|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Аналитический обзор и выбор основного технологического оборудования
При получении заготовки методом круглого проката основное технологическое оборудование должно позволять выполнять токарные операции, операции фрезерования и сверления. Всем вышеперечисленным требованиям удовлетворяет обрабатывающий центр Takisawa TMX-2000 (рисунок 17) , оснащенный помимо основного шпинделя контр-шпинделем, фрезерным шпинделем, вместительным встроенным инструментальным магазином токарного и приводного инструмента, возможностью использования кулачковых и цанговых патронов, функцией подключения барфидера для подачи пруткового металла. Все характеристики станка приведены в таблице 1. Таблица 1 – Характеристики станка Takisawa TMX-2000
Окончание таблицы 1
Рисунок 17 – Токарно-фрезерный обрабатывающий центр Takisawa TMX-2000 Для автоматизированного производства и практически безлюдного режима работы участка необходим промышленный робот, способный переставлять деталь в нужные моменты во время механической обработки, а так же осуществлять перемещение заготовок со склада и готовых деталей на склад. Так как деталь имеет массу 11,4 кг, в качестве робота-манипулятора выбираю FANUK M710IC/20L (рисунок 18).
Рисунок 18 – FANUK M710IC/20L
Преимущества: · Высокие угловые скорости осей; · Лучшие в своем классе инерционные показатели; · Высокая механическая жесткость; · Компактное запястье: вынесенные электродвигатели и защита IP67; · Полые конструкции редукторов; · Размещение на полу, портале, под углом и на стене; · Модификация с удлинённой рукой; · Непосредственное соединение электродвигателя с редуктором; · 6 управляемых осей; · 20 кг грузоподъемность на кисти; · Радиус досягаемости 3110 мм · Скорость до 2 м/c.
2.2.3 Формирование операционно-маршрутной технологии проектного варианта Маршрутный технологический процесс представлен в таблице 2.
Таблица 2 – Маршрутный технологический процесс
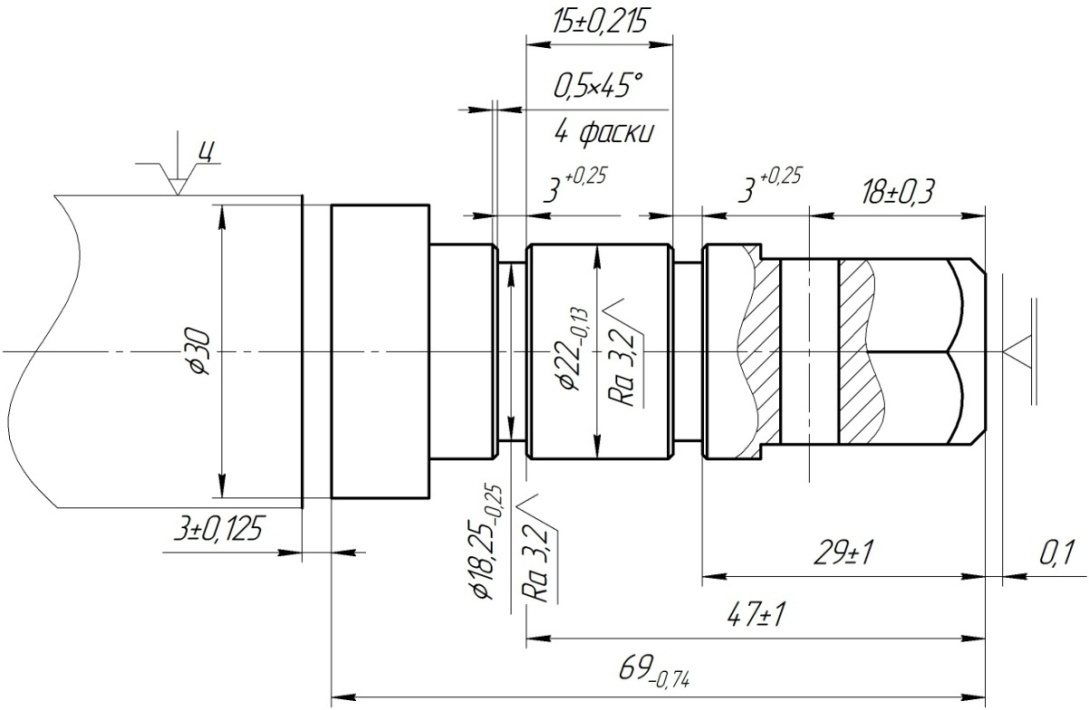
Операция 005 комплексная с ЧПУ Установ 1 – обтачивание цилиндрических поверхностей, протачивание канавок, фрезерование шестигранной поверхности, сверление отверстий Ø5,95 мм. Операционный эскиз 005 комплексной операции (установ 1) представлен на рисунке 19.
