
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Листовая штамповка пластмасс
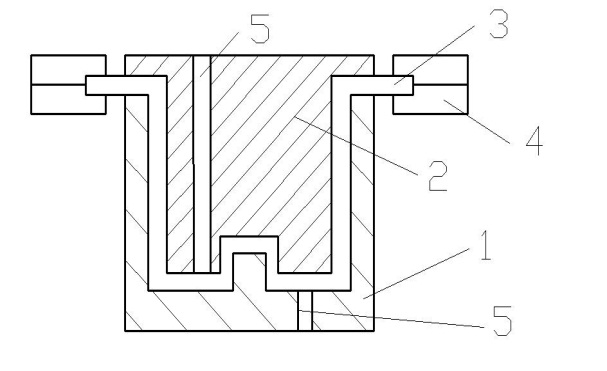
Наиболее широкое распространение получили операции вырубки и пробивки при изготовлении деталей из листовых и рулонных полимерных материалов. Для штамповки термопластов используют эксцентриковые прессы усилием 10 – 50 кН, для реактопластов – прессы усилием 50 – 1000 кН. Вырубка деталей простой конфигурации осуществляется на кривошипных и эксцентриковых прессах, вырубка деталей повышенной точности и сложной конфигурации в многослойном пакете – на гидравлических прессах. Это связано с тем, что при плавном и равномерном приложении усилия качество вырубки детали выше, чем при вырубке ударным приложением усилия. В качестве основной технологии при изготовлении деталей из полимерных материалов используется последовательная штамповка в открытых штампах с прижимом заготовки и ее предварительным подогревом. Эти технические приемы позволяют устранить такие дефекты как появление трещин, ареолы вокруг пробитых отверстий, сколы на поверхности среза. Выбор способа нагрева определяется производственными условиями. Режимы нагрева выбираются в зависимости от марки заготовки, сложности контура детали, толщины материала, температур матрицы, съемника и т.д. Наименьшие возможные размеры отверстий в деталях и слоистых пластмасс, образованные штамповкой с подогревом, принимаются в зависимости от толщины материала и формы отверстий: – для круглых отверстий d ≥ 0,5 S; – для квадратных – d ≥ 0,45 S; – для прямоугольных d ≥ 0,35 S; где S – толщина материала. Для исключения возможного образования трещин разработаны пуансоны специальной конструкции, имеющие предразрушающий выступ, диаметр которого меньше диаметра пуансона. Формообразование пластмассовых листовых заготовок производится также с подогревом материала. Различают три способа штамповки: Рис. 2.27. Способы штамповки пластмасс: а – заготовка между матрицей (1) и пуансоном (2); б – Штампование в матрицу (2) материала эластичным пуансоном; в – Формирование материала толкателем. 1– матрица; 2 – пуансон; 3 – листовая заготовка; 4 – зажимная рама; 5 – воздушный канал; 6 – поддон; 7– толкатель; I – первый способ применяется для более сложных деталей; II – второй способ применяется при штамповке простых деталей на малую длину. Пуансон эластичный, обычно из губчатой резины. III – третий способ для получения деталей виде усеченного конуса, пирамиды и т.д.
15.Гибка, вытяжка и формовка листовых заготовок как вид обработки ….. 1) Вытяжка – это процесс образования полой заготовки или детали из плоской или полой листовой заготовки.
Вытяжка – относительно сложный технологический процесс, требующий тщательной конструктивной отработки штампов, подбора материала обязательных промежуточных отжигов, эффективной смазки и т.д. При изготовлении деталей вытяжкой ограничивающие условия более существенны, чем при других операциях штамповки. Детали должны иметь радиусы закругления: в месте сопряжения дна со стенками r ≥ 2S; в местах сопряжения стенок между собой, стенок с фланцами – r ≥ 3–4S. 2) Формовка объединяет несколько операций изменения формы листовой заготовки путем местных деформаций различного характера. Сюда относятся: – рельефная формовка;– отбортовка отверстий и наружного контура;– обжатие и др.
