определяется по табл.2 в зависимости от числа n граней и угла j призмы: рассчитывают через показания d по шкале измерительной головки и передаточному коэффициенту k, который определяется по табл.2 в зависимости от числа n граней и угла j призмы:  . Частный вид и величина отклонения профиля продольного сечения оцениваются по записанным и соответствующим образом совмещенным профилограммам двух образующих, лежащих в одном осевом сечении. Приближенно это отклонение может быть определено как полуразность между наибольшим и наименьшим диаметрами, измеренными в трех сечениях – двух крайних и среднем. В каждом сечении диаметр трижды . Частный вид и величина отклонения профиля продольного сечения оцениваются по записанным и соответствующим образом совмещенным профилограммам двух образующих, лежащих в одном осевом сечении. Приближенно это отклонение может быть определено как полуразность между наибольшим и наименьшим диаметрами, измеренными в трех сечениях – двух крайних и среднем. В каждом сечении диаметр трижды
измеряется для устранения влияния отклонения от круглости (см. лабораторную работу № 2). У деталей цилиндрической формы относительное расположение поверхностей определяют путем измерения радиального и торцового биений, осуществляемого при базировании детали в контрольных центрах или в
Таблица 2 Передаточный коэффициент k для трехконтактного
Средства измерений Измерительной головкой называют отсчетное устройство с передаточным механизмом, который преобразует малое отклонение измерительного наконечника в большое перемещение конца стрелки относительно шкалы. Головки используют для измерения размеров (как правило, дифференциальным методом), отклонений формы и расположения. Основные виды применяемых измерительных головок имеют следующие характеристики. Индикатор часового типа (ИЧ, ИТ) с зубчатым передаточным механизмом от измерительного стержня к стрелке выпускается двух типов - для радиальных и торцовых измерений. Цена деления индикатора 0,01 мм = 10 мкм, пределы измерений по шкале от 0 - 2 мм до 0 - 10 мм. Полнооборотная (основная) шкала содержит 100 делений. Малая (дополнительная) шкала служит для указания числа оборотов стрелки. Ободок с основной шкалой может быть повернут относительно корпуса для установки стрелки индикатора ²на нуль². Рычажно-зубчатые измерительные головки (МКМ, ИГ, МИГ) имеют цену деления 1 или 2 мкм и пределы измерений по шкале ±0,05 или ±0,10 мм (однооборотные головки), а также 0 - 1 или 0 - 2 мм (многооборотные головки). Пружинные измерительные головки (микрокаторы ИГП, оптикаторы П и другие) являются наиболее точными среди измерительных головок. Чувствительным элементом в них служит плоская пружинная лента, закрепленная по концам и скрученная за середину, где установлена стрелка (или зеркальце). Если такую пружину растягивать, она будет раскручиваться. Угол поворота стрелки (зеркала) пропорционален изменению длины пружины. Цена деления - от 0,02 до 1 мкм, пределы измерения по шкале - от ±1 до ±120 мкм, шкала обычно имеет 60 - 100 делений (микрокатор) или 240 - 250 делений (оптикатор). Самостоятельно измерительная головка не может осуществить измерение. Она предназначена для оснащения измерительных приборов и приспособлений различного назначения. В состав измерительного приспособления могут также входить: стойка, которая имеет измерительный стол и предназначена для фиксированной установки наиболее точных измерительных головок и контролируемых деталей; штатив с механическим или магнитным креплением к поверочной плите, предназначенный для установки измерительной головки при произвольном положении оси измерительного наконечника; плита поверочная с рабочей поверхностью, имеющей очень малое отклонение от плоскостности; контрольные центры для базирования детали по центровым гнездам; призма для базирования детали по наружной цилиндрической поверхности.
Лабораторное задание
1. Изучить виды погрешностей формы и расположения поверхностей, их обозначение на чертеже. 2. Ознакомиться с методами и средствами контроля погрешностей формы и расположения поверхностей (профилей). 3. Освоить методику измерения частных видов погрешности формы цилиндрической поверхности в поперечном и продольном сечениях. 4. Освоить методику измерения биения.
Порядок выполнения работы
1. При домашней подготовке оформить раздел "Теоретические сведения" отчета, подготовить формы таблиц, зарисовать схемы измерений. 2. Для измерения заданной погрешности формы поперечного сечения выбрать измерительную головку. 3. Установить деталь в призме и опустить измерительный наконечник головки на контролируемую поверхность. Обратить внимание на тщательность установки измерительной головки относительно детали: ось наконечника должна пересекать ось детали под прямым углом. 4. Поворачивая деталь в призме, определить число n граней реального профиля сечения. По табл.2 определить значение передаточного коэффициента k. 5. Снять показания по шкале измерительной головки за 2 - 3 оборота детали при наибольших отклонениях стрелки в обе стороны. Рассчитать величину измеренной погрешности. Результаты измерений и расчета занести в форму табл.3. Дать заключение о годности. 6. Выбрать средство измерений для контроля заданной погрешности формы продольного сечения. 7. Измерить диаметры сечений цилиндрической поверхности: крайних A и C и среднего B. Измерение провести трижды в каждом сечении для исключения погрешности формы сечения. Начальный отсчет соответствует показанию длиномера или микрометра (без детали) или размеру блока концевых мер длины, по которому произведена настройка "на нуль" измерительной головки. 8. Вычислить диаметр каждого сечения, определить вид и рассчитать погрешность формы продольного сечения. Результаты измерений и расчетов занести в форму табл.4. Дать заключение о годности. 9. В зависимости от указаний чертежа установить деталь и выбранную измерительную головку по одной из схем рис.5. 10. Поворачивая деталь вокруг оси, снять показания по шкале при крайних положениях стрелки прибора. Рассчитать величину биения. Результаты измерений и расчетов занести в форму табл.5. Сделать заключение о годности.
Требования к отчету 1) название и цель работы, теоретические сведения; 2) эскизы деталей с указанием размеров и допусков на погрешности формы и расположения; 3) схемы измерения погрешностей (рис.4 и 5); 4) таблицы результатов измерений и их обработки.
Таблица 3 Измерение погрешности формы поперечного сечения поверхности вращения
Таблица 4 Измерение погрешности формы продольного
Лабораторная работа № 10 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-04-19; Просмотров: 381; Нарушение авторского права страницы





 Допуски формы
Допуски формы





 Допуски
Допуски 



 ; характеризуется тем, что расстояние между параллельными касательными к профилю постоянно и не зависит от ориентации касательных;
; характеризуется тем, что расстояние между параллельными касательными к профилю постоянно и не зависит от ориентации касательных; .
.

 призмы, град
призмы, град призмы, град.
призмы, град.