Рисунок 19 – Операционный эскиз 005 операции (установ 1) Установ 2 Фрезерование круглого паза Ø25,5 мм, глубиной 5 мм. Операционный эскиз 005 комплексной операции (установ 2) представлен на рисунке 20.
Рисунок 20 – Операционный эскиз 005 комплексной операции (установ 2)
2.2.4 Размерно-точностной анализ проектного варианта технологического процесса Размерная схема представлена в приложении Б. В проектном варианте технологического процесса имеется необходимость расчета замыкающих звеньев, припусков, межоперационных размеров и минимального размера заготовки. Для проектного варианта ТП составим размерную схему и выявим в ней замыкающие звенья. Затем составим уравнения припусков и замыкающих звеньев. Рассчитаем минимальные припуски на обработку. Минимальный припуск рассчитывается по формуле:
где Rz – величина шероховатости поверхности, полученная на предшествующей операции; Df – величина дефектного слоя. Обычный горячекатаный прокат имеет Rz = 50 мкм и Df = 50 мкм, соответственно получаем:
·
·
·
2.2.5 Расчёт режимов резания и норм времени на все операции проектного варианта технологического процесса При точении обработка может производиться за один или несколько проходов в зависимости от точности и диаметра заготовки и требуемой точности и диаметра детали. Метод получения заготовки детали «Штревель штока ДУ-50/40.00.73.Ш1» – периодический прокат в виде прутка (σв=730 МПа; НВ=210 МПа). Точение Выбор глубины резания. Черновое точение t=2,0 мм, получистовое точение t=1,4 мм, чистовое точение t=0,6 мм, глубина канавки t=3,75 мм, ширина канавки b=3 мм. Выбор подачи. Sот=0,22 мм/об –подача для чернового прохода; Sот=0,14 мм/об –подача для получистового прохода; Sот=0,08 мм/об –подача для чистового прохода; Sот=0,08 мм/об –подача для точения канавок. Поправочные коэффициенты для расчета рабочей подачи представлены в таблице 3: Кsи–коэффициент, в зависимости от инструментального материала; Кsд–коэффициент, в зависимости от крепления державки резца; Кsh–коэффициент, в зависимости от прочности режущей части; Ksm–коэффициент, в зависимости от механических свойств обрабатываемого материала; Ksj–коэффициент, в зависимости от жесткости станка; Ksy–коэффициент, в зависимости от схемы установки обработки; Ksn–коэффициент, в зависимости от состояния поверхности заготовки; Ksφ–коэффициент, в зависимости от геометрических параметров резца; Ksш–коэффициент, в зависимости от шероховатости обработанной поверхности; Кsd–коэффициент, в зависимости от отношения конечного и начального диаметров обработки; Kso–коэффициент, в зависимости от вида обработки;
Таблица 3 – поправочные коэффициенты для расчета подачи
Расчет окончательной подачи : So черн. = Sот·Ksи·Кsд·Ksh·Ksm·Ksy·Ksn·Ksφ·Ksj = 0,16 мм/об; So получист. = Sот·Ksи·Кsд·Ksh·Ksm·Ksy·Ksn·Ksφ·Ksj = 0,08 мм/об; So чист. = Sот·Ksи·Кsд·Ksh·Ksm·Ksy·Ksn·Ksφ·Ksj = 0,05 мм/об; So канав. = Sот· Ksи·Ksm·Ksy·Ksш·Ksd·Kso = 0,03 мм/об; Сила резания табличная: Рxт=530 Н; Pyт=160 H; Рxт=530 Н; Pyт=160 H; Рxт=530 Н; Pyт=160 H; Рxт=800 Н; Pyт=190 H. Поправочные коэффициенты на силы резания представлены в таблице 4: Таблица 4 – поправочные коэффициенты для расчета силы резания
Px= Рxт·Крмx·Kpφx·Kpγx·Kpλx=520 H; Py= Pyт·Крмy·Kpφy·Kpγy·Kpλy=157 H; Px= Рxт·Крмx·Kpφx·Kpγx·Kpλx=520 H; Py= Pyт·Крмy·Kpφy·Kpγy·Kpλy=157 H; Px= Рxт·Крмx·Kpφx·Kpγx·Kpλx=520 H; Py= Pyт·Крмy·Kpφy·Kpγy·Kpλy=157 H; Px= Рxт·Крмx·Kpφx·Kpγx·Kpλx=785 H; Py= Pyт·Крмy·Kpφy·Kpγy·Kpλy=186 H. Табличная скорость и мощность станка: V1=241 м/мин; N1=5,7 кВт; V2=241 м/мин; N2=5,7 кВт; V3=241 м/мин; N3=5,7 кВт; V4=196 м/мин; N4=5,7 кВт.