16.Листовая штамповка пластмасс: особенности проведения разъединительных операций, способы формообразования деталей. Листовая штамповка – это процесс получения изделий или заготовок из листового материала путем деформирования его на прессах с помощью штампов. Наиболее широкое распространение получили операции вырубки и пробивки при изготовлении деталей из листовых и рулонных полимерных материалов. Для штамповки термопластов используют эксцентриковые прессы усилием 10 – 50 кН, для реактопластов – прессы усилием 50 – 1000 кН. Вырубка деталей простой конфигурации осуществляется на кривошипных и эксцентриковых прессах, вырубка деталей повышенной точности и сложной конфигурации в многослойном пакете – на гидравлических прессах. Это связано с тем, что при плавном и равномерном приложении усилия качество вырубки детали выше, чем при вырубке ударным приложением усилия. В качестве основной технологии при изготовлении деталей из полимерных материалов используется последовательная штамповка в открытых штампах с прижимом заготовки и ее предварительным подогревом. Эти технические приемы позволяют устранить такие дефекты как появление трещин, ареолы вокруг пробитых отверстий, сколы на поверхности среза. Выбор способа нагрева определяется производственными условиями. Режимы нагрева выбираются в зависимости от марки заготовки, сложности контура детали, толщины материала, температур матрицы, съемника и т.д. Наименьшие возможные размеры отверстий в деталях и слоистых пластмасс, образованные штамповкой с подогревом, принимаются в зависимости от толщины материала и формы отверстий: – для круглых отверстий d ≥ 0,5 S; – для квадратных – d ≥ 0,45 S; – для прямоугольных d ≥ 0,35 S; где S – толщина материала. Для исключения возможного образования трещин разработаны пуансоны специальной конструкции, имеющие предразрушающий выступ, диаметр которого меньше диаметра пуансона. По виду операциии бывают: разделительные(вырубка, пробивка) и формообразующие . Вырубка – это операция полного отделения материала по замкнутому контуру, когда отделенная часть является изделием или готовой заготовкой. Эту операцию осуществляют в штампе, пуансон которого вдавливает отделяемую часть в отверстие матрицы.
1. Минимальный диаметр пробиваемого отверстия берется обычно не менее толщины материала: d ≥ S. 2. Расстояние между двумя отверстиями и радиусы закругления: а≥ S ; r ≥ S . 3. Расстояние между краем отверстия и краем детали (заготовки): b ≥ S . Вытяжка – это процесс образования полой заготовки или детали из плоской или полой листовой заготовки. Формообразование пластмассовых листовых заготовок производится также с подогревом материала. Различают три способа штамповки:
Рис. Способы штамповки пластмасс: а – заготовка между матрицей (1) и пуансоном (2); б – Штампование в матрицу (2) материала эластичным пуансоном; в – Формирование материала толкателем. 1– матрица; 2 – пуансон; 3 – листовая заготовка; 4 – зажимная рама; 5 – воздушный канал; 6 – поддон; 7– толкатель; I – первый способ применяется для более сложных деталей; II – второй способ применяется при штамповке простых деталей на малую длину. Пуансон эластичный, обычно из губчатой резины. III – третий способ для получения деталей виде усеченного конуса, пирамиды и т.д.
|
Последнее изменение этой страницы: 2019-05-08; Просмотров: 486; Нарушение авторского права страницы


 Вытяжка производится за счет пластической деформации, сопровождаемой смещением значительного объема металла. При изготовлении сравнительно неглубоких деталей с отношением высоты к диаметры h / d ≤ 0,5 вытяжка может быть произведена за одну операцию. При отношении h / d = (3 – 10) требуется уже несколько последовательных операций вытяжки.
Вытяжка производится за счет пластической деформации, сопровождаемой смещением значительного объема металла. При изготовлении сравнительно неглубоких деталей с отношением высоты к диаметры h / d ≤ 0,5 вытяжка может быть произведена за одну операцию. При отношении h / d = (3 – 10) требуется уже несколько последовательных операций вытяжки. Рельефная формовка - изменение формы заготовки, заключается в образовании мелких углублений и выпуклостей за счет растяжения материала. Наиболее часто рельефная формовка применяется для штамповки ребер жесткости и выдавок.
Рельефная формовка - изменение формы заготовки, заключается в образовании мелких углублений и выпуклостей за счет растяжения материала. Наиболее часто рельефная формовка применяется для штамповки ребер жесткости и выдавок. При проектировании выдавок и ребер жесткости следует иметь ввиду, что глубина выдавливания не должна быть слишком большой из-за возможности образования складок и трещин.
При проектировании выдавок и ребер жесткости следует иметь ввиду, что глубина выдавливания не должна быть слишком большой из-за возможности образования складок и трещин.
 Пробивка – операция полного отделения материала, по замкнутому контуру, когда отделяемая часть является отходом, т.е. операция получения отверстия в заготовке. Пробивка ничем не отличается от вырубки по схеме деформации.
Пробивка – операция полного отделения материала, по замкнутому контуру, когда отделяемая часть является отходом, т.е. операция получения отверстия в заготовке. Пробивка ничем не отличается от вырубки по схеме деформации.
