
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Ковка как способ обработки металлов давлением: применяемый инструмент, формообразующие технологические операции, основные характеристики процесса.
Ковка – вид горячей обработки металлов давлением, при котором металл деформируется с помощью универсального инструмента. Нагретую заготовку укладывают на плоский боек и верхним бойком последовательно деформируют отдельные ее участки. Металл свободно течет в стороны, не ограниченные рабочими поверхностями инструмента, в качестве которого применяют плоские или фигурные (вырезные бойки, а также различный подкладочный инструмент). Ковкой получают заготовки для последующей механической обработки. Их называют поковками. В единичном и мелко серийном производствах ковка экономически более целесообразна, чем штамповка, т.к. при ковке используется универсальный инструмент. К основным формообразующим операциям относятся: осадка, высадка, протяжка, прошивка,отрубка, гибка.
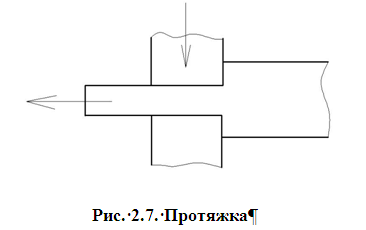
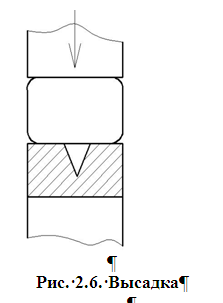
Высадка – металл осаживается лишь на части длины заготовки. Протяжка – операция удлинения заготовки или ее части за счет уменьшения площади поперечного сечения.
Отрубка – операция отделения части заготовки по незамкнутому контуру путем внедрения в заготовку деформируемого инструмента. Гибка – операция придания заготовке прогнутой формы по заданному контуру.
Накатывание резьб и мелкомодульных зубчатых колес: схемы проведения процессов, технологический инструмент и оснастка, размеры заготовок. Процесс пластического формообразования резьбы плоскими плашками либо роликами производится на специальных резьбонакаточных станках. Резьбонакаточные и зубонакатные инструменты изготавливают из высоколегированных сталей Х12М, ХФ12, Х12ФН, 9ХС.
Рис. 2.10. Накатывание резьбы плоскими плашками
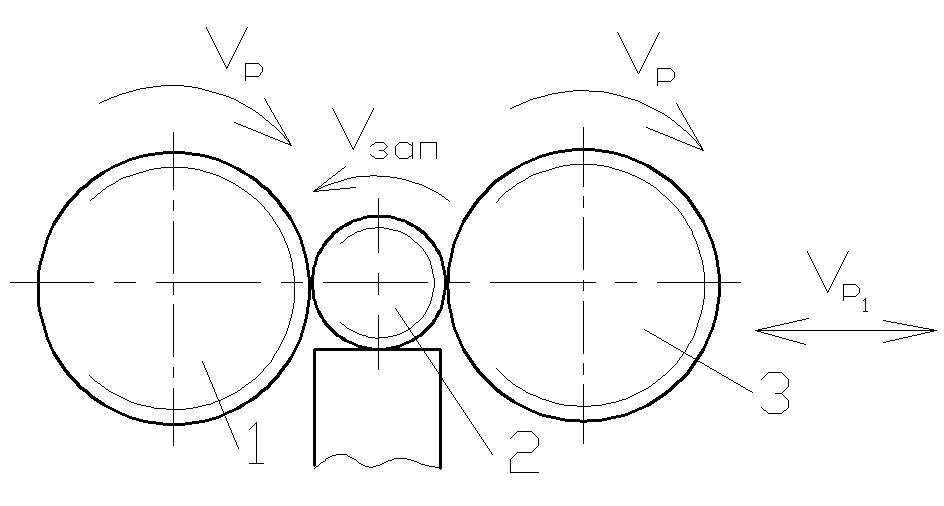
Рис. 2.11. Накатывание резьбы роликами
Диаметр заготовки для накатывания резьбы определяется по формуле :
где Накатывание цилиндрических и конических микромодульных колес в 15 – 20 раз производительнее зубонарезания. Рис. 2.12. Накатывание цилиндрических и конических микромодульных колес. Процесс можно осуществлять на токарных станках накатниками 1 и 3, которые закреплены на суппорте и перемещаются с подачей Sпр. Каждый накатник имеет заборную часть для постепенного образования накатываемых зубьев на заготовке 2. |
Последнее изменение этой страницы: 2019-05-08; Просмотров: 306; Нарушение авторского права страницы
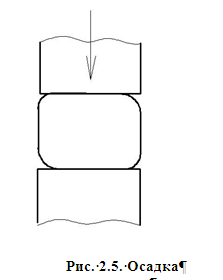 Осадка – операция уменьшения высоты заготовки при увеличении площади ее поперечного сечения.
