
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Холодное выдавливание как способ обработки металлов давлением: разновидности процесса, технологическое оборудование и оснастка, особенности процесса.
холодное выдавливание - разновидность холодной объемной штамповки.
Рис. 2.13. Прямое выдавливание Различают прямое, обратное, боковое и комбинированное выдавливание. При прямом выдавливании металл вытекает в отверстие, расположенное в данной части матрицы 2, в направлении, совпадающим с направлением движения пуансона. Рис. 2.14. Обратное выдавливание
Наиболее часто встречающейся схемой обратного выдавливания является схема, при которой металл может вытекать в кольцевой зазор между пуансоном и матрицей. По такой схеме изготавливают полые детали типа труб (корпуса тюбиков), экраны радиоламп, корпуса конденсаторов и т.д.
Рис. 2.15. Боковое выдавливание Таким образом можно получить детали типа тройников, крестовин и т.д. В этом случае, чтобы обеспечить удаление заготовки после штамповки, матрицу выполняют в состоящей из двух половинок с плоскостью разъема совпадающей с плоскостью, в которой расположены осевые линии заготовки и полученного отростка. Комбинированное выдавливание характеризуется одновременным течением металла по нескольким из рассматриваемых схем холодного выдавливания.
Общая характеристика процессов холодной листовой штамповки материалов: классификация процессов по характеру и виду деформации материала, преимущества и ограничения в применении этого вида изготовления деталей РЭС. Листовая штамповка – это процесс получения изделий или заготовок из листового материала путем деформирования его на прессах с помощью штампов. Листовой штамповкой можно получать изделия не только из металла, но и из кожи, картона, пластмасс. Холодная листовая штамповка является одним из наиболее прогрессивных и экономичных методов изготовления деталей. Детали, полученные листовой штамповкой, отличаются точностью размеров, взаимозаменяемостью, и в большинстве случаем не требует дальнейшей механической обработки, имеют высокую прочность и жесткость при малом весе и малом расходе материала. Штамповка позволяет из листового материала изготавливать самые разнообразные детали РЭС – корпуса, фланцы, крышки, стенки, шасси, рамы, платы, шестерни и др. плоские и изогнутые детали. Холодная штамповка объединяет большое количество операций, которые по характеру деформации металла разделяются на две большие группы: 1. Операции с разделением (резкой) материала; 2. Операции с пластической деформацией материала. Более детально все операции холодной листовой штамповки по виду деформации разделяются на следующие основные виды: – резка – отделение одной части материала или заготовки от другой по замкнутому или незамкнутому контуру; – гибка – превращение плоской заготовки в изогнутую деталь; – вытяжка – превращение плоской заготовки в полую деталь любой формы; – формовка – изменение формы детали или заготовки путем местных деформаций различного характера. К преимуществам листовой штамповки относятся: возможность получения деталей минимальной массы при заданной их прочности и жёсткости; достаточно высокие точность размеров и качество поверхности, позволяющие до минимума сократить отделочные операции обработки резанием; сравнительная простота механизации и автоматизации процессов штамповки, обеспечивающая высокую производительность (30—40 тыс. деталей в смену с одной машины); хорошая приспособляемость к масштабам производства, при которой листовая штамповка может быть экономически целесообразной и в массовом, и в мелкосерийном производстве. Резка
– отрезка;– вырубка;– пробивка;– обрезка;– надрезка;– зачистка; Отрезка заготовок от листового материала производится, в основном, на специальных станках-ножницах различных типов – гильотинных, параллельных, дисковых. Отрезка применяется в большинстве случаев для получения полос материала, необходимых в качестве заготовок для проведения различных операций холодной штамповки. Вырубка – это операция полного отделения материала по замкнутому контуру, когда отделенная часть является изделием или готовой заготовкой. Эту операцию осуществляют в штампе, пуансон которого вдавливает отделяемую часть в отверстие матрицы. Отверстие матрицы и форма пуансона соответствует профилю готовой заготовки. Для нормального выполнения вырубки кромки пуансона и матрицы должны быть острыми, а зазор на одну сторону между пуансоном и матрицей должен быть в пределах 5–10% толщины материала. При правильном зазоре трещины в материале, идущие от пуансона и матрицы встречаются, и заготовка имеет гладкую кромку. Неправильный зазор является причиной образования ступенек на кромке заготовок. При затоплении кромок пуансона на заготовке образуется заусенец.
