
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
По МДК.01.03 Проектирование технологических процессов, разработка технологической документации и внедрение в производствоСтр 1 из 4Следующая ⇒
Председатель цикловой Комиссии О.М. Букова _________________________ «12» января 2015г. ЗАДАНИЕ На курсовой проект По МДК.01.03 Проектирование технологических процессов, разработка технологической документации и внедрение в производство студенту III курса учебной группы С –180 Иванову Александру Алексеевичу (фамилия, имя, отчество) Тема: Начало проектирования: «12» января 2015 г. Срок представления к защите: «26» мая 2015 г. Руководитель: __________________ Задорожный В.К. (фамилия, инициалы) «12» января 2015 г. Студент: __________________ Фомин С.Д. (фамилия, инициалы) «12» января 2015 г.
Указания к выполнению проекта
Целью курсового проекта является приобретение студентами навыков в разработке технологических процессов производства элементов конструкции планера самолета. Исходные данные: - сборочный чертеж узла № КП.160108.15.180.01.СБ; - программа выпуска 100 узлов/год. В результате выполнения курсового проекта необходимо выполнить: - разработать технологический процесс сборки узла; - разработать технологический процесс изготовления детали из листового материала, входящей в узел; - разработать технологический процесс изготовления детали из прессованного профиля, входящей в узел; - разработать схему технологической оснастки для выполнения одной из формообразующих операций для детали из листового материала; - разработать конструктивный плаз компьютерный для детали из листового материала; - разработать схему увязки заготовительной и сборочной оснастки. Общие требования: Практическая часть и текст пояснительной записки должны быть оформлены с соблюдением требований ГОСТ 7.32-2001. Чертежно-графическая часть курсового проекта оформляется в соответствии с действующими требованиями ГОСТ ЕСКД. Материалы, представляемые к защите: Пояснительная записка; Сборочный чертеж узла (формат А1); Чертеж детали из листового материала (формат А3); Чертеж детали из прессованного профиля (формат А3); Чертеж технологической оснастки для выполнения одной из формообразующих операций для детали из листового материала (формат А3); Чертеж конструктивного плаза компьютерного для детали из листового материала (формат А3).
График процентовок курсового проектирования
Содержание Введение........... 2 1 Технологический процесс сборки узла..... 20 1.1 Конструктивно-технологическое описание узла.... 20 1.2 Состав баз для сборки узла...... 23 1.3 Схема сборки узла......... 26 1.4 Укрупненный технологический процесс сборки узла... 26 2 Технологический процесс изготовления детали.... 30 2.1 Укрупненный технологический процесс изготовления детали.. 30 2.1.1 Конструктивно-технологическое описание «Нервюры».. 33 2.1.2 Укрупненный технологический процесс изготовления «стенки правой».......... 35 3 Схема увязки заготовительной и сборочной оснастки... 38 Список использованных источников...... 39
Технологический процесс сборки узла
Конструктивно-технологическое описание узла
Общие сведения Узел «Носок крыла», с номером сборочной единицы Вес – 6, 85 кг.
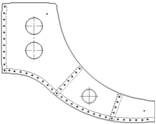
Конструкция узла Общая форма узла – объемная с криволинейным контуром по обводообразующим поперечным элементам крыла. Расположение деталей узла задается относительно конструктивных баз, которыми являются теоретический контур крыла, строительная горизонталь крыла, ось лонжерона, оси нервюр и оси стрингеров. Состав элементов узла приведен в таблице 2.1, и представлено членение узла на детали на рисунке 1.
