|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Электроконтактная приварка
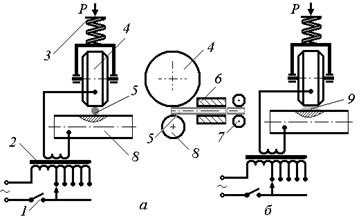
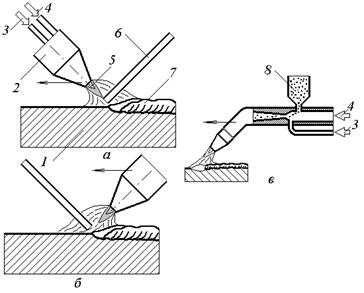
Электроконтактная приварка (ЭКП) осуществляется при нагреве присадочного материала и приконтактного объема металла обрабатываемой детали импульсами электрического тока и их совместной пластической деформации, обеспечивающей образование физического контакта, активацию контактных поверхностей и объемное взаимодействие покрытия и материала основы. В качестве присадки при ЭКП применяются как порошковые материалы, так и компактные материалы (сплошные металлические ленты и проволоки, порошковые ленты и проволоки). При использовании в качестве присадки порошковых материалов процесс называется электроконтактное припекание. Электроконтактную приварку сварочнойпроволокой осуществляют на специальных установках (рис. 10.19), на которых в качестве инструмента используется ролик 4, а присадкой является сварочная проволока 5.
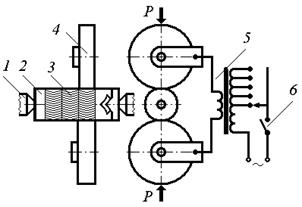
Наплавляемая цилиндрическаядеталь8 зажимается в шпинделе станка и вращается со скоростью сварки. Поджим ролика 4 к детали 8 осуществляется за счет пружины 3.Присадочная проволока 5 подается в зону наплавки и фиксируется с помощью направляющей втулки6, жестко закрепленной относительно ролика4. Положение каждого наплавленного витка спиралевидного валика, обеспечивающее перекрытие его с соседним, определяется только скоростью перемещения ролика относительно образующей вращающейся детали. Нагрев проволоки 5 и очага деформации на детали 8 до пластического состояния короткими (0, 02–0, 04 с) импульсами тока 10–20 кА осуществляется электрической цепью, в состав которой входят сварочный трансформатор 2 и прерыватель тока1. Регулирование тока наплавки осуществляется за счет изменения коэффициента трансформации трансформатора. В результате каждого из последовательных электромеханических циклов процесса на поверхности металла основы образуется единичная площадка9 наплавленного металла, перекрывающая соседние. Деформация наплавляемого металла за цикл составляет 40 – 60%. Наличие пластической деформации присадочного материала дает возможность повысить прочность сцепления покрытия с основой Электроконтактная наплавка стальной лентой используется для восстановления наружных и внутренних цилиндрических поверхностей деталей типа «круглый вал» (валы, оси); «диск» (ролики). Наплавляемая стальная лента нагревается со стороны, прилегающей к обрабатываемой детали за счет переходного сопротивления «ленте - деталь». При этомпроисходит расплавление металла ленты и детали. Схема процесса показана на рис.10.20.