Из-за особенностей процесса штамповки при применении вырубки и пробивки следует учитывать некоторые ограничивающие условия. 1. Минимальный диаметр пробиваемого отверстия берется обычно не менее толщины материала: d ≥ S. 2. Расстояние между двумя отверстиями и радиусы закругления: а≥ S ; r ≥ S . 3. Расстояние между краем отверстия и краем детали (заготовки): b ≥ S . В ряде случаев, при применении сильного прижима, некоторые соотношения могут быть изменены, например диаметр пробиваемого отверстия может быть уменьшен: d ≥0,3 S . Однако в целом при не соблюдении указанных соотношений уменьшается точность изготовления и увеличивается процент брака. Усилие вырубки и пробивки ориентировочно определяется как произведение длины контура вырубки и пробивки (т.е. периметра) на толщину материала и на сопротивление материала срезу: где К – коэффициент, учитывающий влияние конструктивно-технологических факторов; L – длина линии реза; S – толщина металла; σср – сопротивление металла срезу (м.б. σв – предел прочности материала). Одновременная пробивка нескольких отверстий или одновременная вырубка нескольких деталей требует соответствующего увеличения усилия при штамповке.
Надрезка – операция отделения материала по незамкнутому контуру без удаления отделенной части.
Обрезка – операция полного отделения излишков материала по контуру заготовки, полученной путем вытяжки или объемной штамповки. Зачистка – операция отделения срезанием небольшого (0,2–0,3 мм) припуска от детали. Зачистная штамповка применяется для чистовой обрезки по контуру предварительно вырубленных или пробитых деталей с целью удаления шероховатой поверхности среза. Гибка
Гибка листового металла осуществляется в результате упруго-пластической деформации. При гибке происходит растяжение наружных и сжатие внутренних слоев материала изгибаемой детали. После гибки растянутые и сжатые слои стремятся возвратиться в исходное положение под действием упругих сил. В следствие этого форма детали после гибки не будет соответствовать форме штампа на некоторый угол за счет упругости, что необходимо учитывать при изготовлении инструмента. При свободной «V» образной гибке усилие определяют по формуле: Минимально допустимые радиусы гибки должны соответствовать пластичности металла и не допускать образования трещин. Выбираются по таблицам. Вытяжка
Вытяжка производится за счет пластической деформации, сопровождаемой смещением значительного объема металла. При изготовлении сравнительно неглубоких деталей с отношением высоты к диаметры h / d ≤ 0,5 вытяжка может быть произведена за одну операцию. При отношении h / d = 3 – 10 требуется уже несколько последовательных операций вытяжки. Вытяжка – относительно сложный технологический процесс, требующий тщательной конструктивной отработки штампов, подбора материала обязательных промежуточных отжигов, эффективной смазки и т.д. При изготовлении деталей вытяжкой ограничивающие условия более существенны, чем при других операциях штамповки. Детали должны иметь радиусы закругления: в месте сопряжения дна со стенками r ≥ 2S; в местах сопряжения стенок между собой, стенок с фланцами – r ≥ 3–4S. Формовка Формовка объединяет несколько операций изменения формы листовой заготовки путем местных деформаций различного характера. Сюда относятся:
– отбортовка отверстий и наружного контура; – обжатие и др. Рельефная формовка представляет собой изменение формы заготовки, заключается в образовании мелких углублений и выпуклостей за счет растяжения материала. Наиболее часто рельефная формовка применяется для штамповки ребер жесткости и выдавок. При проектировании выдавок и ребер жесткости следует иметь ввиду, что глубина выдавливания не должна быть слишком большой из-за возможности образования складок и трещин. Отбортовка наружного контура применяется при изготовлении детали типа крышек и др. Применение отбортовки также увеличивает жесткость детали.
За одну операцию можно получить высоту бота h, определяемую соотношением h = (0,1–0,4)D.
Резка листовых заготовок как вид обработки материалов давлением: разновидности разъединительных операций, их характеристики, технологические ограничения на расположение и характерные размеры деталей, расчет режимов формообразующих операций. Резка – отделение одной части материала или заготовки от другой по замкнутому или незамкнутому контуру; Резка объединяет большую группу различных операций, в которую входят: – отрезка;– вырубка;– пробивка;– обрезка;– надрезка;– зачистка;– и некоторые другие операции. Отрезка заготовок от листового материала производится, в основном, на специальных станках-ножницах различных типов – гильотинных, параллельных, дисковых. Отрезка применяется в большинстве случаев для получения полос материала, необходимых в качестве заготовок для проведения различных операций холодной штамповки.
