
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Классификация поверхностей детали. Анализ и состояние вопросаСтр 1 из 5Следующая ⇒
Анализ и состояние вопроса Анализ материала детали
Материал хвостовика- сталь 40Х ГОСТ 4543-71
Таблица 1.1 Химический состав стали 40Х
Таблица 1.2- Механические свойства
Материал режущей части- сталь Р6М5 ГОСТ 19265-73
Таблица 1.3- Химический состав
Таблица 1.4- Механические свойства
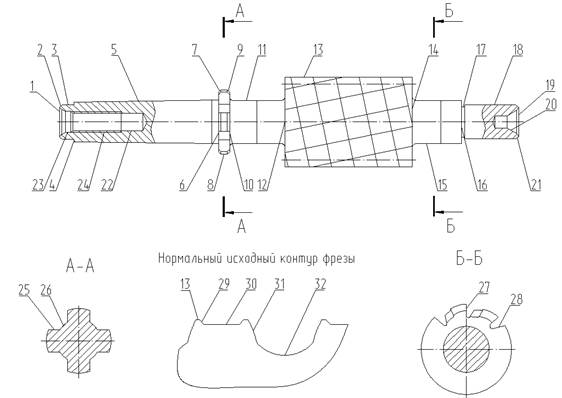
Классификация поверхностей детали
С целью выявления поверхностей, влияющих на выполнение деталью своего служебного назначения, проведём классификацию поверхностей детали (рисунок 1.1), результаты сведем в таблицу 1.1.
Рисунок 1.1- Систематизация поверхностей
Таблица 1.1- Классификация поверхностей детали
Выбор и проектирование заготовки Так как рабочая часть фрезы червячной выполнена из быстрорежущей стали Р6М5, а хвостовик из стали 40Х, заготовкой для инструмента может служить прокат с последующей подрезкой торцев и сваркой трением.
Найдем максимальный диаметр заготовки из проката На наибольший диаметр фрезы червячной примем припуски При черновом точении припуск на обработку составляет 2, 8 мм, чистовом 0, 8 мм, шлифовании 0, 3 мм Расчетный размер заготовки: Хвостовика левого, пов. 8: D = 35+2, 8+0, 8 = 38, 6 мм Хвостовика правого, пов. 15: D = 24+2, 8+0, 8 = 27, 6 мм Режущей части D = 50+2, 8+0, 8+0, 3 = 53, 9 мм По расчетным данным заготовки выбираем необходимый размер горячекатаного проката обычной точности по ГОСТ 2590—71* Хвостовика левого, пов. 8:
Круг
Хвостовика правого, пов. 15:
Круг Режущей части Круг
Припуски на подрезание торцовых поверхностей с учетом припуска на подрезку и угар определяют по [3, табл.3.13] Припуск на подрезку торцев 1, 5 мм на каждый. Общая длина мерных заготовок после абразивно-отрезной операции: Хвостовика левого, пов. 8: Lзх = 107+1, 5·2 = 110 мм Принимаем длину заготовки 110 мм. Хвостовика правого, пов. 15: Lзх = 43+1, 5·2 = 46 мм Принимаем длину заготовки 46 мм. Режущей части Lзр = 90+1, 5·2 = 93 мм Принимаем длину заготовки 93 мм. Объем заготовки определяем после сварки и токарной обработки- при подрезке торцев и обтачивания режущей части на длине 4 мм до диаметра хвостовиков (см. рисунок 2.1):
Рисунок 2.1- Эскиз заготовки
Объем заготовки Vп =
где Vi- объем i-го элемента заготовки
Цилиндрические элементы заготовки
V = × d2 × l / 4 (2.2)
где d- диаметр, мм l-длина, мм Тогда объем заготовки V, мм3 V = 3, 14/4× ((392× (108, 5+4) + 542× (90-4× 2) + 282× (44, 5+4)) = 351875 мм3 Масса заготовки mз, кг
mз = V× , (2.3)
где V - объем, мм3; - плотность стали, кгмм3. mз = 351875 × 7, 85× 10-6 = 2, 76 кг Коэффициент использования материала на заготовку
КИМ = mд / mз = 1, 3/2, 76 = 0, 47 (2.4)
3 Разработка технологического маршрута Назначение и обоснование технологических баз, схем базирования и установки заготовки
Технологичность базирования и закрепления детали характеризуется наличием опорных поверхностей (баз), совпадением технологической и измерительной баз, точностью и шероховатостью базовых поверхностей. Анализируя конструкцию детали с точки зрения этих критериев, выясняем, что в качестве черновых баз на центровочно-подрезной операции возможно использовать наружные поверхности проката, пов. 8, 15 и торец 14. В качестве баз при дальнейшей токарной, шлифовальной, фрезерной обработке необходимо использовать центровые отверстия 20 и торцы 1, 19 В качестве баз при сверлильной и центрошлифовальной обработке необходимо использовать пов. 4, 18 с торцем 16
Теоретические схемы базирования.
