|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
а - схема дендрита по Д.К.Чернову: 1,2,3 – оси первого, второго и третьего порядков соответственно; б – зонная структура слитка ⇐ ПредыдущаяСтр 3 из 3
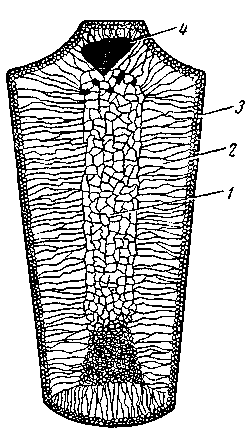
Типичная структура слитка состоит из трех основных зон: 1) зоны мелких равноосных кристаллов, образующихся при быстром переохлаждении металла, соприкасающегося со стенкой формы; 2) зоны столбчатых кристаллов, ориентированных вдоль направления теплоотвода; 3) зоны равноосных кристаллов больших размеров, причем форма зерна в центре слитка обусловлена слабым влиянием теплоотвода. Усадочная раковина 4 формируется в верхней части слитка. В ней металл, затвердевающий в последнюю очередь, является рыхлым, поскольку пронизан газовыми порами и примесями. Эта дефектная область слитка подлежит отрезке.
Кроме усадочных раковин, в слитке могут образоваться и другие дефекты: усадочная рыхлость, ликвация, газовые пузыри, трещины. Рис. 5.9. Строение стального слитка: 1 – крупные равноосные кристаллы; 2 – столбчатые кристаллы; 3 – мелкие равноосные кристаллы; 4 – усадочная раковина Усадочная рыхлость – мелкие пустоты, скапливающиеся в центре слитка; причина их появления – неравномерное охлаждение и уменьшение объема при затвердевании. Ликвация– химическая неоднородность слитка, т.е. неравномерное распределение примесей по сечению слитка. Она вызывается неравномерностью кристаллизации. Вначале кристаллизующиеся зерна содержат меньше серы и фосфора, т.к. эти элементы понижают температуру плавления стали. В кристаллах, затвердевающих позднее, этих примесей значительно больше. Химическая неоднородность отрицательно влияет на механические свойства металлов. Газовые пузыри (раковины) – пустоты внутри слитка (иногда на поверхности). Образуются вследствие растворения газов в жидком металле. Трещины– наружные, внутренние, продольные и поперечные. Причина трещин – внутренние напряжения, возникающие вследствие неравномерности охлаждения металла.
Развитие машиностроения и приборостроения предъявляет все более высокие требования к качеству стали: прочности, пластичности, износостойкости. Повысить эти показатели можно уменьшением в металле вредных примесей, газов, неметаллических включений. Для этого существует несколько способов. ^ Обработка металлов синтетическими шлаками. Синтетический шлак, состоящий из 55% СаО, 40% Al2O3, небольшого количества SiO2, MgO и минимума FeO выплавляют в электропечи и заливают в ковш. В этот же ковш заливают сталь. При перемешивании стали и шлака поверхность их взаимодействия резко возрастает, и реакция между ними протекает гораздо быстрее, чем в плавильной печи. Обработанная таким образом сталь содержит меньше серы, кислорода и неметаллических включений, что повышает её пластичность и прочность. Такие стали используют для изготовления ответственных деталей машин. ^ Вакуумная дегазация. Сущность процесса заключается в снижении растворимости газов в жидкой стали при снижении давления над жидким металлом, при этом газы выделяются из металла. При вакуумировании стали в ковше сталеразливочный ковш помещают в вакуумную камеру на 12…15 минут. Кроме вакуумирования в ковше применяется циркуляционное и поточное вакуумирование. ^ Электрошлаковый переплав (ЭШП). Этот метод применяют для выплавки высококачественных сталей шарикоподшипниковых и жаропрочных сталей. Переплаву подвергают выплавленный в дуговой печи и прокатанный на круглые прутки металл.
Рис.5.10. Схема электрошлакового переплава расходуемым электродом.
Источником теплоты при ЭШП является шлаковая ванна, нагреваемая при прохождении через неё электрического тока. Электрический ток подводится к переплавляемому электроду 1 (рис.5.10), погруженному в шлаковую ванну 2, и к поддону 9, установленному в водоохлаждаемом металлическом кристаллизаторе 7, в котором находится затравка 8. Выделяющаяся теплота нагревает шлаковую ванну до температуры свыше 1700 º С и вызывает оплавление конца электрода. Капли жидкого металла 3 проходя через шлак, образуют под шлаковым слоем металлическую ванну 4. Перенос капель металла через основной шлак способствует удалению из металла серы, неметаллических включений и растворенных газов. Металлическая ванна непрерывно пополняется путем расплавления электрода и под воздействием кристаллизатора формируется в слиток 6. Направленная кристаллизация способствует получению плотного однородного слитка, что гарантирует высокие механические и эксплуатационные свойства стали. Разливка металла является важным этапом металлургического (сталеплавильного) производства. Технология и организация разливки в значительной степени определяют качество готового металла и количество отходов при дальнейшем переделе стальных непрерывнолитых заготовок и слитков. Неправильно организованной разливкой можно испортить качественно выплавленную сталь. Даже незначительная небрежность в подготовке разливочного оборудования часто ведет к большим потерям металла при разливке. Существует два основных способа разливки стали: 1) разливка в изложницы; 2) непрерывную разливку. В настоящее время более 90 % всей стали в мире разливают непрерывным литьем. Разливку в изложницы подразделяют на разливку сверху и сифоном.
