|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Глава 7. Монтажно-достроечные работыСтр 1 из 16Следующая ⇒
Глава 7. Монтажно-достроечные работы Состав и назначение монтажно-достроечных работ
Монтажно- достроечные работы – это комплекс работ по всем видам оборудования и оснащения судна, которые выполняются после сборки и сварки основных конструкций его корпуса и надстройки. Понятие «достройка», то есть продолжение и окончание постройки судна, в настоящее время является условным. Монтажные работы начинаются в сборочно-сварочном цехе при изготовлении секций и блоков. Далее монтажно-достроечные работы выполняют при формировании корпуса на построечном месте, а заканчивают после спуска судна на воду в достроечный и сдаточный периоды постройки судна. Параллельность выполнения монтажно-достроечных работ со сборочно-сварочными является основной особенностью организации их выполнения, что дает возможность сократить общую продолжительность постройки судов. Вторая особенность заключается в том, что номенклатура монтажно-достроечных работ достаточно велика и их можно разделить на: – корпусодостроечные; – трубопроводные; – механомонтажные; – электромонтажные. Трудоемкость монтажно-достроечных работ составляет 45-65% от общей трудоемкости постройки судна. Разнообразие номенклатуры, зависимость по срокам выполнения от основных корпусных работ требует четкой организации их выполнения и строгой технологической последовательности. Принято выделять две основные стадии выполнения: – изготовление деталей и узлов в цехе; – монтаж их на судне. Изготовление деталей и узлов в цехе осуществляется параллельно с формированием корпусных конструкций, а монтаж начинают при изготовлении секций и блоков, продолжают при формировании судна на построечном месте и заканчивают у достроечных мест судостроительных предприятий. Достроечные места – набережные, ковши и пирсы – оборудуют крановым оборудованием, а также магистралями сжатого воздуха, кислорода, ацетилена и других, подводят электроэнергию и техническую воду. Корпусодостроечные работы являются частью монтажно-достроечных работ и включают: – изготовление и монтаж легких переборок и выгородок; – изготовление и монтаж изделий насыщения корпусных конструкций; – изготовление и монтаж судовой вентиляции; – монтаж судовых устройств и дельных вещей; – изоляцию помещений, энергетических установок и систем; – зашивку изоляции, отделку и оборудование помещений; – окрасочные работы и нанесение палубных покрытий.
Изоляция энергетических установок Зашивка изоляции, отделка и оборудование Судовых помещений К работам по отделке судовых помещений относится монтаж неметаллических переборок, обрешетников, зашивки изоляции, а также покрытие палуб. Оборудованием судовых помещений называют монтаж предметов бытовой и декоративной обстановки, обеспечивающей жизнедеятельность и комфорт судовой команды и пассажиров. К отделке приступают после установки доизоляционного насыщения, испытания корпусных конструкций на непроницаемость, грунтовки, изоляции помещений и по окончании монтажа тех элементов судовых систем, электрического кабеля и оборудования, которые закрываются зашивкой. Отделка помещений может быть каркасной и бескаркасной. При каркасном варианте межкаютные и коридорные переборки формируются по специальному каркасу – обрешетнику. Обрешетник состоит из легких собранные и сваренные между собой профилей. Обрешетник устанавливают на борта, подволоки, переборки и стенки ярусов надстройки и приваривают к корпусным конструкциям. На каркас навешивают панели, которые изготавливают из металлопласта с наполнителем из негорючих изоляционных материалов. Пример каркасной конструкции показан на рис.7.16.
Рис. 7.16. Фрагмент каркасной конструкции обстройки судовых помещений.
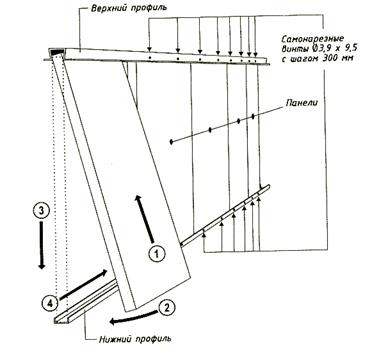
При бескаркасном варианте отделки, показанном на рис.7.17, внешними несущими элементами являются верхний и нижний направляющие профили. Жесткие панели образуют межкаютные переборки.
