|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Наплавка с подачей в плазменную дугу присадочного материала в виде проволоки
При наплавке поверхностей крупногабаритных изделий (гребных валов кораблей, плунжеров, штампов и т.д.) применяют подачу присадочного материала в зону обработки одного или двух проволочных электродов. Возможны три вариантаподачи одной электродной проволоки: с токоведущейприсадочной проволокой (рис. 10.9, а); с нейтральной присадочной проволокой (рис. 10.9, б) и с изолированным изделием (рис. 10.9, в).
При наплавке с токоведущейприсадочной проволокой ее плавление осуществляется как теплом плазменной дуги, так и за счет ответвления части тока плазменной дуги в проволоку.Меняя величины балластных сопротивлений R1 и R2, можно регулировать тепло-вложение в проволоку и в основной металл, что позволяет менять скорость плавления проволоки и основного металла.Обычно скорость плавления проволоки устанавливают, исходя из требуемой высоты и ширины наплавленного валика, а скорость плавления металла такой, чтобы обеспечивалось надежное сплавление наплавляемого металла с основным. Наплавка с нейтральной присадочной проволокой применяется при необходимости получения тонкого (до 1 мм) слоя на поверхность изделия. Наплавка с электрически нейтральным изделием используется при необходимости сведения к минимуму термических напряжений и деформаций в изделии, а также для предотвращения структурных изменений в нем (например, при наплавке чугунных изделий). Подплавлениеповерхности детали(необходимоедля прочного соединения наплавленного металла с основным) достигается за счет тепла факела плазменной дуги. Для повышения производительности плазменной наплавки и расширения номенклатуры наплавленного металла используют наплавку двумя проволочными электродами.Проволоки могут иметь различный химический состав, что позволяет наплавлять стандартными проволоками металл, который отличается по химическому составу от известных и имеет необходимые служебные характеристики. При подаче одной проволоки в зону наплавки производительность можно увеличить, применив сочетание плазменной и электродуговой наплавки. Электрошлаковая наплавка Электрошлаковая наплавка (ЭШН) основана на использовании тепла, выделяющегося при прохождении электрического тока через расплавленный шлак.Это тепло поддерживает флюс в жидком состоянии, а также расплавляет электродную проволоку и поверхность наплавки. Схема процесса электрошлаковой наплавки приведена на рис. 10.10.
В пространстве, образованном наплавляемой поверхностью детали 1 и формирующим устройством 6, образуется ванна расплавленного флюса 3, в которую непрерывно подается металлический электрод2. Ток, проходя между электродом и обрабатываемым изделием1, нагревает расплавленный шлак и поддерживает высокую температуру и электропроводность. В процессе расплавления флюса наплавляемые кромки нагреваются до температуры 800...1200 °С и очищаются шлаком от окислов и окалины. Ниже шлаковой ванны образовывается металлическая ванна 5, которая после затвердевания, дает слой наплавленного металла 7, прочно сплавленный с основным металлом детали1. Формирующее устройство 6 медленно перемещается вверх вдоль обрабатываемой поверхности детали 1удерживая металлическую5 и шлаковую3 ванны, одновременно охлаждая поверхность ванны 5. Как и при электрошлаковой сварке процесс начинают и заканчивают на графитовых, медных или стальных подкладках.Для обеспечения устойчивости электрошлакового процесса необходимо, чтобы глубина шлаковой ванны была не менее 30 мм. При уменьшении глубины ванны до 10 – 15 мм электрошлаковый процесс переходит в дуговой либо неустойчивый. В качестве электродов применяют: проволоку (обычную или порошковую), прокатанные или литые стержни, пластины, трубы и прокат различного профиля Основными технологическими режимами ЭШН являются: сила сварочного тока (Iсв), напряжение на сварочной ванне (Uш), скорость подачи электродов (Vэ), скорость наплавки (Vн), масса наплавленного металлаэлектродов (mэ), расход электродов (Gэ) и флюса (Gф).
