|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Ручная дуговая наплавка угольным электродом
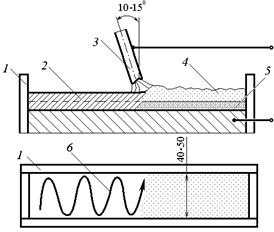
Ручную дуговую наплавку угольным электродом в основном используют для наплавки порошковых наплавочных смесей (расплавление слоя сыпучего зернистого порошкового материала). Поверхность детали, предназначенную для наплавки, очищают от ржавчины, масла и грязи и ограничивают планками (рис. 10.3). Далее насыпают тонкий слой (0, 2—0, 3 мм) прокаленной буры (флюса5) и на него слой порошкообразной смеси 4 высотой 2—7 мм, который разравнивают и уплотняют гладилкой.
Наплавку производят угольной или графитизированной дугой прямой полярности либо переменным током с осциллятором, совершая плавные движения электрода3 поперек обрабатываемой поверхности на 40— 50 мм с постепенным продвижением вдоль нее. После расплавления порошка высота его уменьшается в 2—4 раза. Возможна многослойная наплавка, но общая толщина наплавленного слоя2 для разных смесей ограничена: например для сталинита — 5—6 мм. Рекомендуются предварительный подогрев до 500 °С и медленное охлаждение в горячем песке, закрытом асбестом. Вибродуговая наплавка Вибродуговая наплавка, как разновидность дуговой наплавки металлическим электродом, осуществляется при вибрации электрода с подачей охлаждающей жидкости на наплавленную поверхность. Принципиальная схема вибродуговой установки с электромеханическим вибратором показана на рис. 10.4. Обработка детали 3 осуществляется в центрах токарного станка, на суппорте которого установлена наплавочная головка с механизмом 5 подачи проволоки из кассеты 6, электромагнитным вибратором 7 и мундштуком 4.
Колебания конца электрода (частота 110 Гц, амплитуда до 4 мм) создаются вибратором 7. Перенос металла с электрода на деталь происходит при периодическом замыкании электродной проволоки и детали. Стабильность процесса обеспечивается вибрацией электрода во время наплавки, что объясняется частыми возбуждениями дуговых разрядов. Вибрация также способствует подаче электродной проволоки небольшими порциями, что обеспечивает лучшее формирование наплавленных валиков без пор и трещин. Питание установки осуществляется от источника тока напряжением 24В, последовательно с которым включен дроссель 9 низкой частоты, стабилизирующий силу сварочного тока. Регулирование силы тока в цепи выполняется реостатом 8. Охлаждающая жидкость (4 … 6% раствор кальцинированной соды в воде) в зону наплавки подается насосом 1 из бака 2. Вибродуговая наплавка обеспечивает: небольшой нагрев восстанавливаемой детали за счет ограниченной зоны термического влияния; высокую производительность процесса; минимальную деформацию детали, не превышающую полей допусков посадочных мест. Существенным недостатком данного способа наплавки является снижение усталостной прочности детали после наплавки на 30 … 40%. На качество соединения наплавленного металла с основным влияет большое число различных факторов. К ним относятся: полярность тока (желательна обратная полярность), шаг наплавки (2, 3...2, 8 мм/об), угол подвода электрода к детали (15 … 30°), качество очистки и подготовки поверхности под наплавку, толщины слоя наплавки и др. Скорость подачи электродной проволоки не должна превышать 1, 65 м/мин, а скорость наплавки - 0, 5...0, 65 м/мин. Наибольшая скорость наплавки:
где: Vnp - скорость подачи электродной проволоки, м/мин.; n - частота вращения детали в мин-1; S - шаг наплавки, мм/об; d -диаметр детали в мм; h- толщина наплавляемого слоя в мм; d - диаметр электродной проволоки в мм; r - коэффициент наплавки (0, 85...0, 9). Рекомендуемая толщина наплавляемого слоя равна 0, 5...3 мм. Структура и твердость последнего зависят от химического состава электродной проволоки и количество охлаждающей жидкости. В случае использования проволоки Нп-80 валик в охлаждающей жидкости закаливается до высокой твердости (порядка 26 … 55HRC). Низкоуглеродистая проволока Св 08 дает твердость поверхности наплавки в пределах 14 … 19HRC. Вибродуговая наплавка применяется для восстановленияизношенных деталей. У деталей класса «круглый стержень» возможно наращивание поверхностного слоя (увеличение наружного или уменьшение внутреннего диаметров); наращивание изношенного или выломанного шлица. У деталей класса «некруглый стержень» - увеличение одного из ее линейных размеров (обычно толщины). Рациональный режим наплавки: напряжение - 28 … З0 В, сила тока -70 … 75 А, диаметр проволоки - 1, 6 мм, скорость подачи проволоки - 1, 3 м/мин, скорость наплавки - 0, 5...0, 6 м/мин, амплитуда вибраций - 1, 82 мм. Наплавка под флюсом При наплавке под флюсомнагрев и расплавление металла, так же как при сварке, осуществляются теплом дуги3, горящей между плавящимся электродом4 и основным металлом1 под слоем флюса2(рис. 10.5). В качестве присадки используют электрод 4в виде одной проволоки (Ø 1- 6 мм) или ленты толщиной 0, 4 – 1, 0 мм и шириной 20 – 100 мм(рис. 10.5, а); нескольких проволок (Ø 1- 6 мм)- многоэлектродная наплавка (рис. 10.5, б).