Сварочнаяголовка с роликами4перемещается на тележке вдоль оси обрабатываемой детали 2, установленной в центрах 1 или патроне. Лента 3 плотно прижимается к детали 2 роликами4 посредством нажимной пружины или пневматических цилиндров.Провод тока к роликам производится от трансформатора 5. Требуемая длительность цикла обеспечивается прерывателем тока 6. Изношенную поверхность восстанавливают приваркой стальной ленты3 ко всей поверхности или по винтовой линии в процессе вращения детали2. Скорость вращения детали пропорциональна частоте импульсов и продольному перемещению сварочной головки. К режимам наплавки относятся электрические (сила сварочного тока и длительность сварочного цикла) и механические (частота вращения обрабатываемой детали, скорость подачи и усилие сжатия электродов)показатели. Малая сила тока не обеспечивает надежной приварки, а большая сила тока приводит к образованию на поверхности детали пор и трещин. Скорость подачи электродов, частоту вращения детали, продолжительность сварочного цикла подбирают из условия получения 6 … 7 сварочных точек на 1 см. длины шва. Эти показатели должны обеспечить оптимальное перекрытие сварочных точек: малое перекрытие ухудшает свариваемость ленты с основным металлом, в повышенное – увеличивает зону отпуска, что снижает твердость приваренного слоя. Недостаточное усилие сжатия электродов на поверхности ленты и детали приводит к эрозионному разрушению, сопровождающемуся сильным искрением в зоне контакта; большое усилие сжатия электродов приводит к деформации электродов и снижению их стойкости. Роль охлаждающей жидкости сводится к охлаждению роликов сварочной головки и эффективному отбору теплоты из зоны приварки. На внутреннюю цилиндрическую поверхность наплавляют ленту свернутую в кольцо (гильзу). Например, этим способом соединяют стальные (сталь 20) гильзы2 к корпусу чугунного блока цилиндров1 тракторов(рис. 10.21).Зазор между концами гильзы и отверстием в блоке цилиндров должен быть не более ее толщины (0, 3…1 мм). Вначале гильзу прихватывают по окружности в середине.
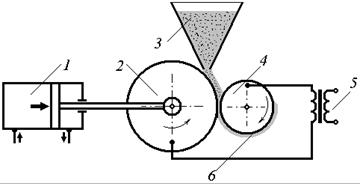
Затем начинают приварку с краев перекрывающимися точками. Швы перекрывают на 25 %. Соединение формируется обычно с расплавлением, но может и частично в твердом состоянии. Преимущества способа: высокая производительность процесса (в 2 … 3 раза превосходит вибродуговую наплавку); малое тепловое воздействие на деталь (не более 0, 3 мм); небольшая глубина плавления; низкий расход присадочных материалов и значительное уменьшение припуска на механическую обработку; возможность получения наплавленного металла с любыми свойствами; благоприятные санитарно-производственные условия работы сварщика. Диаметр восстанавливаемых деталей – 20 … 200 мм, толщина привариваемой ленты 0, 15…1, 5 мм. Недостатками наплавки металлической лентой являются сравнительно низкая прочность сцепления покрытия с основой, тонкий слой наплавленного металла. При электроконтактномприпекании в место контакта двух токопроводящих поверхностей подается металлический порошок, который под давлением инструмента спрессовывается и под воздействием тепла, выделяемого электрическим током, и давления спекается и припекается к поверхности детали. Принципиальная схема процесса приведена на рис.10.22. Из бункера 3 присадочный порошок подается между вращающейся деталью4, установленной в шпинделе токарного станка, и медным роликом-электродом2. Ролик при помощи пневмо- или гидроцилиндра1 прижимается к детали с усилием 0, 75-1, 2 к Н. Провод тока к ролику 2 и детали 4 производится от трансформатора 5. Примерные режимы: сила тока - 2, 6-3 кА на 1 см ширины ролика; напряжение 0, 7-1, 2 В.
Врезультате большого электрического сопротивления в месте контакта ролик - деталь порошок нагревается до 1000-1300°С.Припекаемый слой не нагревается до температуры плавления.Спекание частиц порошка в слой и припекание слоя происходят за счет диффузионных процессов и сплавления частиц порошка в отдельных контактирующих точках их поверхности. Эта особенность процесса приводит к тому, что покрытие получается пористым. Заполненные маслом поры способствуют образованию устойчивой масляной пленки при работе сопряжения. Качество слоя во многом зависит от размеров детали и ролика, давления, создаваемого роликом, химического состава порошка и частоты вращения детали. При диаметрах восстанавливаемых деталей 30-100 мм припеканием можно получить слой толщиной от 0, 3 до 1, 5 мм. Газовая наплавка Газовая наплавка — осуществляется при нагреве присадочного материала и приконтактного объема металлавысокотемпературным пламенем, получаемымпри сжигании смеси горючего газа с кислородом (рис. 10.23). Толщина наплавляемого слоя лежит в пределах 2, 5 - 4 мм.
