|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Термомеханические методы наплавки
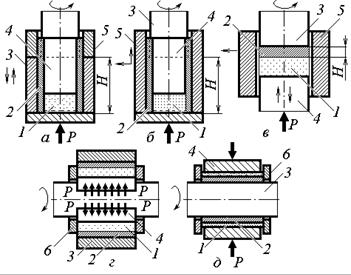
К термомеханическим способам наплавки относятся наплавка трением и электроконтактная наплавка. Наплавка трением Сущность процесса наплавки металлов трением (НТ) заключается в том, что наплавляемый металл или сплав в гранулированном состоянии (в виде стружки) плавится в закрытом пространстве за счет трения о наплавляемую деталь или специальный инструмент. Трение обеспечивается перемещением наплавляемой детали или инструмента относительно массы наносимого металла или сплава. В промышленности применяются аксиальная и радиальная схемы НТ. По аксиальной схеме, для обеспечения давления на массу наплавляемого металла, используют сжимающие усилия параллельные оси вращения наплавляемой заготовки или инструмента (рис. 10.18, а, б, в). Аксиальная схема применима для обработки как цилиндрических (наружных и внутренних) так и для торцевых поверхностей. За счет продольного перемещения приспособления 5илипуансона 4 гранулы (стружка) 1 наплавляемого металла предварительно уплотняются с образованием брикета. Разогрев гранул брикетаосуществляется за счет вращения пуансона 4. Рабочее давление Р создается за счет вращения или детали 3 или пуансона 4. В результате интенсивного тепловыделения от трения брикет расплавляется и, находясь в закрытом пространстве приспособления, наплавляется на поверхность детали. По достижении заданного размера Нвращение прекращается и наплавленный металл2 кристаллизуется на поверхности детали 3 в условиях всестороннего сжатия, обеспечивающих получение металлического соединения высокой прочности и высокую плотность наплавленного металла. После окончания кристаллизации инструмент отводится в исходное положение, приспособление раскрывается и наплавленная деталь извлекается.
После наплавки деталь помещают в ящик с песком для медленного остывания. При радиальной схеме (рис. 10.18, г, д) давление на массу наплавляемого металла создается по нормали к наплавляемой поверхности. Радиальная схема применима только для цилиндрических поверхностей. Основным условием для обеспечения плавления наносимого металла или сплава по перечисленным схемам является изготовление наплавляемой заготовки или инструмента (с помощью которых осуществляется трение) из материалов с более высокой температурой плавления по сравнению с температурой плавления наносимого материала. Во избежание наплавления металла или сплава к рабочей поверхности инструмента или формообразующей детали приспособления их изготовляют из соответствующих материалов. Основные технологические параметры процесса наплавки трением - это окружная скоростьV и давление Pна поверхности трения. Величины этих параметров определяются физическими характеристиками основного и наплавляемого материалов, особенности коэффициентом трения и температурой плавления наносимого материала, а также материала детали и инструмента. Оптимальныезначения параметров режима наплавки находятся в пределах: относительная скорость на поверхности тренияV = 2, 5-6 м/с; Р = 0, 2-0, 6 Па. Продолжительность наплавки зависит от параметров процесса, площади наплавляемой поверхности, сечения заготовки, толщины наносимого слоя металла и его теплофизических характеристик. Область оптимальных размеров наплавляемых деталей ограничивается: диаметром наплавляемой поверхности (D) равным 30 – 80 мм; длиной (L) равной 30 – 100 мм. При этом, оптимальное соотношения длины к диаметру (k = L/D): при наплавке на цилиндрические поверхности k< 2; на торцевые поверхности - k< 0, 5. Достоинства процесса НТ: отсутствие расплавления основного и перегрева наплавляемого металлов, образование металлического соединения между твердым и жидким металлами в условиях всестороннего сжатия и возможность эффективного использования отходов механической обработки. Недостатки процесса: невозможность нанесения металлов более тугоплавких, чем основной металл; ограниченные размеры наплавляемых поверхностей; необходимость изготовления специальных приспособлений или сменных вкладышей к ним для наплавки деталей каждого типа. |
Последнее изменение этой страницы: 2019-06-19; Просмотров: 299; Нарушение авторского права страницы