Рис. 7.17. Фрагмент конструкции бескаркасной зашивки судовых помещений.
Для стандартизации помещений и вариантов их оборудования разработаны модуль-панели с размерным модулем 100мм. Для тесных и насыщенных помещений применяют модуль 50 мм. На современных судах помещения имеют размеры кратные модулю, что позволяет применять модульные панели для отделки помещений. Применение модуль-панелей позволяет сократить сроки и снизить трудоемкость работ по отделке помещений. Дальнейшим развитием модульных методов отделки и оборудования помещений является предварительное изготовление в цехе с последующим монтажом на судне блок-модулей помещений со 100% готовностью (жилых, служебных, санитарных и других). На рис. 7.18. показан модуль санитарной кабины, ее внешний вид и внутреннее оборудование. Такие блок-модули обычно изготавливают на специализированных предприятиях, а на судостроительных предприятиях они устанавливаются на судно в готовом виде и крепятся к корпусным конструкциям с помощью приварных планок.
Рис.7.18. Блок-модуль санитарной кабины.
После окончания на судне работ по модульной зашивке помещения в нем производят монтаж внутреннего оборудования и мебели. Тяжелое оборудование и мебель крепят на винтах к стойкам каркаса либо к планкам, предварительно установленным в каркасе. Легкие предметы оборудования крепят непосредственно к панелям.
Изготовление труб-деталей
Информация о геометрической форме труб, полученная в результате трассировки трубопроводов, является исходной для выполнения технологических операций их изготовления. Технологический процесс изготовления труб-деталей и узлов трубопроводов в цехе складывается из ряда операций: – отжиг труб; – резка заготовок; – гибка труб-деталей; – механическая обработка; – сборка деталей в узлы на электроприхватках; – сварка узлов трубопроводов; – механическая обработка после сварки; – маркировка и комплектация; – контроль сварных швов и испытания на плотность; – химическая очистка, нанесение антикоррозионных покрытий, грунтовка, изоляция; – сборка узлов с арматурой. В зависимости от конструкции и размеров деталей и узлов трубопроводов производят все или только часть перечисленных операций. Отжиг труб представляет собой термическую обработку труб для восстановления пластических свойств материала и производится на судостроительном предприятии, если он не выполнялся на металлургическом заводе. Отжиг производится в печах путем нагрева до высокой температуры с последующей выдержкой при этой температуре. Различают мерную резку труб и вырезку отверстий под установку различных ответвлений. Механические способы резки применяют для труб из стали, меди, медных и алюминиевых сплавов. Для мерной резки труб применяют дисковые пилы, ленточные пилы и резку абразивными кругами малой толщины. Вырезку отверстий чаще всего производят на сверлильных, фрезерных и специальных станках для вырезки отверстий. Отверстия диаметром до 40-50мм сверлятся, а отверстия больших диаметров – фрезеруются цилиндрическими фрезами. Тепловую резку (кислородную или плазменную) применяют для стальных труб диаметром более 200 мм. Вырезку отверстий в стальных трубах больших диаметров (250 мм и более) также выполняют тепловой резкой вручную либо на специальных станках, оборудованных устройством перемещения резака по шаблону или с использованием соответствующего программного обеспечения.. На рис.8.7.показана вырезка отверстия под ответвление на машине с программным управлением ТУБОСЕК. Труба предварительно укладывается на опорную тележку. В процессе резки труба вращается, а резак перемещается в соответствии с траекторией реза. Различные модели машин ТУБОСЕК позволяют производить мерную резку и вырезку отверстий для труб диаметром от 50 до 2000 мм массой до 10000 кг.
Рис. 8.7. Резка труб на машине ТУБОСЕК RM 460.