Рисунок 5.1- Теоретические схемы базирования
Таблица 5.1- Лишаемые степени свободы
Точки 1, 2, 3, 4 являются двойной направляющей базой. Точка 5- опорная точка Для материализации теоретической схемы базирования используем: - центра жесткие и вращающиеся на токарных, шлифовальных и фрезерных операциях - призмы самоцентрирующие на сверлильной, центровочно-подрезной и центрошлифовальной операциях Выбор оборудования и средств технологического оснащения
Выбор оборудования Так как производство среднесерийное, то в качестве оборудования выбираем универсальные станки, в основном с программным управлением. Результаты выбора станков представлены в таблице 5.4.
Выбор СТО Под технологической оснасткой понимают станочные приспособления (приспособления для установки, закрепления, а при необходимости и для совершения в процессе обработки обрабатываемой детали различных движений), режущий и мерительный инструмент. Результаты выбора технологической оснастки приведены в таблице 5.5-5.7.
Таблица 5.4 - Выбор оборудования
Таблица 5.5- Выбор приспособления
Таблица 5.6- Выбор инструментов
Таблица 5.7- Выбор средств контроля
4 Проектирование технологических операций Исходные данные 1) Деталь- фреза червячная 2) Материал- хвостовиков сталь 40Х в =785 МПа 3) Заготовка- прокат 4) Обработка- центровально-подрезная 5) Тип производства- серийное 6) Приспособление- специализированное самоцентрирующее 7) Смена детали- ручная 8) Жесткость станка – средняя
4.2.1.2 Содержание операции, содержание переходов, длина обработки и величина припуска приведены в таблице 6.4.
Таблица 6.4
Данные оборудования Модель-2982 Мощность 11 Квт Число скоростей шпинделя 18 Частота вращения шпинделя 31, 5-1600 об/мин Подача стола: Продольная 25-1250 мм/мин Поперечная 25-1250 мм/мин Вертикальная 8, 3-416, 6 мм/мин Число подач стола 18
Выбор инструмента Инструмент- Пластина для подрезки по ГОСТ 24359-80 Пластина Т5К10 Сверло центровочное Æ 6, 3 тип А ГОСТ 14952-75 Р6М5
Расчет режимов резания 1) Глубина резания Подрезка t =1, 5 мм. Центрование t =d/2 = 6, 3/2 = 3, 15 мм. 2) Подача Подрезка S =0, 20 мм/об. [1, с. 78] Центрование Sо=0, 15 мм/об [1, с. 111] Принимаем лимитирующую подачу Sо=0, 15 мм/об 3) Табличная скорость резания: Подрезка:
V= Vтабл× К1× К2× К3× К4× К5 (6.12)
где Vтабл - скорость по таблице, м/мин К1, К2, К3, К4, К5– коэффициенты, зависящие соответственно от обрабатываемого материала, твердости материала, стойкости инструмента, обрабатываемой поверхности, формы поверхности V= 90× 0, 9× 1, 0× 1, 0× 1, 0× 1, 0 = 81 м/мин. Центрование:
V= Vтабл× К1× К2× К3 (6.13) где Vтабл - скорость по таблице, м/мин К1, К2, К3– коэффициенты, зависящие соответственно от обрабатываемого материала, стойкости инструмента, отношение длины резания к диаметру инструмента [1, с. 116].
V= 16× 0, 8× 1, 2× 1, 0 = 15, 4 м/мин.
4) Частота вращения шпинделя:
где V - расчётная скорость резания, м/мин; Тогда: Подрезка: n = Центрование: n = Принимаем лимитирующую частоту n = 661 мин-1.
