|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Аналитический обзор и выбор стандартной технологической оснастки
Выбор технологической оснастки начинается с анализа методов формирования типовых поверхностей деталей с целью определения наиболее эффективных способов обработки исходя из требований, заданных в конструкторской документации. Деталь «Штревель штока ДУ-50/40.00.73.Ш1» является деталью типа «тело вращения», при обработке которого в проектном варианте технологического процесса не требуется никаких вспомогательных станочных приспособлений и дополнительной технологической оснастки, взаимодействующей непосредственно с заготовкой в станке. Станочная оснастка токарными патронами представлена двух-, четырех- и трехкулачковыми патронами с ручным и механизированным зажимом. Для различных фасонных отливок используются двухкулачковые самоцентрирующиеся патроны. Круглые и шестигранные заготовки принято закреплять в трехкулачковых патронах. Четырехкулачковые патроны предназначаются для прямоугольных и нессиметричных деталей, а также прутков квадратного сечения. · Цанговые патроны Основной рабочий элемент цангового патрона – это втулка с несколькими осевыми прорезями, которые разделяют ее на лепестки, которых, зависимо от диаметра заготовок, бывает три, четыре или шесть. Подобные лепестки играют роль кулачков, которые обжимают деталь, что вставляется внутрь втулки. Цанги бывают подающими и зажимными. Подающая цанга представляет собой стальную закаленную втулку с тремя неполными разрезами, что формируют лепестки с поджатыми концами друг к другу. Зажимные цельные цанги изготавливают в виде втулки с лепестками пружинящегося типа.
Рисунок 21 – Цанговые патроны Сцепление возрастает вследствие сужения прорезей при процедуре вдавливания цанги в патрон конической частью. Устройство токарного патрона с цангой с технической точки зрения имеет некоторые преимущества перед прочими зажимными устройствами – у детали, которая закреплена в цанге, радиальные биения изделия настолько незначительные, что ими спокойно можно пренебречь. Преимущественная сфера использования таких патронов – зажатие цилиндров, коротких прутков или втулок для обработки. Они также применяются для фиксации фрез, сверл, наконечников гайковертов и метчиков. Цанговые патроны пользуются популярностью при вторичном зажиме заготовки с обработанной поверхностью. При несоответствии профиля обрабатываемого изделия форме цангового отверстия принято применять сменные вкладыши. · Рычажные патроны Рычажные патроны могут быть использованы в мелкосерийном производстве, потому что процедура их переналадки проста и способна обеспечивать крепление заготовок в широчайшем диапазоне диаметров. На центрирующей поверхности в корпусе патрона размещен диск, на стороне которого присутствует резьба по архимедовой спирали, конический зубчатый венец нарезан на другой стороне. Крепление заготовки в рычажном токарном патроне происходит от гидропривода, который перемещает тягу с муфтой. Стержни с сухарями, что образуют двуплечий рычаг, способны поворачиваться вокруг центра цилиндрического участка сухаря, перемещать ползуны с кулачками к центру и зажимать заготовку. Переналадка рычажного патрона проста и сводится к одновременному передвижению всех кулачков в необходимое радиальное положение при помощи ключа. На данную операцию затрачивают не больше времени, чем на процедуру крепления заготовки в трехкулачковом патроне, который имеет немеханизированный привод. Из-за подвижных элементов, которые предусмотрены в чертежах токарных патронов и соединяют ползуны с основными кулачками, погрешности центрирования заготовки существенные, поэтому рычажные патроны используются преимущественно на черновых операциях.
Рисунок 22 – Рычажный патрон · Клиновые патроны Клиновые патроны демонстрируют высокую точность центрирования заготовки, нежели патроны рычажные. Закрепление заготовки происходит при помощи пневматического или гидравлического привода, который размещен сзади на конце пологого шпинделя. Три основных кулачка и кулачки, что с ними связаны, при осевом движении клина передвигаются в радиальном направлении и зажимают изделие.