Гибка труб-деталей на судостроительных предприятиях осуществляется на специальных трубогибочных станках в холодном состоянии либо с местными нагревами токами высокой частоты. Для труб с нестандартным погибом гибку выполняют в горячем состоянии на специальных плитах с использованием различных силовых элементов. Наиболее распространен в судостроении способ холодной гибки труб наматыванием, схема которого показана на рис. 8.8.
Рис. 8.8.Схема гибки методом наматывания. а – исходное положение; б – положение в процессе гибки.
При этом способе трубу 1 для уменьшения трения смазывают изнутри и насаживают на калибрующую пробку, которая называется дорн 3. Дорн с помощью штанги 6 вставляют вглубь трубы до совмещения начала первого погиба с плоскостью А-А. К трубе прижимают ползун 5 с направляющими 4. Затем с помощью прижима 2 трубу закрепляют на гибочном диске 7. Гибочный диск приводят во вращение. Труба, наматываясь на диск, изгибается относительно оси диска (рис.8.8, б), а дорн скользит внутри трубы и все время находится в районе образования погиба. Это обеспечивает снижение сплющивания трубы при гибке и уменьшение образования складок. После снятия нагрузки благодаря упругим свойствам материала кривизна трубы в районе погиба уменьшается, при этом радиус кривизны увеличивается. Следовательно, уменьшается и угол загиба трубы (см. рис.8.9). Для получения нужного угла загиба
Рис. 8.9. Схема пружинения трубы после снятия нагрузки.
При холодной гибке несколько изменяется и форма сечения трубы в районе погиба. Толщина стенки, как показано на рис.8.10, на внешней части уменьшается, а на внутренней – увеличивается. Кроме того, на внутренней стенке могут образоваться складки. Поперечное сечение трубы может исказиться, получив форму овала или эллипса. Овальность и складки уменьшают живое сечение трубы и приводят к увеличению гидравлических сопротивлений. Относительная овальность определяется по формуле:
где a, b – больший и меньший диаметры овалов, мм
Величина
Рис. 8.11. Схема деформации стенок трубы при холодной гибке на трубогибочных станках. а – деформация утонения и утолщения стенок в поперечном сечении погиба; б – образование гофров в сжатой зоне.
Предполагаемая минимальная толщина стенок в районе погиба может быть определена по формуле:
Где
Относительное утонение стенки согнутой трубы:
Максимальные величины утонения стенки трубы в зависимости от отношения радиуса погиба к наружному диаметру трубы приведены в таблице.
В районе погиба за счет растяжения наружных волокон несколько увеличивается и длина трубы по нейтральной оси. Длину заготовки трубы
где
Величина наибольшего изгибающего момента
Для обеспечения процесса гибки труб, имеющих различные диаметры, все трубогибочные станки оснащаются сменной оснасткой: гибочными дисками, дорнами, ползунами. Трубогибочные станки могут иметь ручное и программное управление. Программа гибки задает место начала гибки на трубе, угол загиба, расстояние до начала следующего загиба, угол между плоскостями изгиба. Кроме того программа учитывает пружинение трубы и удлинение ее по нейтральной оси в районе изгиба. Процесс холодной гибки труб на трубогибочных станках характеризуется высокой производительностью, но имеет ряд недостатков: – большое количество гибочной оснастки; – значительные затраты времени на переналадку станков; – деформации при холодной гибке.