где: h –толщина наплавленного слоя, мм; nэ– количество электродов; ВН– ширина наплавляемого слоя, мм; α н– коэффициент наплавки, г/(А· ч); α н=25–30 г/(А· ч); kф.ш– коэффициент формы шва, kф.ш = 1, 05–1, 10; ρ – удельный вес металла электрода; Fэ–площадь электрода, см3; φ – потери металла на угар и разбрызгивание, φ =0, 02–0, 03; L - длина шва, м. В отличие от электродуговой наплавки при ЭШН: отсутствуетразбрызгивание; расход флюса на образование шлаковой корки составляет на более 5 % его массы; меньше в 1, 5 – 2 разарасход электроэнергии; так же меньше примерно в 20 раз расход флюса. Но, более низкие скорости нагрева и охлаждения основного металла шва неблагоприятно сказываются на структуре наплавленного металла и зоны термического влияния; формирование благоприятного направления роста кристаллов в наплавленном металле обусловливает снижение вероятности образования кристаллизационных трещин; меньшая склонность к образованию пор и несплошностей в металле наплавления. Процесс ЭШН можно осуществлять разными способами, зависящими прежде всего от типов электродов и методов их применения (наплавкаодной или несколькими электродными проволоками без колебаний или с колебаниями; плавким мундштуком...). ЭШН электродными проволоками позволяет наплавлять плоские поверхности и тела вращения при вертикальном или горизонтальном расположении наплавляемой поверхности. На рис. 10.11, апоказана схема процесса ЭШН плоской поверхности проволоками в вертикальном положении с помощью трех составных ползунов (вместо ползунов можно использовать подвижный кристаллизатор).
Наплавку производят в зазор, образуемый наплавляемой поверхностью детали 2 и ползунами5. Электроды1 при наплавке могут совершать возвратно-поступательное движение вдоль зазора. Скорость поперечных колебаний электрода должна быть такой, чтобы шлак не успевал затвердеть до момента возвращения электрода в исходное положение. Процесс начинают на подкладке или в специальном кристаллизаторе. Наплавку наружных цилиндрических поверхностей с относительно небольшой длиной образующей (200…300 мм) при вертикальном расположении оси рекомендуют выполняют в стационарных кристаллизаторах. ЭШН цилиндрической детали большой длины производят, используя подвижной кристаллизатор, неподвижную заготовку и электроды, которые вместе с мундштуками совершают колебательные движения по окружности заготовки (рис. 10.11, б). Схема ЭШН внутренней цилиндрической поверхности показанана рис. 10.11, в. В процессе наплавки стержень-кристаллизатор9 и деталь 2 синхронно вращаются, а мундштуки, подающие проволоку, поднимаются вверх по мере наплавки (движение D3). Сила сварочного тока дуги равна:
где: h –толщина наплавленного слоя, мм; n– количество электродов. Скорость подачи электродной проволоки рассчитывают в зависимости от величины сварочного тока по формуле
Величина напряжения в шлаковой ванне равна:
Скорость наплавки (м/ч) определяют из выражения где: В– ширина наплавляемого слоя, мм; α н– коэффициент наплавки, г/(А· ч); α н=25–30 г/(А· ч); kф.ш - коэффициент формы шва, равный 1, 05–1, 10; ρ – удельный вес металла электродной проволоки. Массу наплавленного металла (г) определяют по формуле
где: Fпр–площадь сечения проволоки, см3. Расход сварочной проволоки (г) равен:
Расход флюса принимают 0, 2–0, 3 кг на 1 м погонной длины шва независимо от толщины металла. Схема ЭШН электродной лентой (ЭШНэл) при горизонтальном расположении наплавляемой поверхности и свободном формировании наплавляемого металла приведена на рис. 10.12.
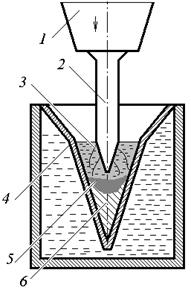
При ЭШНэл флюс6 подают только с одной стороны – перед лентой2, в направлении наплавки. За лентой остается сварочная ванна9, которая защищена слоем расплавленного шлака8, и закристаллизовавшийся наплавленный металл10, покрытый шлаковой коркой11.Основные преимущества ЭШНэл: высокая производительность(до22 кг/ч для ленты размерами 60x0, 5 мм) при малом проплавлении основного металла (5…10 %). С использованием ЭШНэл разработаны технологические процессы изготовления: коррозионностойких биметаллических листов общей толщиной 12…30 мм; слябов для последующей прокатки в биметаллические листы; корпусных деталей и узлов для атомного и химического машиностроения; прокатных валков, ножей горячей резки металла, роликов моталок и т.д. Способами электрошлаковой стыкошлаковой наплавки (ЭШсН) электродами большого сечения восстанавливают и упрочняют зубья ковшей экскаваторов, шарошки для роторного бурения шахтных стволов... (рис. 10.13). При ЭШсН изношенный зуб 1, с приваренным встык к его торцу расходуемым электродом 2из высокоизносостойкого материала, подают вертикально в жидкую шлаковую ванну 3глубиной 50 - 60 мм, находящуюся в кристаллизаторе 4, воспроизводящем геометрию рабочей части зуба.
