|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Предложения по технологии изготовления поддона
1. При изготовлении формы поддона применить облицовочную смесь СПС-Х толщиной 40-50 мм. Особенно тщательно доуплотнить смесь по верху поддона вручную. 2. После отверждения формы и извлечения модели, не ранее, чем через 30 минут произвести окрашивание формы противопригарным покрытием следующего состава, %: - 4% раствор поливинилбутираля в антипригарном растворителе марки АПК; - графит скрытокристаллический ГЛС (чёрный) – 37%; - графит кристаллический (серебристый) - ………13% до удельного веса 1, 3 г/см³. Данным составом нанести три слоя. Длительность провяливания каждого слоя не менее 1 часа. Для нанесения четвёртого слоя использовать графит-циркониевую пасту ПК-72 ГЦ плотностью 1, 5 г/см³. Толщина 4-го слоя 3-4 мм. Слой пасты тщательно разгладить гладилкой или щёткой. Провялить форму в течение не менее 4-х часов. 3. Расположить форму под наклоном на 200-250 мм со стороны противоположной расположению литниковой чаши. 4. Заливку поддона производить при минимально-возможной температуре (не выше 1300 ˚ С); 5. Обеспечить минимальную длительность заполнения формы (не более 240 сек.); 6. Легкоотделяемые прибыли Для снижения трудоёмкости отделения прибыли от отливки рекомендуется применение подприбыльных пластин диаметром Dпл = 390 мм. Диаметр отверстия в подприбыльной пластине рекомендуется выполнять d0 = 80 мм. Подприбыльные пластины рекомендуется изготавливать из листовой стали толщиной 2, 5-3 мм. Для предотвращения приваривания к отливке стальные пластины должны быть покрашены маршалитовой краской и просушены при температуре 250-300˚ С. Состав краски, %: - маршалит, просеянный через сито с диаметром ячейки не более 0, 05 мм -72; - огнеупорная глина ---------------------------------------------------------------------20; - жидкое стекло----------------------------------------------------------------------------8; -вода до плотности краски 1, 4—1, 6 г/см3. Подприбыльные разделительные пластины могут быть изготовлены из кремнезёмистой стеклоткани марки КС-11-ЛА (ТУ 6-11-318-74) [3]. Разделительные пластины пришпиливаются к верхней полуформе по разметке. Курсовая работа ЗАДАНИЕ № 2 Разработка предложений по повышению стойкости изложниц для слитков массой 500 кг. по чертежу 010408 за счёт применения чугуна с вермикулярным графитом На металлургическом заводе «Электросталь» производится изготовление изложниц для получения слитков массой 500 кг из чугуна с пластинчатым графитом. Указанные слитки изготавливают из высоколегированной стали. Разливка этих слитков производится при значительных температурах (выше1600˚ С). Стойкость изложниц в этих условиях весьма небольшая (6-8 наливов), что приводило к значительному расходу изложниц. Для повышения стойкости изложниц проведены опытные работы по изготовлению изложниц из чугуна с вермикулярным графитом. В процессе выполнения курсовой работы необходимо решить следующие задачи. 1)Описать технологию получения чугуна с вермикулярным графитом в условиях индукционной плавки чугуна. Выполнить расчёт шихты. 2)Скорректировать литейную технологию изготовления изложниц из чугуна с вермикулярным графитом. Выполнить расчёт литниковой системы и прибылей. Плавка чугуна производится в индукционной печи ИЧТ 10. Заливка форм производится из чайникового ковша вместимостью 10 т. Высота струи металла при заливке формы составляет 300 мм над чашей. 3)Нанести литейные технологические указания на конструкторский чертёж изложницы. Отчёт по курсовой работе должен содержать 10-15 стр. машинописного текста и два чертежа детали «Изложница» с технологическими литейными указаниями. Литература. 1.Зальцман Э.С., Ковалевич Е.В.Урин С.Л., Баранов Б.С. Изготовление изложниц из чугуна с вермикулярным графитом для разливки специальных сталей.- Журнал «Литейщик России №11, 2009 г. 2. Теория и технология литейного производства: учебник / Д.М.Кукуй, В.А.Скворцов, Н. В. Андрианов. В 2 ч. – Минск: Новое знание; М.: ИНФРА-М, 2013. 3. Михайлова Г.Г., Радя В.С.. Бухвалова Н.А., Горнус В.А., Быстрова И.С., Николаев В.Н. Производство изложниц из чугуна с вермикулярным графитом. Журнал «Сталь» № 11, 1990. 4. Зальцман Э.С., Урин С.Л., Кравченко Т.А., Иванюк А.С. Исследование изложниц для специальных сталей./ Доклад на конференции «прогрессивные литейные технологии»», 11…15 ноября 2013 г. Москва. НИТУ «МИСиС». Курсовая работа ЗАДАНИЕ № 3 Обосновать технологические указания на изготовление отливки «Барабан» по чертежу 3-579791 из стали марки Ст30Л-1. Выполнить расчёт прибылей и элементов литниковой системы. Заливка форм осуществляется из стопорного ковша. Высота напора жидкого металла 1000 мм. Определить массу жидкого металла и выход годного. Разработать предложения по уменьшению расхода жидкого металла на питание отливки за счёт замены обычных прибылей на закрытые экзотермические. Определить снижение расхода жидкого металла и повышение выхода годного за счёт замены обычных прибылей на экзотермические. Приложение Чертёж детали «Барабан» с технологическими литейными указаниями. Литература 1. Технология литейного производства: Литьё в песчаные формы: Учебник для студ. высш. учеб. заведений / А.П. Трухов, Ю.А. Сорокин, М.Ю. Ершов и др.; под ред. А.П. Трухова.- М.: Издательский центр «Академия», 2005. 2. Беляков А.И., Жуков А.А., Маццарелли Д., Беляков А.А. Производство отливок из высокопрочного чугуна с шаровидным графитом – М., Машиностроение, 2010. 3. Теория и технология литейного производства: учебник / Д.М.Кукуй, В.А.Скворцов, Н. В. Андрианов. В 2 ч. – Минск: Новое знание; М.: ИНФРА-М, 2013. 4. Г.А.Кузнецов Технологические расчёты литья в песчаные формы. Учебное пособие. Электросталь. 2012.