5) Корректировка скорости резания по паспортным данным станка: фактическая частота вращения шпинделя n = 630 мин-1. тогда фактическая скорость резания:
Подрезка: V = Центрование: V =
Основное время То= где Lр- длина рабочего хода
Lрх = Lрез + l1 + l2 + l3 (6.16)
где Lрез – длина резания, мм l1 – длина подвода режущего инструмента к обрабатываемой поверхности, мм l2 - длина врезания режущего инструмента l3 - длина перебега режущего инструмента i- число проходов
Lрх = 16, 9+2 = 18, 9 мм, принимаем 19 мм
То=
Исходные данные 1) Деталь- фреза червячная 2) Материал хвостовика - сталь 40Х ГОСТ 4543-71 в =785 МПа 3) Материал рабочей части - сталь Р6М5 ГОСТ 19265-73 в =1060 МПа 4) Заготовка- прокат 5) Приспособление- патрон поводковый с центром 6) Закрепление заготовки- в центрах 7) Жесткость – средняя
4.2.2.2 Содержание операции, содержание переходов, величина припуска приведены в таблице 6.5
Таблица 6.5.
Данные оборудования Модель-16К20Ф3 Мощность 10 Квт Число скоростей шпинделя 22 Частота вращения шпинделя 12, 5-2000 об/мин Подача суппорта: Продольная 3-1200 мм/мин Поперечная 1, 5-600 мм/мин Число ступеней подач: б/с
Выбор инструмента Резец токарный проходной сборный с механическим креплением твердосплавных пластин. h=25 b=25 L=125 Пластина 3х гранная, Т15К6 φ =93˚, φ 1 =8˚, λ =0 α =11˚
4.2.2.5 Расчет режимов резания Глубина резания t, мм t= 0, 40
Подача S, мм/об S= 0.25 мм/об [9, с.268].
Расчёт сил резания Главная составляющая силы резания: Pz, Н
Pz =
где CP - поправочный коэффициент; CP = 300 [9, c.273]; x, y, n - показатели степени; x= 1.0, y= 0.75, n= -0.15 [9, c.273]; KP - поправочный коэффициент
Kp = KMр× Kjp× Kgp× Klp× Krр (6.21)
KMP - поправочный коэффициент на качество обрабатываемого материала [9, c.264];
KMP =
где sв - предел прочности; n - показатель степени; n = 0.75 [9, c.264];
Тогда: KMP = Kjp, Kgp, Klp, Krр- поправочные коэффициенты, учитывающие влияние геометрических параметров режущей части инструмента на составляющие силы резания Kjp =0, 89 Kgp =1, 0 Klp =1, 0 Krр = 1, 0 [9, c.275]; Тогда: Pz =
Мощность резания N, кВт
Проверяем, достаточна ли мощность привода станка. У станка 16К20Ф3 Nшп= Nд× h=10× 0, 75= 7, 5 кВт; 0, 7< 7, 5, т. е. обработка возможна.
Основное время
То=
4.2.3 Расчёт режимов резания на фрезерную операцию 095 Исходные данные 1) Деталь- фреза червячная 2) Материал рабочей части - сталь Р6М5 ГОСТ 19265-73 в =1060 МПа 3) Заготовка- прокат 4) Приспособление- патрон специальный с делительной головкой с центром 5) Закрепление заготовки- в центрах с опорой на торец 6) Жесткость – средняя
4.2.3.2 Содержание операции, содержание переходов, длина обработки и величина припуска приведены в таблице 6.6
Таблица 6.6
Данные оборудования Модель-6904ВМФ-2 Мощность 11 Квт Число скоростей шпинделя 18 Частота вращения шпинделя 31, 5-1600 об/мин Подача стола: Продольная 25-1250 мм/мин Поперечная 25-1250 мм/мин Вертикальная 8, 3-416, 6 мм/мин Число подач стола 18 Выбор инструмента Инструмент- Фреза двуугловая фасонная специальная Æ 100 Р6М5 Z=18 Расчет режимов резания 1) Глубина резания t = 12, 35 мм.
2) Подача на зуб фрезы Sz=0, 02 мм/зуб. [1, с. 78]
3) Подача на оборот
Sо= Sz× z = 0, 02× 20 = 0, 4 мм/об
4) Стойкость фрезы – T=130 мин.
5) Табличная скорость резания:
V= Vтабл× К1× К2× К3× К4× К5 (6.24)
где Vтабл - скорость по таблице, м/мин К1, К2, К3, К4, К5– коэффициенты, зависящие соответственно от обрабатываемого материала, твердости материала, стойкости инструмента, обрабатываемой поверхности, формы поверхности
V= 80× 0.8× 1, 0× 1, 0× 1, 0× 1, 0 = 64 м/мин.