Таблица 2.1 – Состав элементов узла
      
1 – Обшивка; 2 – Лонжерон; 3 – Нервюра 1; 4 – Нервюра 2; 5 – Нервюра 3; 6 – Стрингер. Рисунок 1 – Схема членения узла на детали Соединение элементов узла Обшивка, нервюры, лонжерон выполнены из листового материала, стрингеры – из прессованного профиля равнополочного уголкового сечения. Соединение деталей между собой – заклепочное, однорядное, материал заклепок В65, Ø 4, 0 с шагом от 20 мм (по нервюрам) до 25 мм (по лонжерону). Доступ к швам ограниченный, двусторонний. Состав баз для сборки узла Для детали, задающей аэродинамический обвод с допуском ± 1, 0 мм (обшивка по теоретическому контуру крыла), точность будет обеспечиваться на этапе изготовления детали в ЗШП, однако, для обеспечения точности при сборке узла в приспособлении, необходимо обеспечить точность ее установки и сборку совместно с другими деталями. Для остальных деталей также необходимо применить метод базирования в сборочном приспособлении, так как допуск на контур каркаса достаточно жесткий. Стенка диафрагмы (1). Выберем базирование в сборочном приспособлении: - по осям ОX и ОY по БО, выполненные в опорной плите сборочного приспособления, - по оси ОZ по поверхности опорной плиты. Кроме того, в стенке заданы 4 СО со стойками (по 2 СО на каждую) Данные методы позволяют расположить стенку в удобном для сборки положении – вертикально. Схема базирования стенки показана на рисунке 2. В приспособлении стенка фиксируется нормализованными фиксаторами штыревого типа.
Рисунок 2 – Схема базирования стенки диафрагмы
Пояс диафрагмы (2). Для обеспечения требуемой точности наружного обвода по поясу по оси ОY примем базирование по рубильникам, несущим контур каркаса. По оси ОХ примем базирование по дополнительному упору. Деталь фиксируются на рубильниках прижимами. Схема базирования пояса диафрагмы показана на рисунке 3.
Рисунок 3 – Схема базирования пояса диафрагмы (2)
Пояс диафрагмы (3). Для обеспечения требуемой точности наружного обвода по поясу по оси ОХ примем базирование по рубильникам, несущим контур каркаса. По оси ОY примем базирование по дополнительному упору. Детали фиксируются на рубильниках прижимами. Схема базирования пояса диафрагмы показана на рисунке 3.
Рисунок 4 – Схема базирования Рисунок 5 – Схема базирования пояса диафрагмы (3) стоек (4, 5) Стойки (4, 5). Так как положение стоек не оказывает влияния на точность обводов, а допуск на положение стоек не назначен, то по осям ОХ, ОУ можно применить базирование по СО, ответные отверстия выполнены в стенке (1). Расположение отверстий показано на рисунке 5. Базирование по сборочным отверстиям (СО) наиболее простой, распространенный и хорошо освоенный в самолетостроении метод, не требующий специального сборочного оснащения. Для фиксации стоек на стенке в сборочном положении используем технологические болты (ТБ). Вместо ТБ допускается применение технологических быстросъемных фиксаторов. Схема состава баз для сборки узла приведена на рисунке 6.
Рисунок 6 – Схема базирования деталей узла
На основе разработанной схемы базирования будет разрабатываться проект технологического процесса сборки и схема сборочного приспособления.
Схема сборки узла
Сборка узла № 1.002.01.00.СБ предполагает выполнение следующей последовательности работ: - установка в приспособление стенки; - установка в приспособление пояса нижнего; - установка в приспособление пояса бокового; - установка на стенку стоек жесткости по СО, фиксация ТБ; - сверление отверстий и соединение деталей на ТБ; - сверление отверстий по НО поясов и стоек совместно со стенкой; - разметка и сверление отверстий в тройных пакетах; - разборка, очистка, снятие фасок в отверстиях, контроль, сборка на ТБ; - соединение деталей заклепками на клепальном прессе КП-204. Узел содержит большое количество заклепок и удобные для применения прессового оборудования подходы. Поэтому сборку можно полностью выполнить в сборочном приспособлении, а клепку осуществить на прессе. В этом случае все работы выполняются на двух рабочих местах, т. е. за две операции. Все названные работы будут переходами этой операции.