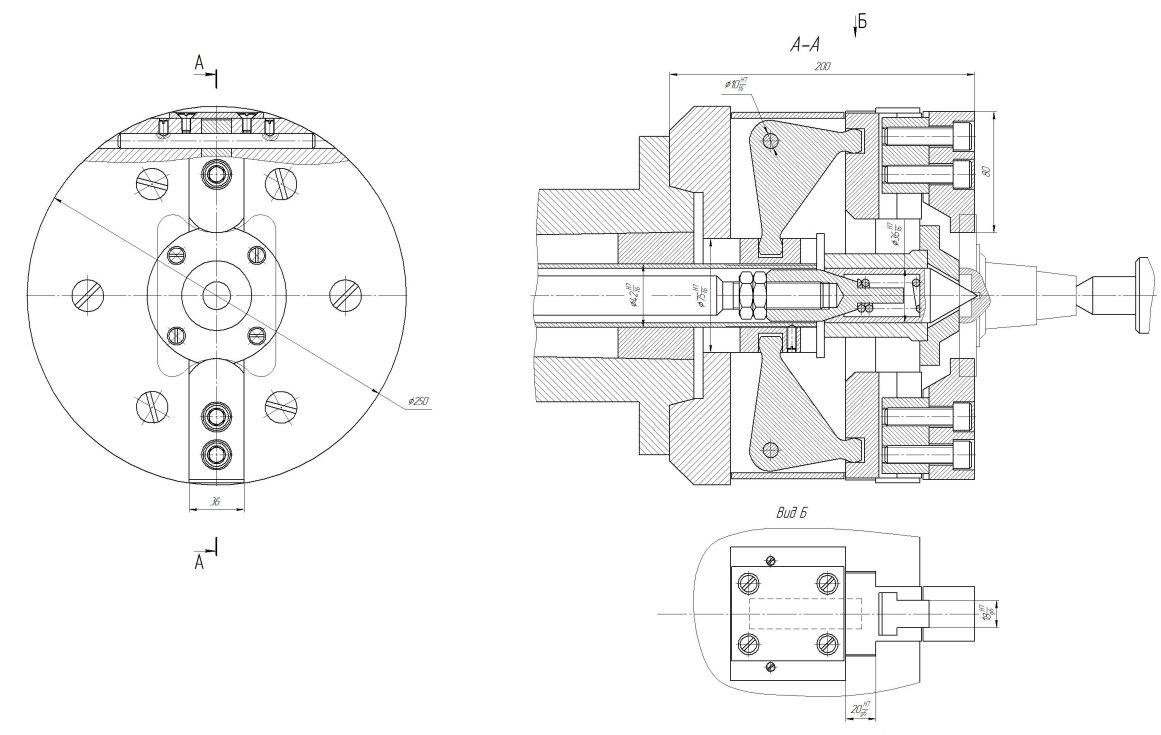
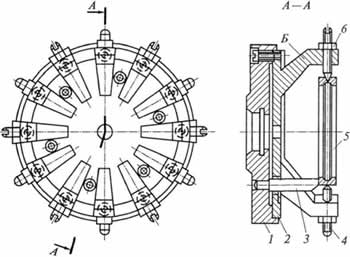
Рисунок 23 – Клиновый патрон Для станков с ЧПУ, где совершается обработка большой партии деталей, важной является возможность совершения быстрой сборки токарного патрона и переналадки патрона на прочий диаметр закрепляемой заготовки, что длится не более 2 минут. Для станков с ГПС и ЧПУ разрабатывают конструкции патронов с автоматическим переналаживанием на определенный диаметр заготовки. Использование для изготовления основных деталей высококачественной стали с термообработкой повышает надежность, долговечность и точность патрона. · Мембранные патроны Самую высокую точность центрирования деталей обеспечивает мембранный патрон. Упругие мембраны крепятся к фланцу патрона болтами. Подобная мембрана имеет от 3 до 8 кулачков со сменными губками. Некоторые конструкции мембранных патронов имеют кулачки, которые закрепляются к мембране болтами. Заготовки устанавливаются до упора в разжатые губки торцом в штифты, отключается пневмопривод, мембрана пытается возвратиться в исходное состояние и зажимает губками заготовку.
Рисунок 24 – Мембранный патрон Большое число кулачков на мембранном токарном патроне способствует центрированию изделия с точностью 0,05 миллиметров и выше. Из-за небольшой силы крепления заготовки подобные патроны используются на чистовых операциях при небольшом сечении снимаемой стружки. При установке заготовок в мембранный патрон пневмопривод используется исключительно для разведения кулачков, поэтому совершение действий с таким патроном безопасно. В случае внезапного уменьшения давления в сети во время обработки заготовка все также надежно в патроне удерживается упругими силами мембраны. · Трехкулачковые патроны Патроны, которые имеют три радиальные радиальные пазы, имеют такую характерную особенность – центрирование, которое происходит одновременно с закреплением заготовки. Кулачки двигаются по спирали синхронно под действием усилия, которое прилагается в одной точке при помощи торцевого рычага или ключа, зависимо от механизма передачи, который используется в конструкции патрона.
Рисунок 25 – Трехкулачковый патрон В конструкции патрона токарного трехкулачкового используются кулачки разных видов. Прямые устанавливают в паз наружу ступенями, и деталь зажимается сверху внутренними поверхностями или наружной поверхностью ступеней по внутренней поверхности изделия. Обратные кулачки располагаются ступенями к центру и применяются для зажима заготовок с большим диаметром. Кулачки маркируются порядковым номером, которому нужно следовать при монтаже в патрон. · Четырехкулачковые патроны Четырехкулачкове патроны характеризуются присутствием четырех пазов, что радиально направлены, в которые устанавливают зажимные кулачки. Для передвижения каждого кулачка в конструкции патрона предусмотрен отдельный механизм, который делает его независимым от перемещения остальных. Предназначение четырехкулачного токарного патрона по дереву с независимыми кулачками состоит в закреплении и удержании при обработке заготовок с нецилиндрической формой, либо когда ось цилиндрической поверхности, что обрабатывается, не совпадает с осью крепления.
Рисунок 26 – Четырехкулачковый патрон Кулачки устанавливают в обратной и прямой позиции. Обратная позиция применяется, если нужен зажим заготовки с большой площадью сечения. Четырехкулачковые самоцентрирующие патроны также используются для закрепления прутков, что имеют квадратное сечение. Для обработки деталей «Штревель штока ДУ-50/40.00.73.Ш1», закрепления и зажима прутка в шпинделе целесообразно использовать цанговый патрон, а для перехвата заготовки в контршпиндель и дальнейшей обработки используем трехкулачковый патрон. |
Последнее изменение этой страницы: 2019-04-20; Просмотров: 457; Нарушение авторского права страницы