Наряду с холодной гибкой в судостроении применяют гибку с местным нагревом токами высокой частоты. Способ основан на индукционном нагреве токами высокой частоты (ТВЧ) узкого участка трубы до 700-900º С. В этом сечении под действием поперечной силы происходит изгиб с последующим охлаждением нагретого участка водой до температуры 500 º С. На рис.8.11 показана схема гибки с нагревом ТВЧ. Трубу заводят в кольцевой индуктор 3, за которым располагается охлаждающее устройство. Труба зажимается направляющими роликами 2 и механизмом продольной подачи 1. К концу трубы 5 подводится гибочный ролик 4. При одновременном продольном и поперечном перемещении трубы происходит ее изгиб в зоне нагрева. . Рис. 8.11. Схема гибки труб с нагревом ТВЧ. а – исходное положение трубы перед гибкой; б – положение трубы в процессе гибки; 1 – механизм продольной подачи трубы; 2 – направляющие ролики; 3 – индуктор; 4 – гибочный ролик; 5 – труба. Горячую гибку применяют в тех случаях, когда нет соответствующей оснастки трубогибочных станков или в случае отсутствия прямых участков между двумя погибами трубы, необходимых для ее закрепления на трубогибочном станке. Для того чтобы избежать сплющивания трубы в процессе горячей гибки, трубу плотно заполняют кварцевым песком, затем ее нагревают в печах. Изгибают нагретую трубу на массивной гибочной плите с применением прижима и троса, поданного на кран или лебедку. Если труба имеет несколько погибов, ее приходится нагревать и изгибать в несколько приемов. Горячую гибку применяют редко, так как она требует больших затрат ручного труда и связана с загрязнением трубообрабатывающего цеха.
Механическая обработка труб включает ряд операций: – нарезание резьбы на концах труб для муфтовых соединений; – проточка фланцев и колец; – раздача, обжатие и отбортовка концов труб. Нарезание резьбы на концах труб выполняют при помощи резьбонарезных станков. Проточка присоединительных поверхностей фланцев и колец необходима в связи с их деформацией после сварки, поэтому она выполняется после сборки и сварки труб с фланцами. Фланцы и кольца протачивают на горизонтально-расточном или фланце-проточном станках. В зависимости от конструкции соединения узлов трубопроводов концы изготавливаемых труб приходится обжимать (уменьшать диаметр), раздавать (увеличивать их диаметр) и отбортовывать (см. рис.8.12).
Рис. 8.12. Обработка концов труб на горизонтальном прессе. а – отбортовка; б – раздача; 1 – зажимная планшайба; 2 – пуансон; 3 – обрабатываемая труба;
Эти операции производят на специальных гидравлических горизонтальных прессах, развивающих усилия до 50–100 тонн. Трубу в станке зажимают неподвижно, а на ее конец с большим усилием воздействует сменный пуансон, который может иметь различную форму. Чтобы не снизить прочность трубы и не допустить растрескивания, максимальную величину холодной раздачи концов труб для углеродистых и низколегированных сталей ограничивают до 1, 2 наружного диаметра. Максимальная величина обжатия концов труб не должна превышать 0, 5– 0, 7 наружного диаметра.
Подготовка монтажных баз. Монтажной базой называют поверхность или совокупность поверхностей, относительно которых определяют положение механизма на судне. Выделяют два вида монтажных баз: – внешняя (неподвижная) база – связана с корпусом судна, в нее входятосновные базовые и вспомогательные плоскости судна; – подвижная база – включает поверхности, геометрические оси, риски, которые принадлежат монтируемому оборудованию. Подготовка базовой системы судна состоит из нанесения плазовых точек или рисок на корпусных конструкциях, контроля правильности установки фундаментов и обработки их опорных поверхностей. Особенно тщательно контролируют расположение фундаментов под главные двигатели. Координаты фундаментов задают расстояниями Для задания оси валопровода между плазовыми точками А и Б на переборках машинного отделения натягивают струну 1. Контролируют положение оси валопровода расстоянием Обработка опорных планок 2 фундаментов может выполняться в цехе или на судне. При обработке на судне применяют переносные станки. Требования к окончательной чистовой обработке опорной поверхности фундамента зависят от типа устанавливаемого оборудования. Например, при монтаже главных механизмов опорная поверхность фундамента должна иметь шероховатость Для фундаментов под вспомогательные механизмы допускается шероховатость поверхности Неплоскостность всей поверхности фундамента задается в виде уклона и ступенчатости полок
Рис. 9.1. Проверка фундамента под главный двигатель.