Осадка – операция уменьшения высоты заготовки при увеличении площади ее поперечного сечения.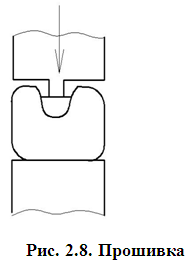 Прошивка – операция получения полостей в заготовке за счет вытеснения металла.
Прошивка – операция получения полостей в заготовке за счет вытеснения металла.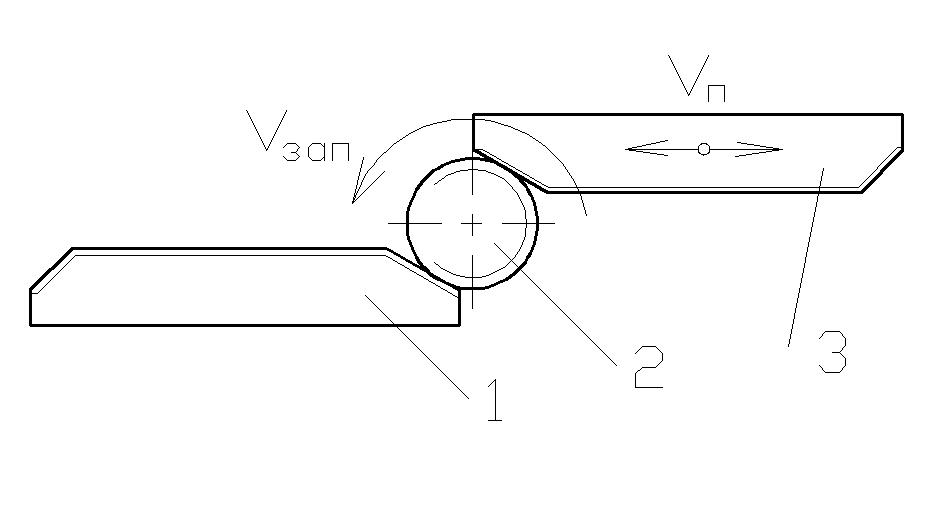
 При формировании резьбы плашками заготовку 2 помещают между неподвижной 1 подвижной 3 плашками. На рабочих поверхностях у них имеется рифления, профиль и расположение которых соответствует профилю и шагу накатываемой резьбы. При перемещении подвижной плашки заготовка катится между инструментом, а на ее поверхности образуется резьба.
При формировании резьбы плашками заготовку 2 помещают между неподвижной 1 подвижной 3 плашками. На рабочих поверхностях у них имеется рифления, профиль и расположение которых соответствует профилю и шагу накатываемой резьбы. При перемещении подвижной плашки заготовка катится между инструментом, а на ее поверхности образуется резьба. При формировании резьбы роликами ролики 1 и 3 получают принудительное вращение. Заготовка 2 свободно обкатывается между ними. Ролику 3 придается радиальное движение для вдавливания в металл заготовки на необходимую глубину. Обкатка роликами требует меньших усилий. С их помощью накатываются резьбы с более крупными шагами.
При формировании резьбы роликами ролики 1 и 3 получают принудительное вращение. Заготовка 2 свободно обкатывается между ними. Ролику 3 придается радиальное движение для вдавливания в металл заготовки на необходимую глубину. Обкатка роликами требует меньших усилий. С их помощью накатываются резьбы с более крупными шагами. , (2.2)
, (2.2) – наружный диаметр резьбы, мм;
– наружный диаметр резьбы, мм;  – внутренний диаметр резьбы, мм.
– внутренний диаметр резьбы, мм.