Поправочные коэффициенты на скорость резания представлены в таблице 5: Kvc – поправочный коэффициент в зависимости от группы обрабатываемости материала; Kvo – поправочный коэффициент в зависимости от вида обработки; Kvj – поправочный коэффициент в зависимости от жесткости станка; Kvm – поправочный коэффициент в зависимости от механических свойств обрабатываемого материала; Kvт – поправочный коэффициент в зависимости от периода стойкости режущей части; Kvж – поправочный коэффициент в зависимости от наличия охлаждения; Kvи – поправочный коэффициент в зависимости от инструментального материала. Kvφ–коэффициент, в зависимости от геометрических параметров резца;
Таблица 5 – поправочные коэффициенты для расчета силы резания
Kv=Kvc·Kvи·Kvj·Kvm·Kvг·Kvж·Kvo; Kv1=0,805; Kv2=0,7; Kv3=0,7; Kv4=1,0. 1) V1=Vт·Kv= 194 м/мин; 2) V2=Vт·Kv= 169 м/мин; 3) V2=Vт·Kv= 169 м/мин; 3) V3=Vт·Kv= 196 м/мин. Частота вращения шпинделя:
По паспорту станка определим фактическую частоту вращения шпинделя: nф1=1950 об/мин; nф1=2250 об/мин; nф1=2400 об/мин; nф1=2800 об/мин. Определим фактическую скорость резания:
Определение минутной подачи, ее определяют по формуле
Sм=1950·0,16=312 мм/мин; Sм=2250·0,08=180 мм/мин; Sм=2400·0,05=120 мм/мин; Sм=2800·0,03=84 мм/мин; Фрезерование глухого отверстия Ø 25,5 мм и глубиной 5 мм: Материал инструмента: Р6М5; Стойкость инструмента Т: 60мин.; Число зубьев: 3 Выбор глубины резания: t=5 мм Выбор подачи: Sz= 0,06 мм/зуб. Поправочные коэффициенты для расчета рабочей подачи: Кsm = 1,0; Кsz = 1,0; Кsl = 1,0; KsB = 1,0; Sz= Szт· Кsm · Кsz · Кsl · KsB =0,06 мм/зуб; Скорость резания: VT = 31 м/мин. Поправочные коэффициенты на скорость резания: Kvо =0,5; Kvm = 1,0; Kvв = 1,2; Kvп = 1,0; Kvж = 1,0; V=VT·Kvо·Kvm·Kvв·Kvп·Kvж = 18,6 м/мин; Частота вращения шпинделя:
По паспорту станка определим фактическую частоту вращения шпинделя: nф = 370 об/мин; Определим фактическую скорость резания:
Определение минутной подачи, ее определяют по формуле
Sм=370·0,06·3=66,7 мм/мин; Фрезерование шестигранной поверхности: Материал инструмента: Р6М5; Стойкость инструмента Т: 60мин.; Число зубьев: 3 Выбор глубины резания: t =3 мм. Выбор подачи: Sz= 0,1 мм/зуб. Поправочные коэффициенты для расчета рабочей подачи: Кsи = 1,0; Кsм = 1,0; Кsz = 1,0; Ksl = 1,0. Sz= Szт·Кsи· Кsм · Кsz · Ksl = 0,1 мм/об; Скорость резания: Vт = 44 м/мин. Поправочные коэффициенты на скорость резания: Kvo = 0,5; Kvи = 1,0; Kvт = 1,0; Kvв = 0,85; Kvп = 1,0; Kvж = 1,0; V=VT·Kvo·Kvи·Kvт·Kvв·Kvп·Kvж =18,7 м/мин; Частота вращения шпинделя:
По паспорту станка определим фактическую частоту вращения шпинделя: nф = 370 об/мин; Определим фактическую скорость резания:
Определение минутной подачи, ее определяют по формуле
Sм=370·0,1·3=111 мм/мин; Сверление сквозного отверстия: Материал инструмента: Р6М5; Стойкость инструмента Т: 60мин.; Выбор глубины резания: t =2,575 мм. Выбор подачи: Sот= 0,11 мм/об. Поправочный коэффициент для расчета рабочей подачи: Кsм = 0,85. Sо= Sот· Кsм = 0,11·0,85=0,09 мм/об; Скорость резания: Vт = 28,2 м/мин. Поправочные коэффициенты на скорость резания: Kvм = 0,85; Kvж = 1,0; Kvw = 1,0; Kvи = 1,0; Kvз = 1,0; Kvl = 1,0; Kvn = 1,1; Kvт = 1,0; Kvi = 0,74. V=VT·Kvм·Kvз·Kvж·Kvт·Kvw·Kvи·Kvl·Kvт=26,4 м/мин; Частота вращения шпинделя:
По паспорту станка определим фактическую частоту вращения шпинделя: nф = 1650 об/мин; Определим фактическую скорость резания:
Определение минутной подачи, ее определяют по формуле
Sм=1650·0,09=149 мм/мин; Развертывание сквозного отверстия: Материал инструмента: Р6М5; Стойкость инструмента Т: 60мин.; Выбор глубины резания: t =0,4 мм. Выбор подачи: Sот= 0,7 мм/об. Поправочный коэффициент для расчета рабочей подачи: Кsм = 0,85. Sо= Sот· Кsм = 0,7·0,85=0,6 мм/об; Скорость резания: Vт = 12,8 м/мин. Поправочные коэффициенты на скорость резания: Kvм = 0,85; Kvж = 1,0; Kvw = 1,0; Kvи = 1,0; Kvз = 1,0; Kvl = 1,0; Kvn = 1,1; Kvт = 1,0; Kvi = 0,74.