Монтаж главных двигателей
Трудоемкость и цикл монтажа главных энергетических установок зависят от последовательности и взаимосвязи корпусных и механомонтажных работ. В начале стапельного периода постройки судна определяющим является формирование его корпуса. После сборки кормовой оконечности и машинного отделения основными в этом районе становятся механомонтажные работы и прежде всего монтаж главных двигателей и валопроводов. Корпус судна – нестабильный объект для монтажа оборудования. Чтобы исключить влияние деформаций корпуса на условия монтажа, к началу монтажа главных двигателей и валопроводов к нему предъявляют особые требования: – корпус в районе кормы и машинного отделения должен быть окончательно сформирован; – должны быть закончены гидравлические испытания отсеков и погружены тяжелые сосредоточенные грузы; –в период монтажа ежедневно контролируют положение корпуса на стапеле по крену и прогибу относительно основной плоскости; – пробивку теоретической оси валопровода и контроль центровки главных двигателей выполняют при стабильных температурных условиях (в ночное время, в пасмурную погоду и т.п.) Виды главных механизмов разнообразны: двигатели внутреннего сгорания, турбозубчатые агрегаты, гребные электродвигатели и другие. В качестве примера рассмотрим монтаж двигателей внутреннего сгорания. Особенность конструкции такого двигателя является наличие коленчатого вала, представляющий собой деталь сложной формы, допускаемые отклонения которой измеряются сотыми долями миллиметра. После монтажа должно быть обеспечено прямолинейное положение остова двигателя, зафиксированное нагрузками на его опорный фланец. Агрегатный монтаж двигателей массой 50-100 тонн. Двигатели массой 50-100 тонн транспортируют в сборе, грузят в машинное отделение и устанавливают согласно этапам монтажа. В отверстия опорных фланцев двигателя устанавливают динамометры и одновременно с центровкой регулируют нагрузки на них, добиваясь совпадения со стендовыми значениями. Затем между опорными поверхностями двигателя и фундамента устанавливают сферические подкладки. При установке на подкладки из пластмассы или на амортизаторы учитывают ожидаемую усадку подкладок. Установку заканчивают креплением двигателя к фундаменту. Монтаж валопроводов Конструкция валопровода зависит от состава и расположения главной энергетической установки. Тем не менее существует технологическое подобие их монтажа, поскольку в состав любых валопроводов входят гребной и промежуточный валы, опорами которых служат дейдвудные и промежуточные подшипники. Валопровод работает в сложных условиях. На его долговечность существенное влияние оказывают деформации корпуса и изнашивание подшипников. Основным требованием при проектировании валопровода является создание оптимальных нагрузок на подшипники на всех режимах эксплуатации судна.
Рис. 9.6.Схема расположения валопровода СЭУ. 1 – гребной винт; 2 – дейдвудное устройство; 3 – гребной вал; 4 – тормозное устройство; 5, 7 – кормовой и промежуточный опорные подшипники; 6 – промежуточный вал; 8 – переборочное уплотнение; 9 – вал – проставка; 10 – монтажный подшипник; 11 – валоповоротное устройство; 12 – главный упорный подшипник; 13 – главный двигатель.