Расплавленный шлак изолирует жидкий металл от газов воздуха, способствует сохранению теплоты дуги. После затвердевания металла образуется наплавленный валик5, покрытый шлаковой коркой и нерасплавленным флюсом. Остывшую шлаковую корку удаляют. В процессе наплавки возможны четыре основных способа легирования наплавленного металла (рис.10.6).
1. Применение легированного электрода 6 и обычного плавленого флюса 5. Марку электрода и флюса выбирают в зависимости от требуемого состава и свойств наплавленного металла. 2. Применение порошкового электрода 8 (проволоки или ленты) и обычного плавленого флюса 5. Порошковая проволока или лента расплавляется в дуге и образует однородный жидкий расплав. Этот способ позволяет получить наплавленный металл с общим содержанием легирующих примесей до 40-50%. Марка порошковой проволоки или ленты выбирается в зависимости от необходимого типа наплавленного металла и его требуемой твердости. 3. Применение обычного электрода 6 (низкоуглеродистая проволока или лента) и легирующих керамических флюсов 9. Этот способ позволяет ввести в наплавленный металл до 35% легирующих примесей. При наплавке наибольшее применение получили керамические флюсы АНК-18 и АНК-19, обеспечивающие хорошее формирование наплавленного металла, легкую отделимость шлаковой корки, высокую стойкость наплавленного металла против образования пор и трещин. 4. Применение обычного электрода 6 (низкоуглеродистая проволока или лента) и обычных плавленых флюсов5 с предварительной укладкой легирующих материалов10 на поверхность наплавляемого изделия. Здесь возможна предварительная засыпка или дозированная подача легирующих порошков, а также предварительная укладка прутков или полосок легированной стали, намазывание специальных паст на место наплавки и др. Во всех случаях нанесенный легирующий материал расплавляется дугой и переходит в наплавленный металл. С помощью наплавки под флюсом можно наносить слой металла почти любого химического состава толщиной от 2 мм и более. Процессприменяют для нанесения защитных покрытий или восстановления изношенных поверхностей различной формы (плоских, цилиндрических, криволинейных). Производительность процесса составляет (2-15 кг/ч). Для повышения качества наплавки применяют многоэлектроднуюили трехфазнуюнаплавку. При многоэлектродной наплавке (рис. 10.6, б)несколько электродов параллельно подсоединяются к источнику питания. Дугаавтоматически возникает на торце то одного, то другого электрода, расположенных на определенном расстоянии друг от друга и имеющих один общий токоподвод. Дуга, перемещаясь с одного электрода на другой, приводит к попеременному плавлению электродов, что обеспечивает: уменьшение длительности горения дуги на одном электроде. Это уменьшает длительность воздействия дуги на расплавленный металл ванны в определенном ее месте. В результате уменьшаются глубина кратера и проплавление основного металла. При наплавке трехфазной дугой (рис. 10.6, в) две фазы подключают к электродам, одну - к обрабатываемой детали. В течение 1/6 периода поочередногорят две дуги: A- B; A- C; B- C; B- A; C- A; C- B. Следовательно, в каждый момент горит не более двух дуг. Трехфазныедуги характеризуются высокой устойчивостью и для их питания возможно применение источников с более низким напряжением холостого хода (Uxx/Uд= 1, 17), чем для питания однофазных дуг(Uxx/Uд> 1, 8). Процесс наплавки плоских поверхностей осуществляется путем перемещения наплавочной головки вдоль детали со смещением электродной проволоки на 3…5 мм поперек движения после наложения шва заданной длины. Основные преимущества наплавки под флюсом: универсальность; высокая производительность; возможность получения наплавленного металла практически любой системы легирования; малые потери электродного металла; отсутствие излучения дуги.Основные недостатки: большое проплавление основного металла, особенно при наплавке проволоками; невозможность визуального наблюдения за формированием валиков; необходимость использования различных флюсоудерживающих и формирующих устройств; невозможность выполнения наплавки в пространственных положениях, отличных от нижнего; затрудненность удаления шлаковой корки при наплавке деталей малого диаметра и глубоких внутренних поверхностей. |
Последнее изменение этой страницы: 2019-06-19; Просмотров: 366; Нарушение авторского права страницы