|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Технологические свойства алюминиевых сплавов.
1. Все сплавы допускают правку и гибку в холодном или нагретом состоянии. 2. Режутся механической, плазменной, лазерной или водяной резкой. 3. С повышением температуры до 80 – 100 0С механические свойства сплавов значительно изменяются, что обуславливает повышенные требования к точности выдержки температурного режима. 4. Сплавы более чем сталь чувствительны к концентрации напряжений, поэтому нельзя допускать царапин, рисок, острых надрезов на поверхности деталей. 5. Сплавы имеют повышенную восприимчивость к наклепу в процессе холодной обработки давлением. 6. Сплавы не удовлетворяют условиям кислородной резки (Температура воспламенения металла выше температуры его плавления). 7. К недостаткам алюминиевых сплавов относятся более значительные по величине, чем при сварке стальных конструкций, сварочные деформации. Основными причинами этого являются в 2 раза более высокие, чем у стали коэффициенты теплопроводности Сортамент материалов из алюминиевых сплавов включает листы, профили и прессованные панели. Листы из алюминиевых сплавов получают прокаткой, а профили и панели – прессованием. Прессованные профили изготавливают из заготовки – слитка, предварительно нагретого в печи и вложенного в контейнер пресса. Слиток продавливают сквозь матрицу, имеющую отверстия по контуру прессуемого профиля. Процесс прессования обеспечивает высокие механические свойства полуфабрикатов.
Особенности изготовления деталей из алюминиевых сплавов
Листовой и профильный прокат должен храниться и транспортироваться так, чтобы исключались механические повреждения его поверхности. Стальные канаты и струбцины для подъема и перемещения проката должны применяться с прокладками из резины или дерева. Стеллажи для хранения алюминиевого проката должны быть обшиты деревом. Типовые технологические процессы изготовления деталей из алюминиевых сплавов включают следующие операции: – расконсервация, – правка, – разметка и маркирование, – резка (механическая и тепловая), – гибка, – термическая обработка.
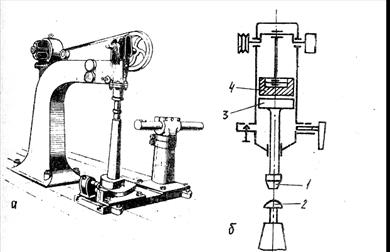
Предварительные операции Расконсервация На судостроительные заводы листы из алюминиевых сплавов поступают в пачках, каждый лист покрыт консервирующим составов и может быть упакован в промасленную бумагу. Первой операцией обработки легких сплавов является расконсервация – удаление консервирующей смазки и бумаги. Бумагу удаляют вручную с помощью деревянных или пластмассовых скребков. Консервирующую смазку удаляют также вручную, погружением в ванну с горячей водой или на механизированной линии. Расконсервацию вручную выполняют на столе с деревянным настилом. Сначала удаляют бумагу, а затем протирают поверхность листа сухими опилками и ветошью, смоченной органическими растворителями. Расконсервацию погружением в ванну с горячей водой выполняют при температуре 70-80º C. Ванна разделена в верхней части на два отделения. Листы в вертикальном положении опускают в первое отделение ванны. Смазка расплавляется и всплывает. Чистые листы вынимают из другого отделения ванны. Механизированнаярасконсервация выполняется на специальных линиях с вертикальным или горизонтальным расположением листов. Ниже для примера рассмотрим линию РЛ – 2 (рис.12.4.). Листы из накопителя 1 подаются на кантователь 2 и перемещаются по рольгангу в моечную камеру 4. Перед входом в камеру установлен механический скребковый механизм 3 для удаления бумаги и смазки. В моечной камере на лист подается горячая вода с температурой Тº = 70 – 80 0 С для расплавления и полного удаления консервирующей смазки. Далее листы попадают на кантователь 5, который переводит их в горизонтальное положение.
Рис.12.4. Установка для механизированной расконсервации листов из алюминиевых сплавов
Для сохранения коррозионностойкой оксидной пленки, покрывающей поверхность листов, хранить прокат рекомендуется в закрытых помещениях на стеллажах с деревянной облицовкой. При внутризаводских перевозках проката транспортные средства также оборудуют деревянными настилами.