На рис.9.6. представлена схема расположения валопровода судовой энергетической установки (СЭУ). К моменту начала монтажа валопровода должен быть сформирован корпус в районе валопровода, испытаны на непроницаемость отсеки и цистерны, погружены основные тяжеловесные судовые механизмы и устройства. До монтажа валопровода должна быть пробита теоретическая ось валопровода. Монтаж начинается с дейдвудного устройства 2, состоящего из стальной трубы, подшипники которой служат опорами гребного вала 3. Погрузка и заводка гребного вала 3 в подшипник дейдвудной трубы производится с кормы. Затем производят монтаж гребного винта 1. После сборки гребного винта с гребным валом проверяют зазоры между валом и подшипниками дейдвудного устройства. Промежуточные и упорные валы 6 укладывают в подшипники 5, 7, 10 и 12, которые устанавливают на судовые фундаменты. К фундаментам заранее приваривают отжимные приспособления для перемещения подшипников в горизонтальной плоскости при центровке валопровода. Под центровкой понимают совмещение осей отдельных валов с осью валопровода. Для компенсации отклонения положения двигателя по длине судна в составе валопровода предусмотрено специальное звено в виде вала-проставки 9, носовой фланец которого имеет припуск Валы соединяют между собой и с главным двигателем фланцами. Сборку соединений валов при центровке по изломам и смещениям производят после центровки валопровода. Центровка валопровода должна производиться на плаву. На судах водоизмещением менее 800 тонн допускается выполнять центровку на построечном месте. Применяют три способа центровки валов: – по нагрузкам на подшипники; – по изломам и смещениям осей; – по соосности относительно оптической оси валопровода. Центровка валопровода по нагрузкам на подшипники заключается в установке оптимальных расчетных нагрузок на опорные подшипники. Оптимальные расчетные нагрузки на подшипники валопровода должны находиться в пределах, исключающих вибрацию валопровода и поддерживающих допустимую температуру антифрикционных вкладышей подшипников и допустимые напряжения в валах. Суммарная нагрузка на подшипники слагается из конструктивной нагрузки от сил тяжести элементов валопровода и гребного винта и эксплуатационной, действующей на подшипники при различных состояниях нагрузки судна на тихой воде и на взволнованном море, а также составляющих гидродинамических сил и моментов, действующих на гребном винте. При соосном расположении осей всех подшипников на прямой линии не удается достичь их оптимального нагружения. Для оптимизации нагрузок создают монтажный изгиб оси валопровода путем вертикального перемещения подшипников 2 и 3 валов при соосных подшипниках 1 и 4 или смещением оси двигателя 6 относительно теоретической оси валопровода 5 (см. рис.9.7).
Рис. 9.7. Оптимизация нагрузки на подшипники валопровода. а – путем перемещения промежуточных опор; б – путем смещения двигателя относительно оси валопровода; 1 – 4 подшипники; 5 – теоретическая ось валопровода; 6 – главный двигатель.
Центровка валопровода с контролем соосности валов заключается в последовательной прицентровке промежуточных и упорного валов по фланцевым соединениям с контролем изломов и смещений, отклонения которых не должны превышать допустимых величин. Центровка по соосности относительно оптической оси валопровода заключается в установке подшипников качения по оси валопровода оптическим методом с допускаемым отклонением, величину которого вычисляют с учетом оптимизации нагрузок на подшипники. После центровки валопровода производят монтаж дейдвудного сальника, переборочных уплотнений и тормоза.
Алюминиевые сплавы В судостроении для корпусных конструкций наряду со сталями различных марок применяют легкие сплавы. Легкие сплавы обладают высокой удельной прочностью и наиболее широко применяются при изготовлении скоростных судов, яхт, небольших катеров, а также надстроек судов (см. рис.12.1, 12.2).
Рис.12.1. Корпус яхты из алюминиевого сплава
Из легких сплавов наибольшее распространение получили алюминиевые удельной массой 2, 6 – 2, 8 г/см3. Алюминиевые сплавы обладают высокой коррозионной стойкостью; меньше, чем сталь, подвержены обрастанию морскими организмами и немагнитны.
Рис.12.2. Стальное судно с надстройкой из алюминиевого сплава
Введение в алюминиевые сплавы таких металлов как марганец Mn, магний Mg, кремний Si, медь Cu, цинк Zn позволяет получать материалы с разнообразными механическими и технологическими свойствами (см. рис.12.3.). По сравнению со стальным прокатом, эти сплавы имеют особенности в обработке, которые обусловлены химическим составом и механическими характеристиками Алюминиевые сплавы разделяют на две группы: – литейные, применяемые для изготовления фасонного литья; – деформируемые, применяемые для изготовления листов, профилей и поковок. Литейные сплавы в судостроении применяют для отливки судовых деталей любой конфигурации – дельные вещи, детали судовых устройств, оборудование кают и тому подобное. Деформируемые сплавы в свою очередь разделяют на сплавы, упрочняемые и не упрочняемые термической обработкой.