Рисунок 1 – Разливка стали сверху (а) и сифоном (б) Оба способа разливки обладают рядом преимуществ и недостатков. Сифонная разливка имеет следующие преимущества перед разливкой сверху: 1) одновременная отливка нескольких слитков сокращает длительность разливки плавки и позволяют разливать в мелкие слитки плавки большой массы; 2) вследствие сокращения общей длительности разливки скорость подъема металла в изложнице может быть значительно меньшей, чем при разливке сверху; 3) поверхность слитка получается чистой, так как металл в изложницах поднимается спокойно без разбрызгивания; 4) повышается стойкость футеровки ковша и улучшаются условия работы стопора и шиберного затвора вследствие меньшей длительности разливки и уменьшения числа открываний и закрываний стопора или затвора; 5) во время разливки можно следить за поведением поднимающегося металла в изложнице и в соответствии с этим регулировать скорость разливки. При сифонной разливке, основанной на принципе сообщающихся сосудов, жидкая сталь из ковша поступает в установленный на поддоне футерованный изнутри центровой литник (см. рисунок 1б), а из него по футерованным каналам поддона в изложницы снизу. Центровой литник и изложницы устанавливают на массивной чугунной плите – поддоне, имеющей канавки, в которые укладывают пустотелый сифонный кирпич (трубки или проводки). При сифонной разливке сталью одновременно заполняют несколько (от двух до шестидесяти) изложниц. После наполнения всех установленных на поддоне изложниц стопор (шиберный затвор) закрывают, и ковш транспортируют к следующему поддону.
Недостатки сифонной разливки: 1) сложность и повышенная стоимость разливки, обусловленные расходом сифонного кирпича, установкой дополнительного оборудования и значительными затратами труда на сборку поддонов и центровых; 2) дополнительные потери металла в виде литников (0, 7 – 2, 5 % от массы разливаемой стали) и возможность потерь при прорывах металла через сифонные кирпичи; 1) необходимость нагрева металла в печи до более высокой температуры, чем при разливке сверху, так как он дополнительно охлаждается в каналах сифонного кирпича.
Преимуществами разливки сверху являются: Разливка сверху обеспечивает существенные преимущества по сравнению с разливкой сифоном: 1) Упрощается трудоемкая подготовка и конструкция поддонов, а также составов под разливку стали в целом. 2) Отсутствует загрязнение стали неметаллическими включениями от размывания огнеупоров центрового литника, сифонных проводок и донного стаканчика в изложнице. 3) Исключаются потери металла на литниковую систему и скрап, образующийся при прорывах сифонных проводок; значительно сокращаются потери на недолитые слитки, количество которых ниже чем при разливке сифоном. Обеспечивается более высокий выход годного, что позволяет снизить себес тоимость слитков на 2-3 %. 4) температура металла перед разливкой может быть ниже, чем при сифонной разливке. 5) При разливке сверху сталь непосредственно из сталеразливочного ковша поступает в изложницы, устанавливаемые на чугунных плитах – поддонах (рисунок 1а). После заполнения каждой изложницы стопор или шиберный затвор сталеразливочного ковша закрывают, ковш транспортируют к следующей изложнице, вновь открывают стопор (шиберный затвор) и после заполнения сталью новой изложницы цикл повторяют. 6) Обеспечивается более благоприятное расположение усадочной раковины в слитках спокойной стали, прибыльная часть которых заполняется медленно в последнюю очередь при смещении теплового центра слитка вверх, а из-за более низкой температуры разливаемого металла сокращается и общий объем открытой усадочной раковины. 7) Создаются более благоприятные условия формирования наружной корки слитков (рисунок 2), что позволяет разливать сталь с большей скоростью, чем сифоном. 8)Разливка сверху обеспечивает последовательное перемещение зоны интенсивной циркуляции металла снизу вверх. При этом максимальное ферростатическое давление воспринимается более прочной коркой внизу слитка, которая формируется в условиях относительно спокойного состояния стали и не омывается потоками горячего металла. Это способствует более быстрому образованию зазора в нижней части слитка и устранению торможения усадки стали по его высоте, а, следовательно, и снижает вероятность образования горячих трещин, препятствующих повышению скорости разливки. 1 – ковш с металлом; 2 – изложница; 3 – поддон; 4 – центровой литник.
