|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Виды металлорежущих станков и их основные узлы
Токарные станки
В этой группе станков в качестве основного технологического метода обработки используется точение. В парке станков промышленности Украины они составляют около 30%.
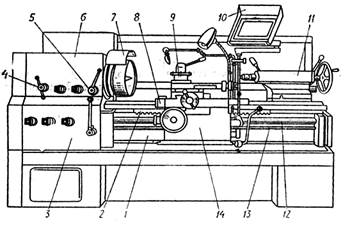
Рис.2 Основные части токарно-винторезного станка 16К20 Основные части токарно-винторезного станка (рис. 2) следующие: станина 1, передняя 6 и задняя 11 бабки, коробка подач 3, суппорт 8. Станина предназначена для закрепления на ней неподвижных и перемещения подвижных частей станка. Она выполнена в виде балки коробчатой формы. На верхней (лицевой) ее части имеются направляющие — наиболее ответственная часть станины, по которым перемещаются суппорт и задняя бабка. На левой стороне станины закреплены передняя бабка и коробка подач. Передняя бабка передает заготовке вращательное движение. В передней бабке размещены: - главный вал — шпиндель, вращающий заготовку, - коробка скоростей, от которой шпиндель получает движение с необходимой частотой вращения. Шпиндель имеет сквозное отверстие Æ 52мм, сквозь которое можно пропускать прутковую заготовку. Отверстие в передней части шпинделя коническое — для установки переднего центра, который поддерживает левый конец заготовки. Коробка скоростей дает 22 различных варианта частот вращения шпинделя в пределах 12, 5—1600 об/мин. Нужное положение рукояток 4, 5, отвечающее необходимой частоте вращения шпинделя, определяют по таблице, укрепленной на передней стенке корпуса передней бабки.
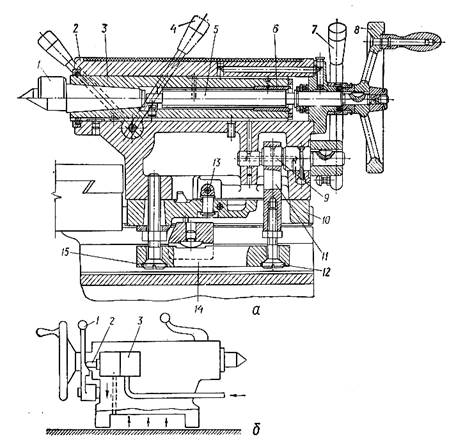
Рис.3.Устройство задней бабки станка 16К20 а-общее устройство; б-пневматическое устройство
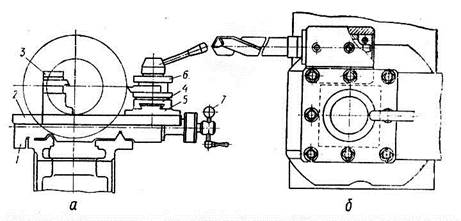
Задняя бабка (рис. 3, а) предназначена для поддержания с помощью центра 1 правого конца заготовки, а также для закрепления в коническом отверстии пиноли 3 сверла, зенкера или развертки соответственно при сверлении, зенкеровании или развертывании отверстий в заготовке. Плита 10 имеет пазы, которые ее направляют по направляющим станины, и, таким образом, задняя бабка может вручную перемещаться вдоль станины и закрепляться в нужном положении рукояткой 7 с помощью эксцентрика 9, тяги 11 и башмака 14. Степень ее закрепления регулируется винтами 12 и 15. Пиноль 3 с помощью маховика 8, винта 5 и запрессованной в нее гайки 6 может перемещаться в отверстии корпуса 2. Необходимый вылет пиноли с центром 1 фиксирует рукоятка 4. Корпус задней бабки можно смещать относительно плиты 10 в поперечном направлении винтовой парой 13, что бывает необходимо при настройке станка на обтачивание длинных конических поверхностей. Задняя бабка имеет пневматическое устройство (рис. 3, б), которое создает между станиной и задней бабкой воздушную подушку, облегчает ее перемещение по станине и снижает износ направляющих. Из воздушной магистрали сжатый воздух попадает под заднюю бабку при нажиме укрепленным на рукоятке 1 кулачком на толкатель 2 клапана 3. Коробка подач (рис. 2) является составной частью механизма подач. С ее помощью быстро настраивают станок на нужную величину продольной или поперечной подачи или определенный шаг при нарезании резьбы. Механизм коробки подач получает движение от шпинделя через гитару сменных зубчатых колес и передает его ходовому винту 12 или ходовому валу 13, от которых через механизмы фартука оно передается суппорту 8. Рис.4 . Схема суппорта станка 16К20(а) и держатель центрового инструмента (б)
