
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Проектирование и расчёт специального режущего инструмента
Инструментальный материал В качестве материала режущей части выбираем быстрорежущую сталь Р6М5К5, которая предназначена для обработки высокопрочных, нержавеющих и жаропрочных сталей и сплавов. Данная сталь имеет пониженную склонность к перегреву, пониженную вязкость, повышенное сопротивление износу, пониженную шлифуемость. Материал заготовки Сталь 20Х13 ГОСТ 5632-72, её можно обрабатывать выбранной инструментальной сталью. Характеристики стали: Химический состав: C – 0,86..0,94 %, Si – 0,2..0,5 %, Mn – 0,2..0,5 %, Ni – до 0,6 %, S – до 0,03%, P – до 0,03 %, Cr – 3,8..4,3 %, Mo – 4,8..5,3 %, W – 5,7..6,7 %, V – 1,7..2,1, Co – 4,7..5,2%, Cu – до 0,25%. Твердость материала Р6М5К5 после отжига HB = 269. Геометрические параметры сверла Руководствуясь справочником, проведем расчеты и подбор геометрических и конструктивных параметров сверла. Исходя из выбранного материала, по таблице выбираем параметры: 2
ψ = 45̊ ± 5̊ ; Задний угол и угол наклона винтовой канавки зависят от диаметра сверла и могу быть найдены, как
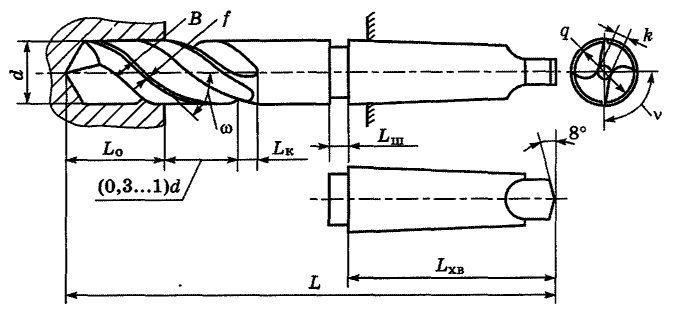
Конструктивные элементы рабочей части сверла
Рисунок 33 – Конструктивные элементы спирального сверла
В том случае, если после сверла отверстие будет обрабатываться другим инструментом, диаметр сверла принимают равным диаметру отверстия с округлением до ближайшего стандартного значения. Диаметр сверла принимаем равным 5,90 мм. Допуск на диаметр сверла назначается в соответствии с ГОСТ 2034-80Е*. Ленточка сверла при обработке заданного материала заготовки принимается равной: f = 0,5 Диаметр спинки: q = 0,95d = 5,6 мм. Центральный угол канавки принимаем - ν = 90̊ . Ширину пера обычно принимают равной: B = d sin Толщина сердцевины сверла принимается равной: k = 0,17 ∙ d = 0,17 ∙ 5,9 = 1 мм. Длину сверла без хвостовика принимают равной L = 35 мм. Геометрические параметры развертки Число зубьев цельных разверток для вязких металлов определяют по формуле: Z = 1,5∙ Полученное значение округлим до ближайшего четного в большую сторону, получим Z = 6; Руководствуясь рекомендациями, данные в ГОСТ 1672-80 принимаем: α = 10 γ = 10
f = 0,1 мм;
β = 85 r = 0,5 мм; t = 0,025 мм.
Рисунок 34 – Профиль поперечного сечения развертки Для исключения огранки отверстия окружной шаг зубьев развертки делают не равномерным (рис. 12). Параметры углового шага принимаются исходя из числа зубьев. Для шести зубьев назначается парная группа из трех значений:
Рисунок 35 – Схема разбивки шага зубьев развертки
Конструктивные параметры развертки На развертке предусматривают заборную часть длиной
l = 3,2∙ d = 3,2∙ 5,95 = 19 мм;
L =
Рисунок 36 – Конструктивные элементы развертки
|
Последнее изменение этой страницы: 2019-04-20; Просмотров: 358; Нарушение авторского права страницы
 = 118̊ ± 3̊ ;
= 118̊ ± 3̊ ; = 30̊ ± 2̊ ;
= 30̊ ± 2̊ ; = 12̊ ± 3̊ ;
= 12̊ ± 3̊ ;

 = 0,5
= 0,5  = 0,9 мм.
= 0,9 мм. cos
cos  = 5,9 ∙ 0,71∙ 0,88 = 3,7 мм.
= 5,9 ∙ 0,71∙ 0,88 = 3,7 мм. = 1,5 ∙
= 1,5 ∙  = 1,5 ∙ 2,44 + 2 = 5,66;
= 1,5 ∙ 2,44 + 2 = 5,66; ;
; = 45
= 45  = 0,5
= 0,5  0,1 мм;
0,1 мм;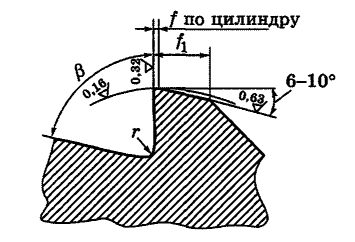
 = 58 ̊ 02 ̍ ;
= 58 ̊ 02 ̍ ; = 59 ̊ 53 ̍ ;
= 59 ̊ 53 ̍ ; = 62 ̊ 05 ̍ .
= 62 ̊ 05 ̍ .
 , калибрующую часть
, калибрующую часть  и коническим
и коническим  участками. Конус на длине
участками. Конус на длине  - длина хвостовика.
- длина хвостовика. = 0,5∙ d = 0,5∙ 5,95 = 3 мм;
= 0,5∙ d = 0,5∙ 5,95 = 3 мм; +
+ 