|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Разработка структурной схемы гибкого производственного участка
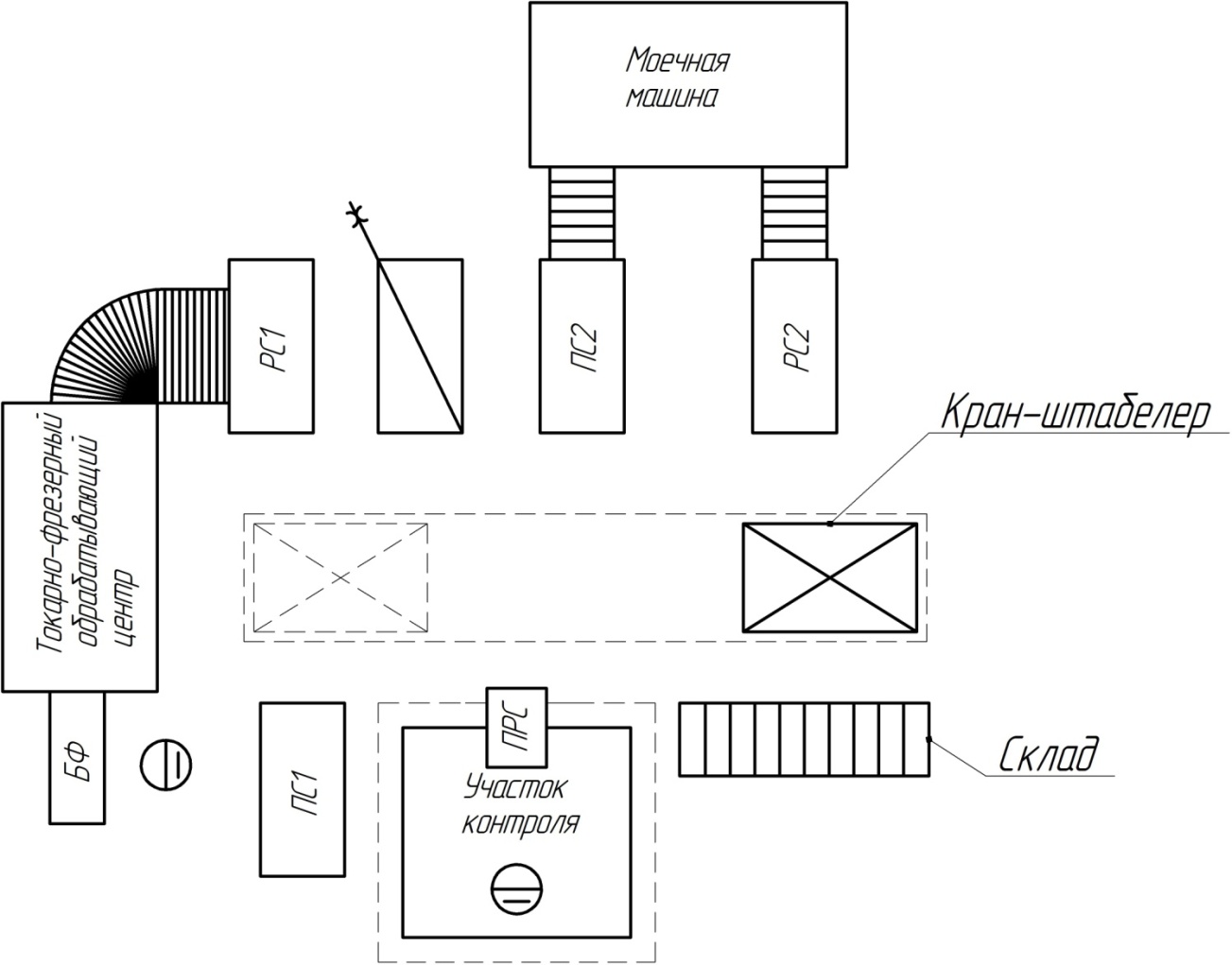
Для дальнейшего определения числа подвижных транспортных механизмов АТСС, расчета времени перемещения заготовок, а так же определения более рационального размещения оборудования необходимо узнать примерный маршрут движения заготовок при обработке на станках ГПС. Для этого осуществим планировку станочной и складской систем комплекса. Затем выполним анализ графов, он сводится к визуальному определению компоновки с наименьшими пересечениями материальных потоков, что должно обеспечить наименьшее число и время перемещений транспортного механизма. Первый вариант расположения оборудования представлен на рисунке 40. На данной схеме показано перемещение со склада на кран-штабелер, с него на барфидер (при участии человека); со станка детали попадают в ящик, который перемещается в моечную машину, при помощи промышленного робота. Далее с моечной машины ящик с деталями кран-штабелером перемещается на участок контроля. После контроля кран-штабелер доставляет ящик на склад готовых деталей. Для выявления всех суммарных перемещений была составлена матрица ориентировочных перемещений подвижных механизмов АТСС (таблица 6). Первый вариант расположения оборудования представлен на рисунке 40.
