|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Порошковая плазменная наплавка
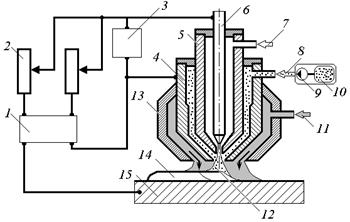
В промышленности наиболее распространен способ плазменной наплавки с подачей порошка в дугу (плазменно-порошковая наплавка - ППН, рис. 10.7).
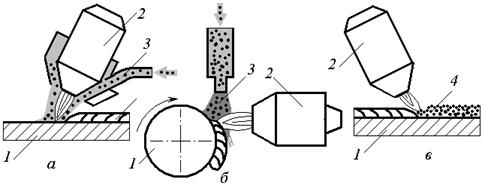
Горелка имеет три сопла: 4 фокусирующее (для формирования плазменной струи и подачи присадочного порошка), 13 защитное(для подачи защитного газа) и 5 плазменное (для формирования плазмы). Источниктока1 служит для зажигания дуги осциллятором 3 между электродом и соплом и для формирования плазменной дуги прямого действия, которая оплавляет поверхность изделия и плавит порошок, подающийся из бункера 6 потоком газа. Изменяя ток реостатами 2 можно регулировать количество теплоты, идущей на плавление основного металла и присадочного порошка и, следовательно, долю металла в наплавленном слое. При ППН присадочным материалом служит гранулированные металлические порошки, которые подаются в плазмотрон транспортирующим газом с помощью специального питателя (компрессор 9 и порошковый накопитель 10). Плазменная дуга12 расплавляет порошок и поверхность детали, которую необходимо наплавить. Наплавочный процесс ведётся так, что весь объём подающегося порошка наплавлен, притом, что проплавление металла основы наплавляемого изделия минимально. В результате получается ровный гладкий наплавленный слой. В результате движения плазменной дуги, подачей порошка процесс наплавки происходит немного впереди плазменной дуги, и кристаллизация происходит по мере продвижения дуги по направлению наплавки. В процессе кристаллизации перемешивание наплавленного слоя с материалом основы составляет порядка 3-10%. Присадочный материал 3 подают в зону наплавкичерез специальное сопло (рис. 10.8, а) или через отдельный мундштук (рис. 10.8, б).Порошок можно заранее уложить на обрабатываемую поверхность (рис. 10.8, в), однако при этом, плазменная дуга может распылять порошок во время наплавки. Поэтомуиз присадочного порошка изготавливают пасты на минеральной или органической связке, которые после просушивания создают слой достаточной прочности, стойкий к силовому воздействию плазменной дуги. Цилиндрические полости наплавляют при помощи центробежной плазменной наплавки. Вполость наплавляемой детали засыпается присадочный порошок.
Деталипридают вращение вокруг горизонтальной оси, при этом слой порошка равномерно распределяется по внутренней поверхности детали за счет центробежной силы. После чего во внутреннюю полость детали вводят плазмотрон, которым и оплавляют порошок. Для ППН применяют самофлюсующиеся порошки на хромбороникелевой основе с добавками кремния, порошок должен иметь форму шариков размерами 40-100 мкм. Длянаплавки на чугун применяют порошки НПЧ, содержащие 5-7% меди. Производят порошки преимущественно методом распыления струи жидкого металла инертным газом, что обеспечивает им требуемые сварочно-технологические свойства - хорошую сыпучесть, низкое содержание кислорода (0, 02-0, 10 %) и др. Рабочим газом является аргон, в специальных случаях используется гелий с добавлением водорода, кислорода или углекислого газа. Слой толщиной от 0, 5 до 6 мм, шириной от 3 до 50 мм можно получить за один проход. Для наплавки более широких слоёв необходимо придать плазматрону поперечные колебания. Процесснаплавки осуществляется следующим образом: - Деталь тщательно очищается от грязи и жировых отложений. Поверхность детали необходимо готовить к наплавке более тщательно, чем при обычной электродуговой наплавке, т.к. при этом соединение происходит без металлургического процесса, поэтому посторонние включения уменьшают прочность наплавленного слоя. Для этого производится механическая обработка поверхности (лезвийная, абразивная или пескоструйная обработка), то необходимо провести обезжиривание - Далее деталь прогревается до температуры 350-400 °С. - Напыляется тонкий слой порошка и участок прогревается до момента «схватывания» порошка с деталью. - После этого горелка отводится на расстояние, равное 1, 5 длины ядра пламени горелки. В пламя начинают плавно подавать порошок и напыляется слой толщиной не более 1 мм. - Если требуется получить большую толщину наплавляемого слоя, то уже нанесенный слой расплавляется (но не перегревается)и на него напыляется новый слой. Такой способ многослойной наплавки (с оплавлением предыдущего слоя) может дать качественный наплавленный слой толщиной до 5 мм. Если же предыдущие слои не оплавлять, то возможны шлаковые включения между слоями. Возможность регулирования в широком диапазоне соотношения между тепловой мощностью дуги и подачей присадочного порошка ППН обеспечивает достаточно высокую производительность при минимальном проплавлении основного металла, что позволяет обеспечивать требуемую твердость и заданный химический состав наплавленного металла на расстоянии 0, 3-0, 5 мм от поверхности сплавления. Это позволяет: ограничится однослойной наплавкой там, где электродуговым способом необходимо наплавить 3-4 слоя; обеспечить стабильность по сечению наплавленных валиков (отклонение толщины наплавленного слоя от номинального размера не превышает 0, 5 мм); существенно сократить расход наплавочных материалов, время наплавки и затраты на последующую механическую обработку наплавленных деталей. Технологические параметры ППН приведены в табл. 10.1. Преимущества ППН: - минимальное перемешивание с материалом основы; - локальные тепловложения и минимальные деформации наплавленной детали;
Таблица 10.1. Режимы плазменной наплавки порошковыми материалами
- минимальные припуски на механическую обработку; - получение гладкого ровного наплавленного слоя - высокая воспроизводимость; - процесс легко поддаются механизации и автоматизации. Недостатки ППН: - достаточно сложная технология и относительно дорогое оборудование; наплавка производится только в горизонтальном положении ППН применяют для ремонта и предварительной наплавки ручьев кокилей, пресс-форми штампов; клапанных пар (шаров, сёдел); уплотнительных колец, штоков, шнеки экструдеров, детали для нефтяной и газовой промышленности, лезвия ножей, сельскохозяйственных инструментов и т.д. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-06-19; Просмотров: 406; Нарушение авторского права страницы