Применяют наплавку с использованием наплавочных материалов в виде прутков, стержней и проволоки (рис. 10.23, а, б)или в виде присадочного порошка (рис. 10.23, в). При газопорошковой наплавке наплавочный материал в виде порошкового сплава8 подается в место наплавки из бункера под действием силы тяжести и инжектирующего действия кислородной струи через газокислородное пламя. В результате нагрева пламенем частицы порошка достигают поверхности детали в высокопластичном или расплавленном состоянии и после затвердевания образуют слой наплавленного металла. Наплавку ведут гранулированным самофлюсующимся порошком системы хром - бор - никель. Расход порошка составляет до 2, 7 кг/ч. Рекомендуемые размеры частиц порошка 40 – 100 мкм.Газопорошковаянаплавкапозволяет упрочнять детали сложной конфигурации слоем минимальной толщины (0, 1 – 0, 3 мм) без разбавления основным металлом, так как зона перехода при этом составляет всего 100 – 120 мкм. Горючий газ, используемый при газовой наплавке, должен удовлетворять следующим трем требованиям: высокая температура пламени при сгорании; высокая скорость горения; высокая теплота сгорания. В качестве горючего газанаиболее часто используют ацетилен, намного реже пропанобутановую смесь, метан, природный газ керосин, бензин и др. Наплавку поверхностей деталей из стали с содержанием углерода до 0, 5 % ведут нормальным пламенем. Науглероживающее пламя используется для наплавки поверхностей деталей из сталей с содержанием углерода более 0, 5 %. При наплавке с использованием ацетиленокислородной горючей смеси, обогащенной ацетиленом, на поверхности металла оседают частицы восстановленного углерода, образуя тонкий науглероженный слой толщиной ~0, 02 мм. Вследствие снижения точки плавления металла науглероженного слоя происходит расплавление только в тонком поверхностном слое. Возникновение этого явления, называемого запотеванием, свидетельствует о готовности основного металла к газовой наплавке. Запотевание основного металла в сочетании с применением присадочного материала создает особо благоприятное условие для газовой наплавки с незначительным проплавлением основного металла. Появление запотевания позволяет также определить момент нагрева до температуры наплавки и точнее выбрать время подачи наплавочного - материала. Вместе с тем науглероживание поверхности при наплавке (особенно науглероживающим пламенем) приводит к повышению содержания углерода в наплавленном металле, что оказывает неблагоприятное влияние на его механические свойства и коррозионную стойкость. Поэтому науглероживающее пламя применяют только при наплавке высокоуглеродистых материалов. При нанесении покрытий коррозионно-стойких покрытий, для которых науглероживание противопоказано, газовую наплавку не применяют. Газовую наплавку можно осуществлять как на холодную, так и на подогретую до 500–700°C поверхность. Подогрев предупреждает коробление детали. Наплавку ведут в нижнем положении. Для лучшего сплавления наплавляемого слоя с основным металлом применяют флюс, в качестве которого используютбуру (соль тетраборной кислоты – Na2B4O7× 10H2O). В качестве присадочных материалов применяют как компактные, так и порошковые материалы. Вотличие от сварки, желательна малая глубина проплавления основного металла, поэтому наплавку выполняют с использованием горелок с соплом большого диаметра, нагревая основной металл науглероживающим пламенем. Преимущества газовой наплавки: - незначительное проплавление основного металла; - возможность наплавки мелких деталей сложной формы; - уменьшение опасности возникновения трещин, поскольку процесс, наплавки включает предварительный подогрев и последующее замедленное охлаждение изделия; - низкая стоимость сварочного оборудования. Недостатки: - низкая производительность при наплавке массивных деталей, требующих продолжительного предварительного подогрева; - необходимость в высокой квалификации сварщика. Газовую наплавку в настоящее время применяют только в специальных областях (при изготовлении клапанов высокотемпературных систем высокого давления, двигателей внутреннего сгорания и т. д. Лучевые способы наплавки |
Последнее изменение этой страницы: 2019-06-19; Просмотров: 358; Нарушение авторского права страницы