После расплавления расходуемого электрода2 образуется металлическая ванна 5и одновременно формируется рабочая часть зуба6, а после оплавления торца изношенного зуба последний погружают в шлак и сплавляют с новой рабочей частью 6. Основные достоинства ЭШН: - высокая производительность процесса (до 150 кг/ч); - высокая устойчивость процесса в широком диапазоне плотностей тока (от 0, 2 до 300 А/мм2), что позволяет использовать для наплавки как электродную проволоку диаметром менее 2мм, так и электроды большого сечения (более 35000 мм2); - возможность наплавки за один проход слоев большой толщины; - возможность применения для сталей и сплавов с повышенной склонностью к образованию трещин; - возможность придавать наплавленному металлу необходимую форму, - сочетать наплавку с электрошлаковой сваркой. Основные недостатки ЭШН: большая погонная энергия процесса, что обусловливает перегрев основного металла в ЗТВ; сложность и уникальность оборудования; невозможность получения слоев малой толщины (кроме способа ЭШН лентами); большая длительность подготовительных операций. Индукционная наплавка Индукционная наплавка - нанесение слоя металлана рабочую поверхность детали, разогретую за счет индукционного нагрева токами высокой частоты (ТВЧ). Индукционный нагрев ТВЧ осуществляется за счет приближения к поверхности обрабатываемой детали индуктора, присоединенного к генератору ТВЧ. В основном металле детали или в компактной присадке индуцируются вторичные переменные токи той же частоты, распределяющиеся в поверхностных слоях металла и нагревающие эти слои до оплавления.Толщина нагретого ТВЧ слоя обратно пропорциональна частоте тока. Для стальных деталей преимущественный нагрев ТВЧ поверхностных слоев металла сохраняется вплоть до точки Кюри (768°С). После того как металл нагреется выше точки Кюри, глубина проникновения индуктированных токов увеличивается в 10…20 раз (в зависимости от частоты), поэтому распределение температуры в нагреваемом металле становится более равномерным. Для наплавкиТВЧприменяются два способа: - присадочный металл предварительно наносится на поверхность изделия в виде шихты (смесь металлических порошков и флюсовых добавок), пасты или прессованных брикетов; - присадочный металл расплавляется в огнеупорной воронке, расположенной в отдельном индукторе над наплавляемой деталью. Основные варианты наплавки: - армирование расплавленного поверхностного слоя основного металла тугоплавкой и труднорастворимой присадкой; - заливка жидкого присадочного металла на подогретый основной металл; - расплавление брикетированного или монолитного материала на основном металле; - наплавка в огнеупорной среде; - расплавление порошковой шихты, нанесенной на наплавляемую поверхность детали. При армировании расплавленного поверхностного слоя основного металла в качестве присадки2 применяют зерновойкарбид вольфрама или измельченные металлокерамические сплавы. Присадкувместе с флюсом3 (борная кислота) наносят на наплавляемую поверхность детали4 (рис. 10.14, а).
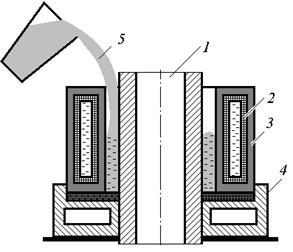
Затем деталь вводят в индуктор1. При включении питания индуктора возникает переменное электромагнитное поле. В токопроводящем поверхностном слое детали находящемся в электромагнитном поле, индуктируются токи. Происходит нагрев элементарных объемов материала, как поверхностного слоя, так и изделия в целом.При применении порошковой шихты, металлические гранулы изолированы друг от друга частицами флюса, поэтому электропроводность порошкового слоя и выделение в нем энергии малы, нагрев и расплавление порошковой шихты идет, в основном, за счет теплопередачи от нагреваемого ТВЧ основного металла.Поэтому температура плавления порошкообразного сплава, входящего в состав шихты, должна быть ниже температуры плавления основного (наплавляемого) металла. При этом скорость нагрева упрочняемой поверхности должна значительно превышать скорость отвода тепла в тело детали и потерь на излучение. При нагреве шихты до температуры 600…750 °С происходит расплавление флюса и образование жидкой фазы, которая смачивает поверхность детали и частички твердого сплава. Улучшается теплопередача от основного металла в присадочный, а температурный градиент резко уменьшается. При дальнейшем нагреве увеличивается химическая активность флюса, и он вступает во взаимодействие с окислами, переводя их в жидкий шлак. Одновременно происходит процесс плавления гранул присадочного материала, которые хорошо смачивают раскисленную поверхность основного металла. В результате на наплавляемой поверхности детали образуется слой6 (рис. 10.14, б) жидкого присадочного сплава, наружная поверхность которого защищена от взаимодействия с кислородом воздуха слоем жидкого шлака5. Армированный поверхностный слой представляет собой литую стальную матрицу с вплавленными в нее зернами тугоплавкого компонента, при этом, тугоплавкие частицы практически не изменяют свою структуру и твердость. Схема заливки жидкого присадочного металла на подогретый основной металл приведена на рис. 10.15.