6) Частота вращения шпинделя: n = 7) Корректировка скорости резания по паспортным данным станка: фактическая частота вращения шпинделя n = 200 об/мин; тогда фактическая скорость резания: V =
8) Минутная подача:
Sмин. = Sz× z× n = 0.02× 20× 200 = 80 мм/мин. (6.25)
9) Мощность резания
где Е – величина, определяемая по таблице К1, К2– коэффициенты, зависящие соответственно от обрабатываемого материала, типа фрезы и скорости резания
Проверяем, достаточна ли мощность привода станка. У станка 6904ВМФ-2 Nшп = Nд× h = 11× 0, 8 = 10, 4 кВт; 10, 4 > 3, 4 т. е. обработка возможна. Основное время
То=
То= 4.2.4 Расчёт режимов резания на шлифовальную операцию 140 Исходные данные. 1) Деталь- фреза червячная 2) Материал хвостовика - сталь 40Х ГОСТ 4543-71 в = 785 МПа 3) Заготовка- прокат 4) Приспособление- патрон поводковый с центром. Центр упорный. 5) Закрепление заготовки- в центрах с опорой на торец 6) Жесткость – средняя
4.2.4.2 Содержание операции, содержание переходов, длина обработки и величина припуска приведены в таблице 6.7
Таблица 6.7
Выбор инструмента Основное время
То=
где L- длина хода стола. h- припуск на сторону St – продольная подача S – поперечная подача в мм/дв. ход К- коэффициент точности, учитывающий выхаживание То= 4.3 Расчет норм времени
Штучно-калькуляционное время [2]:
Тш-к = Тп-з/n + Тшт (6.30)
где Тп-з - подготовительно-заключительное время, мин; n - количество деталей в настроечной партии, шт
n = N× a/Д (6.31)
где N- программа а- периодичность запуска в днях (3, 6, 12, 24 дня) Д- количество рабочих дней Принимаем а= 6,
Тогда n = 10000× 6/254 = 236 Определяется норма штучного времени Тшт: Для всех операций, кроме шлифовальной:
Тшт = То+Тв× k +Тоб.от (6.32)
Для шлифовальной операции:
Тшт = То+ Тв× k + Ттех + Торг + Тот (6.33)
где То - основное время, мин Тв - вспомогательное время, мин. Вспомогательное время состоит из затрат времени на отдельные приемы:
Тв = Ту.с+Тз.о+Туп +Тиз; (6.34)
где Ту.с - время на установку и снятие детали, мин Тз.о - время на закрепление и открепление детали, мин; Туп - время па приемы управления, мин; Тиз - время на измерение детали, мин; K=1, 85-коэффициент для среднесерийного производства Тоб.от - время на обслуживание рабочего места, отдых и личные надобности, мин. Ттех - время на техническое обслуживание рабочего места Торг - время на организационное обслуживание Тот - время перерывов на отдых и личные надобности, мин.
Ттех = То× tп/Т (6.35)
где tп- время на одну правку шлифовального круга, мин Т- стойкость круга, мин Приведем расчет норм времени на четыре операции. Результаты расчетов норм времени на остальные операции заносим в таблицу 6.9. Оп 60 центровально-подрезная То = 0, 201 мин Тв = (0, 1+0, 01+0, 03× 3× 0, 2)× 1, 85 = 0, 236 мин Топ = 0, 201+0, 236 = 0, 437 мин Тоб.от = 0, 06× 0, 437 = 0, 026 мин Тп-з = 21 мин Тшт = 0, 437+0, 026 = 0, 463 мин Тшт-к = 0, 463+21/236 = 0, 552 мин Оп 80 токарная То = 0, 477 мин Тв = (0, 1+0, 01+0, 05× 5× 0, 2)× 1, 85 = 0, 296 мин Топ = 0, 477+0, 296 = 0, 773 мин Тоб.от = 0, 06× 0, 773 = 0, 046 мин Тп-з = 17 мин Тшт = 0, 773+0, 046 = 0, 819 мин Тшт-к = 0, 819+17/236 = 0, 891 мин Оп 95 фрезерная То = 9, 90 мин Тв = (0, 1+0, 01+0, 05·4× 0, 2)× 1, 85 = 0, 277 мин Топ = 9, 90+0, 277 = 10, 177 мин Тоб.от = 0, 06× 10, 177 = 0, 610 мин Тп-з = 24 мин Тшт = 10, 177+0, 610 = 10, 787 мин Тшт-к = 10, 787+24/236 = 10, 888 мин Оп 140 круглошлифовальная То = 0, 240 мин Тв = (0, 1+0, 01+0, 09× 2·0, 5)× 1, 85 = 0, 370 мин Топ = 0, 240+0, 370 = 0, 610 мин Ттех = 1, 8× 0, 240/20 = 0, 021 мин Торг = 0, 017× 0, 610 = 0, 010 мин Тот = 0, 06× 0, 610 = 0, 037 мин Тп-з = 7 мин Тшт = 0, 601+0, 021+0, 010+0, 037 = 0, 669 мин Тшт-к = 0, 669+7/236 = 0, 699 мин
