
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Вытяжка цилиндрических деталей с фланцем ⇐ ПредыдущаяСтр 7 из 7
При определении количества и размеров промежуточных вытяжек при вытяжке деталей с фланцем необходимо руководствоваться следующими соображениями: а) после первой вытяжки диаметр фланца должен быть равен требуемому с учетом припуска на обрезку, при допустимых коэффициентах вытяжки; б) в последующих операциях производится перераспределение металла вытянутой цилиндрической части заготовки путем увеличения высоты и уменьшения диаметра вытяжки без деформирования фланца, полученного при первой операции; в) при первой операции в матрицу должно быть втянуто столько металла, сколько требуется для образования окончательно вытянутой части изделия, и металла, обратно установленного на плоскость фланца в последующих операциях. Значение коэффициентов вытяжки в первом переходе следует принимать по табл. 5.7.
Таблица 5.7 Наименьшие значения коэффициентов первой вытяжки для цилиндрических деталей с фланцем
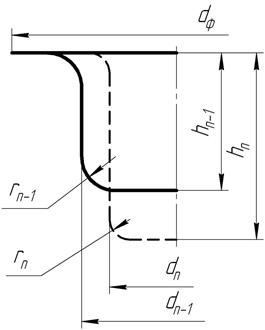
Количество последующих переходов определится перепадом Определив диаметры вытяжек по переходам и принятым
где n – номер перехода;
Рис. 5.3. Схема последующей вытяжки деталей с широким фланцем
Расчет усилия вытяжки
Усилие вытяжки для различных вариантов определяют по следующим формулам: а) при первой операции вытяжки полых цилиндрических деталей без утонения
где С учетом усилия, необходимого для преодоления сил трения при проталкивании, полное усилие
б) при последующих операциях вытяжки полых цилиндрических деталей
с учетом усилия для проталкивания полное усилие
в) при использовании прижима
Тогда с учетом давления прижима полное усилие вытяжки для прессов простого действия, снабженных буферными устройствами, будет равно
Усилие отбортовки отверстия
где S – толщина; D – диаметр обрабатываемого отверстия; d – диаметр отверстия под отбортовку. При отбортовке наружного контура усилие
где k – коэффициент, равный 0,2…0,3, L – длина контура отбортовки. Задача 5.1. Разработать технологический процесс штамповки стаканчика вытяжкой из листового материала Ст.3.
Рис. 5.4. Эскиз детали
Решение: 1. Определение размеров исходной заготовки. Принимаем форму заготовки в виде круга. Для определения площади боковой поверхности стаканчика и в связи с малым радиусом
2. Определение размеров полосы. Принимаем однорядный обычный расклад заготовок на полосе (подача полосы в штамп без бокового прижима). Ширину полосы
Выбираем по ГОСТу 19904-74 [2] холоднокатаный лист шириной 1230 мм, длиной 2000 мм, толщиной 2 мм. Коэффициент использования материала при штамповке из полосы шириной 92,2 мм определяем по формуле (3.21):
3. Далее рассчитываем количество операций и размеры промежуточных переходов для вытяжки цилиндрического стаканчика и выбор способа вытяжки (с прижимом или без прижима). Определяем относительную толщину заготовки
В соответствии с рекомендациями, изложенными в пояснении к формуле (5.11), устанавливаем способы вытяжки на первом переходе – вытяжка без прижима. По табл. 5.6 устанавливаем коэффициент первой и последующих вытяжек Определяем диаметры заготовок по переходам:
соответственно По формуле (5.15) подсчитываем пооперационную высоту вытягиваемых деталей:
4. Проведем расчет технологических усилий и работ. Усилие вырубки заготовки из полосы Усилие для снятия детали с пуансона определяем по формуле (3.7). Принимая Усилие для проталкивания вырубаемой детали через матрицу вычислим по формуле (3.8), принимая
Работы резания при вырубке определим по формуле (3.13) (значение
Усилие первой вытяжки определяем по формуле (5.19)
Усилие последующих вытяжек определим по формуле (5.21):
Задачи для самостоятельного решения
Задача 5.2. Листовая сталь 08кп, заготовка имеет диаметр 330 мм, толщину 3 мм. Определить, за сколько операций можно вытянуть из нее полую деталь наружным диаметром 100 мм.
Задача 5.3. Рассчитать диаметр заготовки для штамповки детали по эскизу на рис. 5.5. Расчет выполнять двумя методами, изложенными в разделе 5.1.
Рис. 5.5. Эскиз детали
Задача 5.4. Рассчитать технологический процесс для детали типа -стаканчик с фланцем. Исходные данные: диаметр цилиндра 30 мм, высота цилиндра 80 мм, диаметр фланца 65 мм, материал сталь 08кп, толщина 1,5 мм, радиусы переходов дно-стенка и стенка-дно по 5 мм. Задача 5.5. Определить размеры заготовки, требующейся для вытяжки прямоугольной детали при наличии скругления металла между дном и стенкой, если дно детали длиной 400 мм и шириной 180 мм, а высота 60 мм. Радиус скругления 20 мм. Задача 5.6. Разработать алгоритм и блок-схему расчета технологического процесса вытяжки цилиндрического стаканчика с различной (см. табл. 5.1) формой дна.
Задача 5.7. Разработать алгоритм и блок-схему расчета технологического процесса вытяжки цилиндрического стаканчика с широким фланцем.
|
|||||||||||||||||||||
Последнее изменение этой страницы: 2019-06-09; Просмотров: 591; Нарушение авторского права страницы



 где
где  – диаметр после первой вытяжки;
– диаметр после первой вытяжки;  – диаметр готовой детали. Коэффициент вытяжки
– диаметр готовой детали. Коэффициент вытяжки  определяют независимо от диаметра фланца по табл. 5.5.
определяют независимо от диаметра фланца по табл. 5.5. рассчитываем глубины вытяжек
рассчитываем глубины вытяжек или
или  (5.17)
(5.17)
 (5.18)
(5.18) – предел прочности.
– предел прочности. , (5.19)
, (5.19) (5.20)
(5.20) , (5.21)
, (5.21) (5.22)
(5.22) (5.23)
(5.23) (5.24)
(5.24) (5.25)
(5.25)
 мм разбиваем поверхность стаканчика на две простые геометрические фигуры – цилиндр высотой
мм разбиваем поверхность стаканчика на две простые геометрические фигуры – цилиндр высотой  и средним диаметром, равным
и средним диаметром, равным  мм, и шайбу диаметром, равным диаметру стаканчика 20 мм;
мм, и шайбу диаметром, равным диаметру стаканчика 20 мм;  – припуск на обрезку устанавливаем по табл. 5.2. Для
– припуск на обрезку устанавливаем по табл. 5.2. Для  принимаем припуск
принимаем припуск  мм. Диаметр заготовки определяем по формуле (5.1)
мм. Диаметр заготовки определяем по формуле (5.1)
 определим по формуле (3.25). Значения коэффициентов
определим по формуле (3.25). Значения коэффициентов  устанавливаем по табл. 3.2. Тогда
устанавливаем по табл. 3.2. Тогда





















 , определим
, определим  .
. мм:
мм:
 в этой формуле принимаем в соответствии с табл. 3.1)
в этой формуле принимаем в соответствии с табл. 3.1)