Требования к степени законченности деталей при поставке на сборку Основные требования на изготовление деталей представлены в технических требованиях на поле чертежа. Принятые технические решения обуславливают дополнительные требования к конструкции деталей, поступающих на сборку. Требования к законченности деталей узла 1.002.01.00.СБ. На сборку детали поступают в следующем состоянии: стенка 1: дать 2 БO Ø 5 для базирования стенки в стапеле и по 2 СО Ø 3, 1 мм для базирования стоек 4 и 5; пояса 2, 3: дать НО Ø 2, 6 под заклепки соединения со стенкой 1 кроме мест пересечения со стойками и поясами; стойки 6, 7: дать по 2 СО Ø 3, 1 и НО Ø 2, 6 к стенке 1 кроме мест сопряжения с поясом.
Таблица 2 – Укрупнённый технологический процесс сборки диафрагмы шпангоута №19
Изготовление заготовки Заготовкой является развертка детали. Развертка имеет отличные, чем у готовой детали габариты, связано это с гибкой борта высотой 20мм. Длина борта в развернутом виде от линии начала гиба составляет 21, 28 мм. Отверстие в заготовке под отбортовку стандартизировано ГОСТ 17040-80 и составляет для нормальной отбортовки 1-1-70 ø 60 мм, для тарельчатой 1-3-60 – ø 50 (рисунок 4.2).
Рисунок 8 – Готовая деталь и ее развертка
Для рационального использования материала разрабатывается карта раскроя, которая представлена на рисунке 4.3. Девять заготовок размещены с учетом припусков на раскрой – 8 мм на диаметр фрезы и 1 мм на чистовую обработку каждой кромки, т.е. минимум 10 мм между заготовками. Для оценки экономичности определяем коэффициент использования материала (КИМ) по следующей формуле:
где N – количество заготовок из одного листа полуфабриката, шт; Sдет – площадь одной заготовки, мм2; Sпф – площадь листа полуфабриката, мм2; В данном примере N=10 шт; Sдет =138163 мм²; Sпф =H*L=1400*2000=2800000 мм².
Тогда: КИМ=
Для увеличения КИМ свободные площади на листе заполним другими мелкими совместно обрабатываемыми деталями. Это повысит КИМ до 0, 65 – 0, 68
Рисунок 9 – Карта раскроя полуфабриката
Поскольку габаритные размеры заготовки достаточно велики, чтобы вырубать ее в штампе, для получения заготовки будем использовать фрезерование. Фрезерование – это наиболее производительный процесс обработки плоских и фасонных поверхностей. Заготовки будем фрезеровать из пакета листов на раскройном одно-портальном радиально-фрезерном станке с ЧПУ модели РФП-2, характеристики которого приведены в таблице 5. Таблица 5 – Характеристики РФП-2
Контроль заготовки. После проведенной операции необходимо контролировать заготовку, а именно проверить: - соответствие марки материала и обозначение деталей по чертежу (визуально на бирке); - наличие клейма цеха поставщика (визуально); - внешний вид (визуально); - толщину материала (толщиномер); - шероховатость (образцы шероховатости).
Отжиг заготовки На этом этапе проводят отжиг заготовки при температуре 350-3700С в течение 2-4 часов с охлаждением в печи в течение 15 минут (до 1500С), далее на воздухе. Отжиг необходим для того, чтобы вывести материал из твердого состояния перед деформированием.
Деформирование детали Деформирование заготовки будет осуществляться эластичной средой. Преимуществом этого метода является то, что давление распространяется равномерно по всей поверхности заготовки в отличие от других методов. Процесс гибки-формовки можно рассматривать состоящим из трех стадий: - равномерное пластическое деформирование (изгиб) до момента возникновения потери устойчивости; - развитие потери устойчивости до момента соприкосновения складок с поверхностью формблока; - расправление (посадка) складок до полного прилегания борта к формблоку. Давление в этом случае складывается из давления, необходимого для огибания борта вокруг ребра формблока и давления, достаточного для упругопластического сжатия борта в тангенциальном направлении. Определим потребное давление для формовки борта.