Рис. 2.18. Пробивка 1. Минимальный диаметр пробиваемого отверстия берется обычно не менее толщины материала: d ≥ S. 2. Расстояние между двумя отверстиями и радиусы закругления: а≥ S ; r ≥ S . 3.Расстояние между краем отверстия и краем детали (заготовки):
Рис. 2.19. Пример пробивки В ряде случаев, при применении сильного прижима, некоторые соотношения могут быть изменены, например диаметр пробиваемого отверстия может быть уменьшен: d ≥0,3 S . Однако в целом при не соблюдении указанных соотношений уменьшается точность изготовления и увеличивается процент брака. Усилие вырубки и пробивки ориентировочно определяется как произведение длины контура вырубки и пробивки (т.е. периметра) на толщину материала и на сопротивление материала срезу:
где К – коэффициент, учитывающий влияние конструктивно-технологических факторов; L – длина линии реза; S – толщина металла; σср – сопротивление металла срезу (м.б. σв – предел прочности материала). Одновременная пробивка нескольких отверстий или одновременная вырубка нескольких деталей требует соответствующего увеличения усилия при штамповке. Прорезка – операция отделения по краю контура с удалением отделенной части.
Рис. 2.20. Прорезка Обрезка – операция полного отделения излишков материала по контуру заготовки, полученной путем вытяжки или объемной штамповки.
Надрезка – операция отделения материала по незамкнутому контуру без удаления отделенной части. Рис. 2.21. Надрезка Гибка
Рис. 2.22. Гибка Гибка листового металла осуществляется в результате упруго-пластической деформации. При гибке происходит растяжение наружных и сжатие внутренних слоев материала изгибаемой детали. После гибки растянутые и сжатые слои стремятся возвратиться в исходное положение под действием упругих сил. В следствие этого форма детали после гибки не будет соответствовать форме штампа на некоторый угол за счет упругости, что необходимо учитывать при изготовлении инструмента. При свободной «V» образной гибке усилие определяют по формуле:
где В – ширина заготовки; S – толщина листового материала; σв – предел прочности материала; R – радиус закругления угла. Минимально допустимые радиусы гибки должны соответствовать пластичности металла и не допускать образования трещин. Выбираются по таблицам.
Вытяжка
Рис. 2.23. Вытяжка Вытяжка производится за счет пластической деформации, сопровождаемой смещением значительного объема металла. При изготовлении сравнительно неглубоких деталей с отношением высоты к диаметры h / d ≤ 0,5 вытяжка может быть произведена за одну операцию. При отношении h / d = 3 – 10 требуется уже несколько последовательных операций вытяжки. Вытяжка – относительно сложный технологический процесс, требующий тщательной конструктивной отработки штампов, подбора материала обязательных промежуточных отжигов, эффективной смазки и т.д. При изготовлении деталей вытяжкой ограничивающие условия более существенны, чем при других операциях штамповки. Детали должны иметь радиусы закругления: в месте сопряжения дна со стенками r ≥ 2S; в местах сопряжения стенок между собой, стенок с фланцами – r ≥ 3–4S. Формовка Формовка объединяет несколько операций изменения формы листовой заготовки путем местных деформаций различного характера. Сюда относятся: – рельефная формовка; – отбортовка отверстий и наружного контура; – обжатие и др. Рельефная формовка представляет собой изменение формы заготовки, заключается в образовании мелких углублений и выпуклостей за счет растяжения материала. Наиболее часто рельефная формовка применяется для штамповки ребер жесткости и выдавок.
При проектировании выдавок и ребер жесткости следует иметь ввиду, что глубина выдавливания не должна быть слишком большой из-за возможности образования складок и трещин. Отбортовка наружного контура применяется при изготовлении детали типа крышек и др. Применение отбортовки также увеличивает жесткость детали. Отбортовка отверстий – образование борта по краю отверстия. В основном выполняется для нарезания резьбы в штампованных деталях. Отбортовка под резьбу возможна лишь для мелких резьб (до М5). Шаг резьбы при этом должен быть меньше половины толщины материала.
Рис. 2.25. Отбортовка За одну операцию можно получить высоту бота h, определяемую соотношением h = (0,1–0,4)D. Обжатие – операция образования в полых заготовках местных суженных участков без преднамеренного изменения толщины стенок.
Рис. 2.26. Обжатие |
Последнее изменение этой страницы: 2019-05-08; Просмотров: 1072; Нарушение авторского права страницы
 При холодном выдавливании заготовку помещают в полость, из которой металл выдавливают в отверстие, имеющееся в рабочем инструменте. Выдавливание обычно выполняют на кривошипных или гидравлических прессах в штамповках. Рабочими частями штампов являются пуансон (подвижен) и матрица (неподвижная часть формы).
При холодном выдавливании заготовку помещают в полость, из которой металл выдавливают в отверстие, имеющееся в рабочем инструменте. Выдавливание обычно выполняют на кривошипных или гидравлических прессах в штамповках. Рабочими частями штампов являются пуансон (подвижен) и матрица (неподвижная часть формы). При обратном выдавливании направление течения металла противоположено направлению движения пуансона относительно матрицы.