Наплавляемую поверхность детали 1 покрывают слоем флюса и помещают в водоохлаждаемый индуктор 2, поверхность которого защищена огнеупорным составом 3. После нагрева детали до нужной температуры напряжение отключают и снизу к индуктору подводят медное водоохлаждаемое кольцо 4. В образовавшуюся своеобразную форму из ковша заливают порции металла 5, заранее расплавленного в индукционной печи или в другом плавильном агрегате. Метод широко используют для наплавки деталей, работающих в условиях абразивного изнашивания: опорных катков тракторов, пальцев ковшовых цепей экскаваторов... Расплавление брикетированного или монолитного материала на основном металле рассмотрим на примере наплавки рабочей поверхности выпускных клапанов двигателя внутреннего сгорания (рис. 10.16).
В качестве присадочного материала используется литое кольцо 3 из жаростойкого сплава, которое укладывают в выточку на опорной поверхности клапана 1. Нагрев и плавление сплава производят в кольцевом индукторе 2, охватывающем наплавляемый участок. Через индуктор подается защитный газ 5. Температура нагрева на 50... 100 °С превышает температуру плавления сплава. Вконце процесса поверхность клапана, противоположная наплавляемой, обрызгивается водой из спрейера4, что обеспечивает направленную кристаллизацию сплава и его повышенные эксплуатационные свойства. Наплавка в огнеупорной среде позволяет восстанавливать плоские, цилиндрические, конические и прочие рабочие поверхности деталей. Это обеспечивается в результате принудительного формирования расплава на упрочняемой (восстанавливаемой) поверхности специальной огнеупорной оболочкой. Рассмотрим процесс восстановления шлицевого вала (рис. 10.17). На наплавляемую поверхность вала 4 наносят слой присадочного металла2 требуемой формы и размеров (рис. 10.17, а). Присадочный металл наносят любыми известными методами — установкой монолитных или брикетированных втулок, заливкой жидкого металла, расплавлением мерных заготовок и пр. Огнеупорную оболочку5 наносят на наружную поверхность присадочного металла и частично на вал (рис. 10.17, б).
В качестве материала для огнеупорной оболочки используют смесь, состоящую из мелкозернистого (размер зерен обычно менее 0, 2 мм) наполнителя (кварцевый песок, магнезит и др.) и связующего компонента — термореактивной смолы. Песчано-смоляные смеси быстро твердеют при тепловой обработке, после которой оболочка приобретает прочность и хорошую газопроницаемость. Наиболее часто в качестве связующего материала используют порошкообразную смесь фенолоформальдегидной смолы с уротропином, который вводится для ускорения процессов затвердения. Подготовленный таким образом вал помещают в индуктор6 токов ТВЧ (рис. 10.17, в).Производится нагрев и плавление присадочного2 и частично или полностью основного металла1 в объеме, замкнутом оболочкой. За счет электромагнитного перемешивания металла происходит интенсивное усреднение состава присадочного и основного материалов внутри огнеупорной оболочки. При частичном расплавлении основного металла граница сплавления7 образуется в месте контакта жидкой и твердой фаз. При полном переводе основного металла в жидкую фазу граница сплавления отсутствует. Благодаря тому что нагрев, плавление и кристаллизация металла происходят внутри огнеупорной оболочки (без доступа атмосферного кислорода), качество наплавленных деталей высокое. После остывания с наплавленной детали легко удаляется огнеупорная оболочка. Вал направляют на последующую механическую обработку. |
Последнее изменение этой страницы: 2019-06-19; Просмотров: 395; Нарушение авторского права страницы