К термически не упрочняемым сплавам относятся: а) – сплавы алюминия с марганцем – АМц (Al+Mn). Эти сплавы свариваются и предназначены для изготовления судовых конструкций, которые не рассчитываются на прочность (легкие переборки, листы зашивки), а также для деталей, которые изготавливаются штамповкой. б) – сплавы алюминия с магнием – АМг (Al+Mg). Эти сплавы в зависимости от марки могут также применяться для корпусов морских и речных судов и быстроходных судов. Для термически не упрочняемых сплавов по сравнению с термически упрочняемым характерна повышенная пластичность, более низкая прочность, хорошая свариваемость и более высокая коррозионная прочность. Термически упрочняемые сплавы обладают более низкой коррозионной стойкостью и высокими механическими характеристиками, которые достигаются в результате термообработки. При повторном нагреве, например, в процессе сварки, прочность таких сплавов снижается на 40-60% и приближается к характеристикам термически не упрочняемых сплавов.
Рис.12.3. Основные системы легирования алюминиевых сплавов. 1 – литейные сплавы; 2 – термически не упрочняемые сплавы; 3 – сплавы, упрочняющие при старении. Механические свойства некоторых алюминиевых сплавов приведены в таблице:
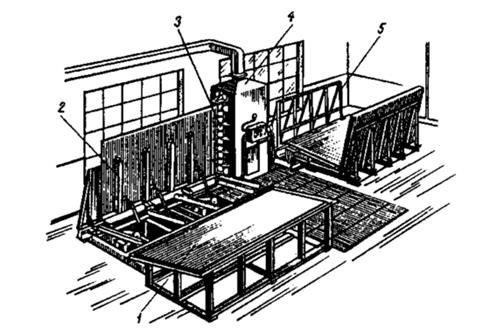
Предварительные операции Расконсервация На судостроительные заводы листы из алюминиевых сплавов поступают в пачках, каждый лист покрыт консервирующим составов и может быть упакован в промасленную бумагу. Первой операцией обработки легких сплавов является расконсервация – удаление консервирующей смазки и бумаги. Бумагу удаляют вручную с помощью деревянных или пластмассовых скребков. Консервирующую смазку удаляют также вручную, погружением в ванну с горячей водой или на механизированной линии. Расконсервацию вручную выполняют на столе с деревянным настилом. Сначала удаляют бумагу, а затем протирают поверхность листа сухими опилками и ветошью, смоченной органическими растворителями. Расконсервацию погружением в ванну с горячей водой выполняют при температуре 70-80º C. Ванна разделена в верхней части на два отделения. Листы в вертикальном положении опускают в первое отделение ванны. Смазка расплавляется и всплывает. Чистые листы вынимают из другого отделения ванны. Механизированнаярасконсервация выполняется на специальных линиях с вертикальным или горизонтальным расположением листов. Ниже для примера рассмотрим линию РЛ – 2 (рис.12.4.). Листы из накопителя 1 подаются на кантователь 2 и перемещаются по рольгангу в моечную камеру 4. Перед входом в камеру установлен механический скребковый механизм 3 для удаления бумаги и смазки. В моечной камере на лист подается горячая вода с температурой Тº = 70 – 80 0 С для расплавления и полного удаления консервирующей смазки. Далее листы попадают на кантователь 5, который переводит их в горизонтальное положение.
Рис.12.4. Установка для механизированной расконсервации листов из алюминиевых сплавов
Для сохранения коррозионностойкой оксидной пленки, покрывающей поверхность листов, хранить прокат рекомендуется в закрытых помещениях на стеллажах с деревянной облицовкой. При внутризаводских перевозках проката транспортные средства также оборудуют деревянными настилами.