где
Экстраполированный предел текучести рассчитывается по формуле:
где
Относительное сужение, предшествующее разрыву рассчитывается по формуле:
где
Относительное удлинение при растяжении и относительная деформация при растяжении рассчитываются соответственно по формулам (8) и (9):
где Модуль упрочнения рассчитывается по формуле:
Произведем вычисления:
По рассчитанным усилиям для формообразования выбираем гидравлический пресс модели П307, характеристики которого представлены в таблице 4.4. Таблица 6 – Характеристики гидравлического пресса П307
Устранение пружинения Определим поправку на пружинение при формовке отбортовки по формуле:
где Е – модуль упругости, равный 72 ГПа. Тогда: Следовательно, формблок будет изготовлен с углом
Заготовка фиксируется на формблоке с помощью шпилек.
1 – стол пресса; 2 – формблок; 3 – заготовка; 4 – шпильки; 5 – контейнер с резиной; 6 –резина; 7 – верхняя подвижная траверса Рисунок 10 – Схема формообразования
Анодное оксидирование Далее на поверхность детали наносят покрытие. Перед нанесением покрытия деталь обезжиривают специальным раствором при температуре 50-600 С в течении 5 минут, после чего промывают горячей и холодной водой. Затем проводят анодную обработку в растворе соляной кислоты с добавлением хромового ангидрида при температуре 40+20С, под действием тока. Затем промывают в холодной и горячей воде, обрабатывают в растворе хромата калия. Грунтовка Далее наносится слой грунтовки ФЛ-086 желтого цвета распылением из краскораспылителя. После чего деталь сушат при температуре 800С в течении 2 часов. Окончательный контроль На этом этапе производится окончательный контроль. В данной детали будет контролироваться: - высота отбортовки с помощью штангенциркуля ШЦ-I-125-0, 1; - правильность формовки отбортовки контролируется по шаблону внутреннего контура (ШВК); - контроль размеров; - контроль шероховатости с помощью образцов шероховатости. Маркировка Маркировка детали выполняется вручную тушью и пером.
Председатель цикловой Комиссии О.М. Букова _________________________ «12» января 2015г. ЗАДАНИЕ На курсовой проект по МДК.01.03 Проектирование технологических процессов, разработка технологической документации и внедрение в производство студенту III курса учебной группы С –180 Популярное:
|
Последнее изменение этой страницы: 2016-03-17; Просмотров: 2037; Нарушение авторского права страницы
















 , (1)
, (1) .
.
 , (5)
, (5) – экстраполированный предел текучести;
– экстраполированный предел текучести;  – радиус нейтрального слоя, равный 4 мм;
– радиус нейтрального слоя, равный 4 мм;  – толщина листа, равная 2 мм;
– толщина листа, равная 2 мм;  – модуль упрочнения;
– модуль упрочнения;  – длина прямолинейного участка борта, равная 20 мм;
– длина прямолинейного участка борта, равная 20 мм;  – угол борта, равный 1, 57 рад;
– угол борта, равный 1, 57 рад;  – радиус борта, равный 400 мм.
– радиус борта, равный 400 мм. , (6)
, (6) – предел прочности в отожженном состоянии, равный 230 МПа;
– предел прочности в отожженном состоянии, равный 230 МПа;  – относительное сужение, предшествующее разрыву.
– относительное сужение, предшествующее разрыву. , (7)
, (7) – относительное удлинение при растяжении;
– относительное удлинение при растяжении;  – относительная деформация при растяжении.
– относительная деформация при растяжении. , (8)
, (8) , (9)
, (9) – относительное удлинение материала.
– относительное удлинение материала. . (10)
. (10) ;
;  ;
;  ;
;  ;
;  ;
; 
 , (11)
, (11) .
. .
.