Рисунок 40– Схема расположения станков Таблица 6 – Матрица перемещений подвижных механизмов АТСС, мм
Окончание таблицы 6
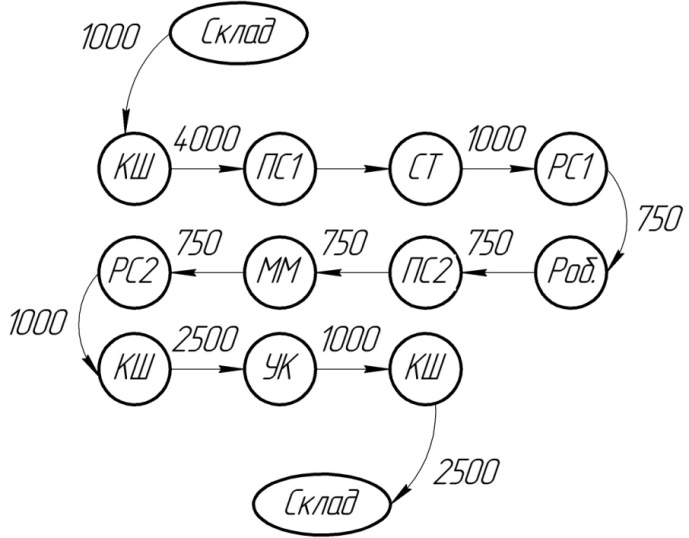
СТ – токарно-фрезерный обрабатывающий центр; ММ – моечная машина; КШ – кран-штабелер; УК – участок контроля; СК – склад заготовок и готовой продукции; ПС – приемный стол; РС – раздаточный стол; ПРС – приемо-раздаточный стол. Суммарное перемещение при такой компоновке ГПС равное 16000 мм. Граф перемещений для первого варианта компоновки транспортного механизма в ГПС представлен на рисунке 41.
Рисунок 41 – Граф перемещений транспортного механизма в ГПС Второй вариант расположения оборудования представлен на рисунке 42. На данной схеме показано перемещение со склада заготовок краном-балкой на барфидер (при участии человека); со станка детали попадают в ящик, который перемещается в моечную машину, при помощи крана-штабелера. Далее с моечной машины ящик с деталями краном-штабелером перемещается на участок контроля. После контроля кран-штабелер доставляет ящик на склад готовых деталей. Для выявления всех суммарных перемещений была составлена матрица ориентировочных перемещений подвижных механизмов АТСС (таблица 7). Граф перемещений для второго варианта компоновки транспортного механизма в ГПС представлен на рисунке 42.
Рисунок 42 – Схема расположения станков Таблица 7 – Матрица перемещений подвижных механизмов АТСС
Окончание таблицы 7
СЗ – cклад заготовок; КБ – кран-балка; СТ – токарно-фрезерный обрабатывающий центр; ММ – моечная машина; КШ – кран-штабелер; ПС - приемный стол; РС - раздаточный стол; УК – участок контроля; ПРС - приемо-раздаточный стол; СК – склад готовой продукции. Суммарное перемещение при такой компоновке ГПС равно 11000 мм.
Рисунок 43 – Граф перемещений транспортного механизма в ГПС Исходя из расчетов, выбираем вторую схему расположения станков. |
Последнее изменение этой страницы: 2019-04-20; Просмотров: 312; Нарушение авторского права страницы