Правка При предварительной правке листового проката из алюминиевых сплавов используют листоправильные вальцы, растяжные машины, прессы, но к чистоте рабочих поверхностей оборудования предъявляют особые требования. Правка профилей осуществляется на гидравлических прессах, растяжных машинах и вручную. Правка панелей, имеющих продольную кривизну и перекос, осуществляется на трехвалковых гибочных машинах. Изгиб, волнистость и завал ребер жесткости правят вручную с помощью специальных приспособлений (см. рис.12.5.) Правка проката должна осуществляться в закрытом помещении при температуре воздуха не ниже
а)
б)
Рис.12.5 Схема правки вручную; а) – правка профиля с помощью вилки; б) – правка ребер жесткости панели с помощью ключа Основные операции Разметка и маркировка деталей Разметку деталей из алюминиевых сплавов выполняют вручную карандашом по плазовым эскизами и по шаблонам. Чертилкой допускается размечать лишь контурные линии, удаляемые при последующей обработке. Широко используются шаблоны для обеспечения увязки размеров и формы деталей и узлов. При разметке следует учитывать припуски на резку, строжку, гибку и другие технологические операции. Маркировку наносят вручную краской, не содержащей свинцовых (Pb) пигментов.
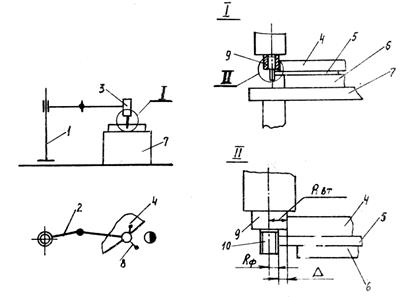
Резка При изготовлении деталей используется механическая, плазменная, лазерная резка и резка водой. Механическая резка Механическая резка выполняется на гильотинах, пресс-ножницах, фрезерных станках, штамповкой. Рассмотрим варианты резки, которые не применяются для стального проката – на фрезерных станках. Применяют копировально – фрезерные и радиально-фрезерные станки. Копировально-фрезерные станки – по схеме построения аналогичны портальным машинам для тепловой резки с магнитным копиром. Обрабатываемые листы 7 х 1, 2м при толщине до 12 мм. Диаметр цилиндрической фрезы 8 – 12 мм и скорость резки до 1 – 2 м / мин. Точность + 0, 1 мм. Фрезеруемая деталь прижимается к рабочему столу шагающими прижимами. При изготовлении деталей с точностью по контуру до 0, 2 – 0, 5 мм используются радиально – фрезерные станки. Схема станка показана на рис. 12.6. Станок включает колонну 1, хобот 2, фрезерную головку 3. На заготовку 5, лежащую на подкладке 6 на столе 7, сверху накладывается шаблон 4. С помощью рукоятки 8 к нему прижимают втулку 9 и обводят фрезерную головку вручную по контуру шаблона. Фреза 10 при этом вырезает деталь. В настоящее время используется целая гамма фрезерных станков с программным управлением для раскроя листов и панелей. Траектория движения фрезы задается программой. Точность копирования достигает ±0, 1 мм.
Рис.12.6. Схема радиально-фрезерного станка
Механическая резка прессованных панелей выполняется на ленточных или дисковых пилах. Прессованные панели можно вырезать на фрезерных станках c ЧПУ со стороны листа с последующей дорезкой ребер жесткости при помощи переносных пневматических фрезерных машин. Детали из профильного проката вырезают на пресс- ножницах, дисковых ножницах или ленточными пилами. Разделка кромок под сварку выполняется строганием или фрезерованием. Тепловая резка Плазменная резка используется для проката с толщиной более 4 мм, а также резки прессованных панелей. Резка выполняется в среде аргона или водорода. Обычно, после плазменной резки необходима механическая обработка на глубину до 2-х мм для удаления зоны термического влияния. Все большее распространение получает лазерная резка, а также резка водой.