Литература
1. Барановский Ю.В. Режимы резания металлов. Справочник. Изд. 3-е, перераб. и доп. М., Машиностроение, 1972 г. 2. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения: [Учеб. Пособие для машиностроит. спец. Вузов].- 4-е изд., перераб. И доп. – Мн: Высш. школа, 1983.- 256с., ил. 3. Добрыднев И.С. Курсовое проектирование по предмету ''Технология машиностроения'', М: Машиностроение 1985, 184 с., ил. 4. Методические указания и задания для выполнения курсовых работ по дисциплине «Экономика и организация производства» для специальности 1201, 1202. / Мурахтанова Н.М., ТолПИ, 1993. 5. Методические указания по организационно – экономическому обоснованию курсовых и дипломных проектов поточного производства (для машиностроительных специальностей)./ Мурахтанова Н.М., ТолПИ, 1980. 6. Нефедов Н.А. Дипломное проектирование в машиностроительных техникумах: Учеб. Пособие для техникумов 2-е изд. перераб. и доп.- М.: Высш. Школа, 1986-239 с. ил. 7. Нефедов Н.А Осипов К.А. Сборник задач и примеров по резанию металлов и режущему инструменту Учеб. Пособие для техникумов по предмету ''Основы учения о резании металлов и режущий инструмент'' 4-е изд. перераб. и доп М., Машиностроение, 1984 г.- 400с. ил. 8. Палей М.М. Технология производства металлорежущего инструмента. Учеб. Пособие для студентов вузов по предмету ''Технология машиностроения, металлорежущие станки и инструменты'' 4-е изд. перераб. и доп М., Машиностроение, 1982 г.- 256с. ил. 9. Справочник технолога - машиностроителя. В 2-х т. Т. 1, 2/ Под ред. Косиловой А.Г. и Мещерякова Р.К. - 4-е изд. Перераб. и доп., М: Машиностроение, 1985г., 656 с., ид. 10. Справочник инструментальщика/ И.А. Ординарцев, Г.В. Филиппов, А.Н. Шевченко и др.; Под общ. ред. И.А. Ординарцева –Л.: Машиностроение. Ленингр. Отд-ние, 1987. – 846 с.: ил 11. Станочные приспособления: Справочник. В 2-х т. Т. 1./ Под ред. Вардашкина Б.Н., Шатилова А.А. - М.: Машиностроение, 1984. Анализ и состояние вопроса Анализ материала детали
Материал хвостовика- сталь 40Х ГОСТ 4543-71
Таблица 1.1 Химический состав стали 40Х
Таблица 1.2- Механические свойства
Материал режущей части- сталь Р6М5 ГОСТ 19265-73
Таблица 1.3- Химический состав
Таблица 1.4- Механические свойства
Классификация поверхностей детали
С целью выявления поверхностей, влияющих на выполнение деталью своего служебного назначения, проведём классификацию поверхностей детали (рисунок 1.1), результаты сведем в таблицу 1.1.
Рисунок 1.1- Систематизация поверхностей
Таблица 1.1- Классификация поверхностей детали
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-10-24; Просмотров: 121; Нарушение авторского права страницы




 (2.1)
(2.1)
 , (6.14)
, (6.14) мин-1.
мин-1. мин-1.
мин-1. м/мин;
м/мин;  м/мин;
м/мин;  (6.15)
(6.15) мин
мин , (6.20)
, (6.20) , (6.22)
, (6.22) ;
;  = 237 Н.
= 237 Н. = 0, 5 кВт (6.23)
= 0, 5 кВт (6.23) мин
мин об/мин.
об/мин. м/мин;
м/мин;  (6.26)
(6.26) кВт
кВт (6.27)
(6.27) мин
мин (6.29)
(6.29) =0, 240 мин
=0, 240 мин