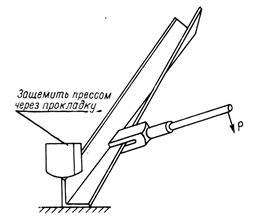
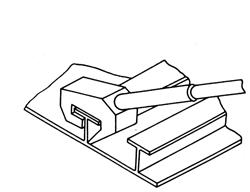
Правка При предварительной правке листового проката из алюминиевых сплавов используют листоправильные вальцы, растяжные машины, прессы, но к чистоте рабочих поверхностей оборудования предъявляют особые требования. Правка профилей осуществляется на гидравлических прессах, растяжных машинах и вручную. Правка панелей, имеющих продольную кривизну и перекос, осуществляется на трехвалковых гибочных машинах. Изгиб, волнистость и завал ребер жесткости правят вручную с помощью специальных приспособлений (см. рис.12.5.) Правка проката должна осуществляться в закрытом помещении при температуре воздуха не ниже
а)
б)
Рис.12.5 Схема правки вручную; а) – правка профиля с помощью вилки; б) – правка ребер жесткости панели с помощью ключа Основные операции Разметка и маркировка деталей |
||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2020-02-17; Просмотров: 1609; Нарушение авторского права страницы




 трубу необходимо согнуть на угол
трубу необходимо согнуть на угол  , больший, чем
, больший, чем  называют углом пружинения. На основании экспериментальных данных его можно принять от
называют углом пружинения. На основании экспериментальных данных его можно принять от  до
до  .
.

 ,
,  (8.1)
(8.1) – начальный наружный диаметр трубы, мм.
– начальный наружный диаметр трубы, мм. в местах погибов не должна быть более 8%. Наибольшая относительная высота складок
в местах погибов не должна быть более 8%. Наибольшая относительная высота складок  не должна превышать 3%. На трубах, входящих в систему паропровода, и в переговорных трубах складки не допускаются.
не должна превышать 3%. На трубах, входящих в систему паропровода, и в переговорных трубах складки не допускаются.
 (8.2)
(8.2) - начальная толщина стенки трубы;
- начальная толщина стенки трубы; 
 - средний радиус сечения трубы;
- средний радиус сечения трубы;  – радиус погиба.
– радиус погиба. (8.3)
(8.3)





 в районе погиба находят по формуле:
в районе погиба находят по формуле:  (8.4)
(8.4) – коэффициент, изменяющийся от 1, 025 до 1, 045 в зависимости от отношения
– коэффициент, изменяющийся от 1, 025 до 1, 045 в зависимости от отношения  и отражающий величину растяжения трубы в районе гибки.
и отражающий величину растяжения трубы в районе гибки. , необходимого для обеспечения гибки трубы, может быть определена по упрощенной формуле. Согласно теории гибки:
, необходимого для обеспечения гибки трубы, может быть определена по упрощенной формуле. Согласно теории гибки:  (8.5)
(8.5)

 (см. рис. 9.1) от основных базовых плоскостей судна.
(см. рис. 9.1) от основных базовых плоскостей судна. от струны до планок 2 фундамента.
от струны до планок 2 фундамента.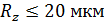 и отклонение от плоскостности не более 0, 05 мм на 1 м длины.
и отклонение от плоскостности не более 0, 05 мм на 1 м длины. , а отклонение от плоскости – не более 0, 1 мм на 1 м длины.
, а отклонение от плоскости – не более 0, 1 мм на 1 м длины. и планок
и планок  , которые контролируют при помощи уровня и проверочной линейки, накладываемой вдоль и поперек фундамента. Уклон планок
, которые контролируют при помощи уровня и проверочной линейки, накладываемой вдоль и поперек фундамента. Уклон планок  выполняется в наружную сторону для возможности установки компенсирующих прокладок (см. рис.9.1, сечение Г-Г).
выполняется в наружную сторону для возможности установки компенсирующих прокладок (см. рис.9.1, сечение Г-Г).

 . После уточнения длины вала припуск подрезают при монтаже.
. После уточнения длины вала припуск подрезают при монтаже.



 МПа
МПа
 , МПа
, МПа
 , %
, %
 .
.