Гибка В целом гибка деталей из алюминиевых сплавов выполняется на том же оборудовании, на котором гнется стальной прокат, но есть и специфические процессы: - выколотка, - обтяжка, - штамповка эластичными средами ( ШЭС. ), - гибка прессованных панелей, - гибка термически упрочняемых сплавов.
Выколотка. Выколотка выполняется на специальных молотах (рис. 12.7). Заготовка укладывается на нижний боек 2. Верхним бойком 1 наносят удары по заготовке, вызывая местные утонения металла, которые и обеспечивают изгиб заготовок. Имеется набор сменных бойков в зависимости от типа изгибаемых листов. Движение бойков обеспечивается поршнями 3 и 4. Процесс вредный, вызывает шум и вибрацию.
Рис.12.7 Выколоточный молот.
Штамповка эластичными средами (ШЭС.) К этому виду относятся все виды штамповки, при которых в качестве универсальных матриц или пуансонов используют резину, полиуретан, жидкость или комбинацию этих сред. Схема штамповки резиной показана на рис. 12.8. Перемещаясь вниз, контейнер с резиной замыкается подштамповочной плитой и резина, подобно жидкости, в результате ее сжатия в ограниченном объеме передает давление во все стороны примерно с одинаковой силой, обжимая заготовку по поверхности формирующего блока, придавая ей форму последнего. Процесс высокопроизводителен и эффективен при изготовлении большой серии однотипных деталей.
Рис.12.8. Схема штамповки резиной
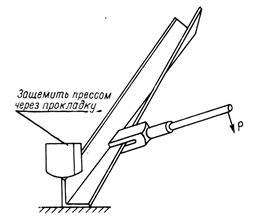
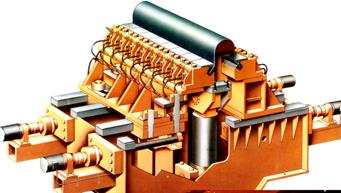
Обтяжка. Обтяжка – это процесс формообразования, при котором плоская заготовка одновременно растягивается и изгибается по жесткому пуансону.
Рис.12.9. Обтяжной пресс для гибки деталей из легких сплавов.
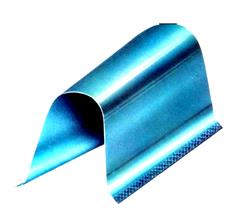
Обтяжка выполняется на обтяжных прессах (рис.12.9). При простой обтяжке края заготовок закрепляются в самоустанавливающихся зажимах. При обтяжке с растяжением по закрепляемым кромкам прикладываются растягивающие усилия. Данный метод высокопроизводителен, обеспечивает хорошую точность гнутых деталей. Пример детали показан на рис.12.10.
Рис.12.10. Деталь корпуса, изготовленная методом обтяжки
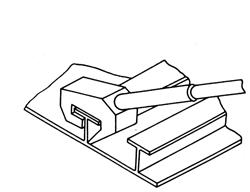
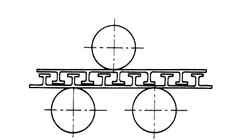
Гибка прессованных панелей Панели можно гнуть на листогибочных вальцах или под гидравлическими прессами с применением штампов. При поперечной гибке панелей в вальцах используются специальные прокладки или технологические панели, которые укладываются на изгибаемую панель, как показано на рис.12.11.
Рис. 12.11. Положение панелей при парной гибке в вальцах. |
Последнее изменение этой страницы: 2020-02-17; Просмотров: 322; Нарушение авторского права страницы
 и линейного расширения
и линейного расширения  и в 3 раза меньший модуль нормальной упругости.
и в 3 раза меньший модуль нормальной упругости.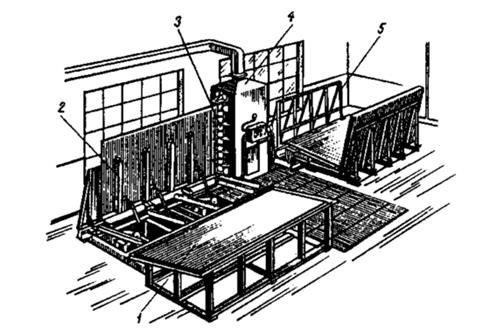
 .
.