Курсовая работа
ЗАДАНИЕ № 4 Обосновать технологические указания на изготовление отливки «Валок» из стали Х12МЛ по чертежу №2-313743. Описать условия эксплуатации детали и технические требования. Выполнить расчёт элементов литниковой системы и прибылей. Заливка формы производится из стопорного ковша. Высота напора жидкого металла составляет 1000 мм. Определить массу жидкого металла и выход годного. Разработать предложения по замене обычных прибылей на экзотермические. Определить снижение расхода жидкого металла и повышение выхода годного при замене обычных прибылей на экзотермические. Приложение Чертёж детали «Валок» с технологическими литейными указаниями.
Литература 1. Технология литейного производства: Литьё в песчаные формы: Учебник для студ. высш. учеб. заведений / А.П. Трухов, Ю.А. Сорокин, М.Ю. Ершов и др.; под ред. А.П. Трухова.- М.: Издательский центр «Академия», 2005. 2. Беляков А.И., Жуков А.А., Маццарелли Д., Беляков А.А. Производство отливок из высокопрочного чугуна с шаровидным графитом – М., Машиностроение, 2010. 3. Теория и технология литейного производства: учебник / Д.М.Кукуй, В.А.Скворцов, Н. В. Андрианов. В 2 ч. – Минск: Новое знание; М.: ИНФРА-М, 2013. 4. Г.А.Кузнецов Технологические расчёты литья в песчаные формы. Учебное пособие. Электросталь. 2012.
Курсовая работа
ЗАДАНИЕ № 5 Выполнить анализ процессов формирования стального слитка в изложнице при заливке сифоном и сверху.
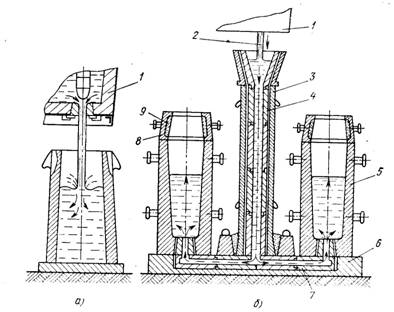
Рис.1. Схема заливки слитков сверху (а) и сифоном (б) Оценить преимущества и недостатки заливки слитков сифоном и сверху на примере заливки слитков в изложницы по чертежу 0101297 для слитков θ 1300 кг. Дать предложения по повышению качества слитков за счёт технологических операций. Способы повышения качества слитков при заливке изложниц сифоном и сверху. Исходные данные. 1. Чертёж изложницы для слитков Θ 1300 кг. Литература 1. Ефимов В.А. Стальной слиток. Металлургиздат, 1961. 2. Зальцман Э.С. Искусственное охлаждение отливок. – Электросталь: ЭПИ МИСиС, 2005. 3. Зальцман Э.С. Изложницы для легированных сталей.- Электросталь: ЭПИ МИСиС, 2004.
Дополнительная информация При разливке сверху (рис. 1, а) происходит разбрызгивание металла, неравномерное охлаждение по зонам слитка, появляется большое количество дефектов поверхности слитка. Такие слитки имеют незначительную усадочную раковину. При сифонной разливке (рис. 1, б) изложница заполняется через литник снизу без разбрызгивания; поверхность слитка получается чистой. Для уменьшения усадочной раковины, прибыльные надставки утепляют. Величина обрези слитков составляет от 15 до 25 %. Популярное:
|
Последнее изменение этой страницы: 2016-03-17; Просмотров: 1158; Нарушение авторского права страницы