|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Методы отделочной обработки поверхностей деталей со снятием стружки: отделка поверхностей чистовыми резцами и шлифовальными кругами; полирование заготовок, абразивно-жидкостная отделка.
К деталям изделий РЭС как правило предъявляются повышенные требования в отношении точности размеров, уменьшении шероховатости поверхностей, придания им особого вида в эстетических или санитарно-гигиенических целях. Выполнить эти требования можно при достижении особых качеств поверхностных слоев деталей. Достичь их рассмотренными ранее методами формообразования и механической обработки поверхности удается не всегда. В этих случаях применяют отделочные методы обработки. Для них характерны малые силы резания, небольшие толщины срезания слоев материла, незначительное тепловыделение. Отделка поверхностей чистовыми резцами и шлифовальными кругами К этой группе методов относятся: 1) тонкое обтачивание; 2) тонкое растачивание; 3) тонкое шлифование. Тонкое обтачивание осуществляется при высоких скоростях резания, малых глубинах и подачах. Часто используются токарные резцы с широкими режущими лезвиями, которые располагают строго параллельно оси обрабатываемой заготовки. Подача на оборот заготовки составляет 0,8 ширины лезвия, а глубина резания – не более 0,5 мм. Это приводит к уменьшению шероховатости обрабатываемой поверхности. Тонкое обтачивание обеспечивает получение поверхностей правильной геометрической формы, с точным пространственным расположением осей и параметрами шероховатости Ra=063–0,063 мкм; вместе с тем этот метод высокопроизводителен. При обтачивании деталей из медных сплавов резцами, армированными алмазами или композиционными материалами, с использованием шпиндельных головок с высокоточными подшипниками можно получить параметр шероховатости Ra=0,032–0,02 мкм, при обработке деталей из алюминиевых сплавов и тех же условиях можно обеспечить параметр шероховатости поверхности Ra=0,5–0,16 мкм. Тонкое обтачивание требует применения быстроходных станков высокой жесткости и точности, а также качественной предварительной обработки. Тонкое растачивание используется в тех случаях, когда заготовки из вязких цветных сплавов либо стали, выполнены тонкостенными. Тонкое растачивание целесообразно при точной обработке глухих отверстий и тогда, когда по условиям работы детали не допускается внедрение абразивных зерен в пары обработанной поверхности. Тонкое шлифование производят мягким мелкозернисты кругом при больших скоростях резания (vк>40 м/с) и малой глубине резания. Шлифование сопровождается обильной подачей охлаждающей жидкости. Особую роль играет жесткость станков, способных обеспечить безвибрационную работу. Полирование заготовок Полированием уменьшают шероховатость поверхности. Этим методом получают зеркальный блеск на соответствующих частях деталей, либо на деталях, применяемых для декоративных целей. Для этого используют полировальные пасты или абразивные зерна, смешанные со смазочным материалом. Эти материалы наносят на быстровращающиеся (например фетровые) круги или колеблющиеся щетки. Хорошие результаты дает полирование быстродвижущимися бесконечными абразивными лентами.
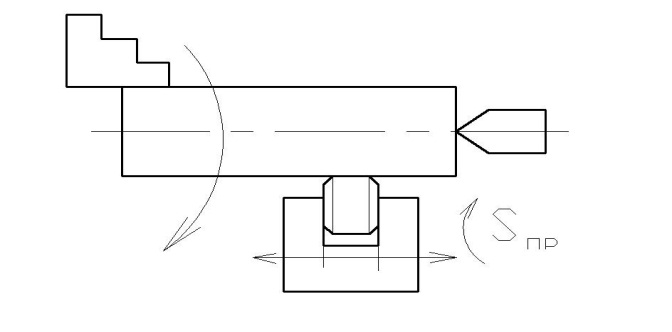
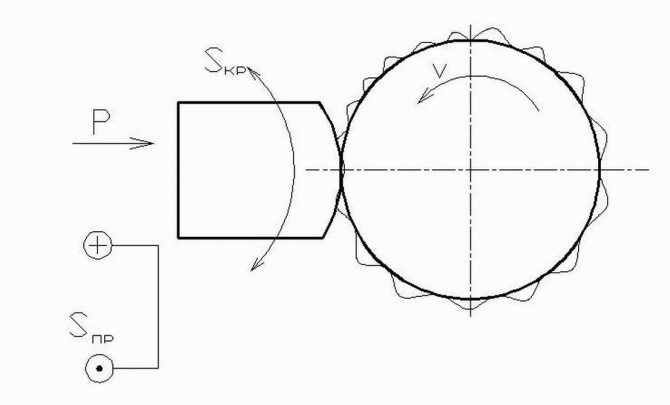
Смазочный материал состоит из смеси воска, парафина и керосина. Полировальные круги изготавливают из войлока, фетра, кожи, капрона, спрессованной ткани и других материалов. Процесс полирования проводят на больших скоростях (до 50 м/с). Рисунок 1 – полирование кругами Заготовка прижимается к кругу усилием Р и совершает движения подачи Sпр и Sкр в соответствии с профилем обрабатываемой поверхности.