Разливке сверху присущи следующие недостатки: 1) образование плен на поверхности нижней части слитков, что является следствием разбрызгивания металла при ударе струи о дно изложницы. Застывшие на стенках изложницы и окисленные с поверхности брызги металла не растворяются в поднимающейся жидкой стали, образуя дефект поверхности – плены, которые не свариваются с металлом при прокатке, благодаря чему поверхность прокатанных заготовок не является качественной. 2) Увеличение продолжительности разливки плавки, особенно при отливке мелких слитков. При этом чтобы предотвратить чрезмерное остывание металла и образование настылей в ковшах, увеличивают скорость разливки в ущерб качеству слитков. При большой скорости разливки кипящей стали не обеспечивается необходимое удаление зоны сотовых пузырей от наружной поверхности слитка, а в слитках спокойной и полуспокойной стали увеличивается пораженность горячими трещинами. Кроме того, при повышенной скорость разливки в слитках спокойной стали увеличивается заглубление усадочной раковины и подусадочной рыхлости. Для всех типов стали увеличивается брызгообразование и приваривание слитков. 3) С увеличением числа отливаемых слитков и продолжительности разливки ухудшаются условия работы стопора (шиберного затвора) – многократные перекрытия стопорных или шиберных затворов снижают их стойкость и надежность. Кроме того, растет количество переездов и центровок струи, увеличивая общую продолжительность разливки. Решением этой проблемы является разливка стали из 7 ковшей, оборудованных двумя дозирующими устройствами, одновременно через два стакана, или применение многостопорных промежуточных ковшей. 4) Приваривание донной части слитков к изложницам (поддонам при сквозных изложницах). При этом значительно снижается стойкость изложниц (поддонов), а из- за затрудненной усадки в корке слитка возникают дополнительные растягивающие напряжения и повышается вероятность образования поперечных горячих трещин, особенно при уширенных кверху изложницах. Размывание струей металла донной части изложниц (поддонов), сопровождается изменением химического состава металла в донной части слитка, а также снижением примерно в два раза сроков службы изложниц (поддонов). Защита дна изложниц (поддонов) обеспечивается вкладышами, листовой обрезью, обмазками, изолирующими засыпками и т.п. 5) При разливке сверху спокойной стали наблюдается более высокое, чем при сифонной разливке вторичное окисление и насыщение металла азотом. Это связано с большей длиной струи, обильным брызго- и пленообразо-ванием. При этом более высокая скорость наполнения изложниц сверху затрудняет дегазацию металла из-за повышения гидростатического давления. 6) Таким образом, основными недостатками разливки сверху является ухудшение качества поверхности, а также увеличение продолжительности разливки плавки (при большом количестве слитков) и связанные с этим последствия. 7) С целью уменьшения напора струи и разбрызгивания металла на стенки изложниц разливку сверху начинают замедленно (неполной струей), снижают скорость струи металла у дна (уменьшая до минимума расстояние между дном ковша и изложницей), применяют изложницы со сферической формой днища и поддоны с кюмпельными углублениями, вкладыши и манжеты специальной формы, а иногда используют промежуточные устройства: промежуточные воронки или промежуточные ковши. Промежуточные емкости обеспечивают разливку при практически постоянном ферростатическом давлении. Промежуточные ковши, оборудованные дозирующими устройствами (2 – 6 шт), позволяют также в широких пределах регулировать скорость наполнения изложниц, значительно сокращать продолжительность разливки, улучшать качество поверхности слитков и увеличивать стойкость изложниц. Однако применение промежуточных ковшей требует повышения температуры металла, увеличения расхода огнеупоров и затрат труда, значительно усложняет оборудование и организацию работ в разливочном пролете. Таким образом, рассмотренные способы разливки стали в изложницы имеют свои преимущества и недостатки, и, несмотря на бурное развитие непрерывной разливки, применяются в действующих сталеплавильных цехах. Благодаря простоте и отсутствию потерь металла с литниками часто предпочитают разливку сверху, особенно при отливке средних и крупных слитков углеродистых и низколегированных сталей. Несмотря на необходимость дополнительной зачистки поверхности проката, разливка сверху для рядовых марок является более экономичной, чем разливка сифоном. В то же время высококачественные в легированные стали, когда стремятся уменьшить потери дорогостоящего металла на зачистку, получить чистую поверхность слитка и минимальное количество неметаллических включений, разливают главным образом сифоном. Сифонной разливкой, как правило, получают также слитки массой менее 2, 5 т. Потери металла при разливке сифоном и сверху в виде скрапа и недоливов составляют 0, 6 – 1, 9 %; при разливке сифоном дополнительно теряется 0, 7 – 2, 5 % разливаемой стали в виде литниковой системы. Популярное:
|
Последнее изменение этой страницы: 2016-03-17; Просмотров: 1843; Нарушение авторского права страницы