При обратном выдавливании направление течения металла противоположено направлению движения пуансона относительно матрицы.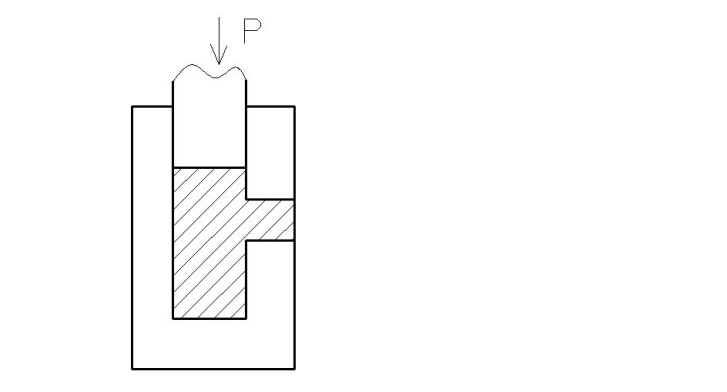 При боковом выдавливании металл вытекает в отверстие в боковой части матрицы в направлении, не совпадающем с направлением движения пуансона.
При боковом выдавливании металл вытекает в отверстие в боковой части матрицы в направлении, не совпадающем с направлением движения пуансона. Резка объединяет большую группу различных операций, в которую входят:
Резка объединяет большую группу различных операций, в которую входят: Пробивка – операция полного отделения материала, по замкнутому контуру, когда отделяемая часть является отходом, т.е. операция получения отверстия в заготовке. Пробивка ничем не отличается от вырубки по схеме деформации.
Пробивка – операция полного отделения материала, по замкнутому контуру, когда отделяемая часть является отходом, т.е. операция получения отверстия в заготовке. Пробивка ничем не отличается от вырубки по схеме деформации. При вырубке отверстие матрицы равно размерам детали (или заготовки), а размеры пуансона меньше на величину зазора. При пробивке размер пуансона равен размеру отверстия в заготовке, а размер отверстия матрицы больше на величину зазора.
При вырубке отверстие матрицы равно размерам детали (или заготовки), а размеры пуансона меньше на величину зазора. При пробивке размер пуансона равен размеру отверстия в заготовке, а размер отверстия матрицы больше на величину зазора. ,
,  Прорезка – операция отделения по краю контура с удалением отделенной части.
Прорезка – операция отделения по краю контура с удалением отделенной части.
 Гибка – образование или изменение углов между частями заготовки или придание ей криволинейной формы.
Гибка – образование или изменение углов между частями заготовки или придание ей криволинейной формы. , где В – ширина заготовки; S – толщина листового материала; σв – предел прочности материала; R – радиус закругления угла.
, где В – ширина заготовки; S – толщина листового материала; σв – предел прочности материала; R – радиус закругления угла. Вытяжка – это процесс образования полой заготовки или детали из плоской или полой листовой заготовки.
Вытяжка – это процесс образования полой заготовки или детали из плоской или полой листовой заготовки. – рельефная формовка;
– рельефная формовка; Отбортовка отверстий – образование борта по краю отверстия. В основном выполняется для нарезания резьбы в штампованных деталях. Отбортовка под резьбу возможна лишь для мелких резьб (до М5). Шаг резьбы при этом должен быть меньше половины толщины материала.
Отбортовка отверстий – образование борта по краю отверстия. В основном выполняется для нарезания резьбы в штампованных деталях. Отбортовка под резьбу возможна лишь для мелких резьб (до М5). Шаг резьбы при этом должен быть меньше половины толщины материала. Обжатие – операция образования в полых заготовках местных суженных участков без преднамеренного изменения толщины стенок.
Обжатие – операция образования в полых заготовках местных суженных участков без преднамеренного изменения толщины стенок.
 b ≥ S .
b ≥ S . 
 Зачистка – операция отделения срезанием небольшого (0,2–0,3 мм) припуска от детали. Зачистная штамповка применяется для чистовой обрезки по контуру предварительно вырубленных или пробитых деталей с целью удаления шероховатой поверхности среза.
Зачистка – операция отделения срезанием небольшого (0,2–0,3 мм) припуска от детали. Зачистная штамповка применяется для чистовой обрезки по контуру предварительно вырубленных или пробитых деталей с целью удаления шероховатой поверхности среза. Вытяжка – это процесс образования полой заготовки или детали из плоской или полой листовой заготовки.
Вытяжка – это процесс образования полой заготовки или детали из плоской или полой листовой заготовки. Рис. 2.24. Рельефная формовка
Рис. 2.24. Рельефная формовка