V=VT·Kvм·Kvз·Kvж·Kvт·Kvw·Kvи·Kvi·Kvт=8,9 м/мин; Частота вращения шпинделя:
По паспорту станка определим фактическую частоту вращения шпинделя: nф = 500 об/мин; Определим фактическую скорость резания:
Определение минутной подачи, ее определяют по формуле
Sм=500·0,6=300 мм/мин. Расчет норм времени сводится к определению времени цикла автоматической работы станка по программе, машинно-вспомогательного времени, нормы штучного и суммарного вспомогательного времени. Машинно-вспомогательное время определяется по формуле: ТМВ = ТМВи + ТМВх мин, где ТМВи – машинно-вспомогательное время на автоматическую смену инструмента (ТМВи = 0,7 мин); ТМВх – машинно-вспомогательное время на выполнение автоматических вспомогательных ходов и технологические паузы (ТМВх = 0,5 мин). Время перемещения по холостым ходам определяется так же по РТК, сумма перемещений делится на 5000. ∑ТМВ = 0,7 + 0,5 = 1,2 мин. Таким образом время автоматической работы станка по программе: Тц.а. = То + ТМВ, мин; ∑Тц.а. = 4,07 + 1,2 = 5,27 мин. Определение нормы штучного времени Норма штучного времени определяется по формуле: Тш = (Тц.а. + ТВ )*(1 + Вспомогательное время складывается из составляющих: ТВ = Туст + Тиз., где Туст – вспомогательное время на установку и снятие детали (Туст = 0,1 мин – определено временем подачи прутка барфидером и забора готовой детали в тару-накопитель); Т’уст – время на закрепление и раскрепление детали (Т’уст = 0,2 мин – определено временем сжатия цангового патрона, трехкулачкового патрона, перехватом заготовки контршпинделем); Тиз – вспомогательное время на контрольное измерение штангенциркулем и микрометром, является перекрываемым, Тиз = 1 мин. Суммарное вспомогательное время равно: ∑ТВ = 0,1 + 0,2 + 1 = 1,3 мин Время на организационное и техническое обслуживание рабочего места, отдых и личные потребности приведено в процентах от операционного времени (ч.1, карта [16] поз.32): аорг + атех + аотл = 10%. Определение времени цикла автоматической работы станка по программе Основное время автоматической работы станка по программе определяется по формуле: То = где l – длина обрабатываемой поверхности на рабочем ходу, определяемая по РТК; SM – минутная подача, определяемая из режимов резания: Для проходного резца (черновой проход): То = Для проходного резца (получистовой проход): То = Для проходного резца (чистовой проход): То = Для канавочного резца: То = Для шпоночной фрезы (фрезерование глухого отверстия): То = Для концевой фрезы (фрезерование шестигранной поверхности): То = Для сверла-развертки: То = Т0 = 0,77+0,33+0,5+0,65+0,52+1,03+0,27 = 4,07 мин. Окончательно норма штучного времени: ∑Тш = (5,27+1,3)*1,1 = 7,227 мин.
Выводы по разделу В проектном технологическом процессе в качестве метода получения заготовки используется тот же метод, что и в действующем варианте: горячекатаный пруток, так как выбор другого способа изготовления заготовок будет нецелесообразным, неэффективным и более затратным. КИМ остается прежним. Описано применяемое станочное оборудование, его характеристики и опции. Сформирована операционно-маршрутная технология с операционными эскизами и рассчитаны режимы резания на все переходы. Был проведен размерный анализ технологического процесса и посчитана величина минимального припуска. КОНСТРУКТОРСКАЯ ЧАСТЬ |
Последнее изменение этой страницы: 2019-04-20; Просмотров: 395; Нарушение авторского права страницы





 ;
; ;
;










 ;
;
 ;
;
 ;
;
 ), мин.
), мин. мин,
мин,