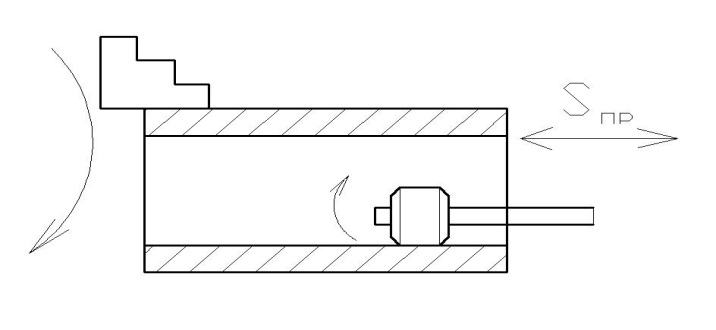
Полирование лентами имеет ряд преимуществ, т.к.эластичная лента может огибать всю полируемую поверхность. Движения подачи в этом случаем могут отсутствовать. В процессе полирования не удается исправлять погрешности формы, а также местные дефекты предыдущей обработки. Рисунок 2 – полирование лентами
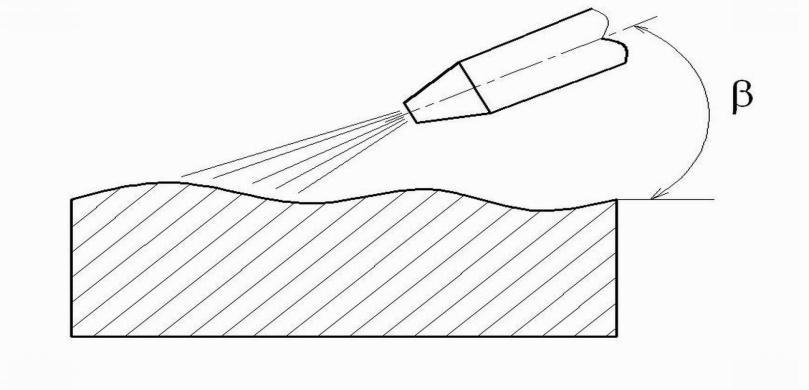
Отделка объемно-криволинейных фасонных поверхностей обычными методами вызывает большие технологические трудности. Для отделочной обработки поверхностей сложной формы используется метод абразивно-жидкостной отделки.
Рисунок 3 – абразивно-жидкостная отделка На обрабатываемую поверхность, имеющую следы предшествующей обработки, подают струю антикоррозионной жидкости со взвешенными частицами абразивного порошка. Жидкостно-абразивная суспензия перемещается под давлением с большой скоростью. Частицы абразива ударяются о поверхность заготовки и сглаживают микронеровности. Интенсивность съема обрабатываемого материала регулируется зернистостью порошка, давлением струи и углом β. В качестве абразива часто применяется электрокорунд. В суспензии содержится 30–35% абразива по массе. Наибольший съем металла обеспечивается при угле β≈45°.
21. Отделочная обработка поверхностей деталей без снятия стружки: физические основы процессов, разновидности методов, примеры схем процессов обработки.
Методами обработки без снятия стружки получают только те поверхности, которые будут сопрягаться с поверхностями других деталей. Методы обработки основаны на использовании пластических свойств металлов, т.е. способности металлических заготовок принимать остаточные деформации без нарушения целостности металла. Отделочная обработка методами пластического деформирования сопровождается упрочнением поверхностного слоя, что повышает надежность работы деталей. Поверхность заготовки принимает требуемые форму и размеры в результате перераспределения элементарных объемов под воздействием инструмента. Исходный объем заготовки остается постоянным. К методам чистовой обработки пластическим деформированием относятся: – обкатывание и раскатывание поверхностей; – алмазное выглаживание; – калибровка отверстий; – обкатывание зубчатых колес; – вибронакатывание; – дробеструйная упрочняющая обработка. Суть этих методов сводится к обработке поверхностей деталей специальными приспособлениями, рабочими инструментами которых являются ролики, шарики, алмазные выглаживатели и т.д., которые с определенной скоростью и под большим усилием перемещается по поверхности детали. Твердость инструмента значительно выше твердости материала детали. Рис. 4.10. Обкатывание и раскатывание поверхности 4.11. Калибровка отверстий Рис. 4.12. Вибронакатывание
|
Последнее изменение этой страницы: 2019-05-08; Просмотров: 377; Нарушение авторского права страницы
 В качестве абразивного материала применяют пороки и электрокорунда и оксида железа при полировании стали, оксида хрома при полировании алюминия и сплавов меди.
В качестве абразивного материала применяют пороки и электрокорунда и оксида железа при полировании стали, оксида хрома при полировании алюминия и сплавов меди.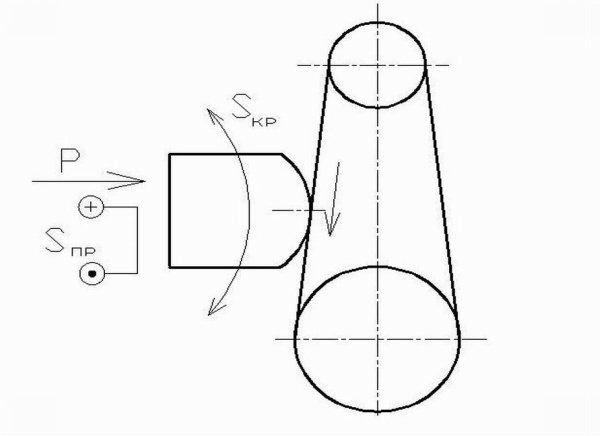
 Абразивно-жидкостная отделка
Абразивно-жидкостная отделка