Суппорт служит для закрепления в установленном на нем резцедержателе 6 инструментов и ручного или автоматического их перемещении относительно заготовки. Он (рис. 4, а) состоит из продольных 1 и поперечных 2 салазок, поворотного круга 5, выполненного за одно целое с направляющими, по которым перемещается резцовая каретка (верхняя каретка) 4, ичетырехгранного резцедержателя 6. Продольные салазки, а, следовательно, и весь суппорт могут перемещаться автоматически или вручную по направляющим станины. Поперечные салазки перемещаются по поперечным направляющим продольных салазок при вращении винта поперечной подачи, на конец которого насажена рукоятка 7. Винт может вращаться вручную с помощью рукоятки 7 или автоматически. Резцовые салазки можно перемещать по направляющим только вручную. Поворотный круг 5 вместе с резцовыми салазками можно поворачивать вокруг вертикальной оси на любой угол в пределах ±90° и закреплять в этом положении, что бывает необходимо при обработке конических поверхностей. На поперечных салазках может быть установлен задний резцедержатель 3, который используют для прорезания канавок. Станок снабжен держателем центрового инструмента (рис. 4, б): сверл, зенкеров, разверток и др. Он устанавливается соответствующим образом в резцедержателе, и помещенный в нем инструмент может быть использован при обработке отверстий с механической и ручной подачами. К продольным салазкам суппорта прикреплен фартук 14 (рис. 2), в котором размещены механизмы преобразования вращательного движения ходового винта и ходового вала в продольное перемещение суппорта, а также вращательного движения ходового винта в поперечное перемещение поперечных салазок. Для обеспечения безопасности работающего станок снабжен кожухом ограждения патрона 7 и защитным откидным экраном 10, защищающим от разлетающейся стружки.
Сверлильные станки
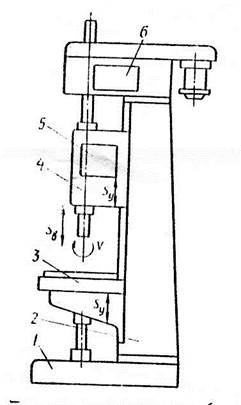
Сверлильные станки предназначены для обработки цилиндрических и конических, сквозных и глухих отверстий сверлами, зенкерами, развертками и другими инструментами, а также для нарезания резьб. На вертикально-сверлильных станках обрабатывают заготовки, у которых оси отверстия и вращения инструмента совмещают, перемещая заготовку относительно шпинделя станка. Основными данными этих станков являются: наибольший диаметр сверления, номер конуса шпинделя и его вылет, расстояние от шпинделя до стола. Общий вид вертикально- сверлильного станка 2А150 показан на рис. 5.
Рис. 5. Общий вид вертикально - сверлильного станка 2А150.
Станок состоит из фундаментной плиты 1, станины 2, коробки скоростей 6, коробки подач 5, расположенной в кронштейне 4 и стола 3, на котором устанавливают заготовку.
Фрезерные станки
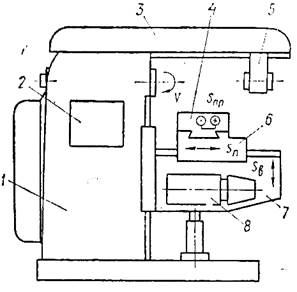
Фрезерные станки предназначены для обработки резанием различных поверхностей многолезвийным инструментом – фрезами самых разнообразных типов и конструкций. На фрезерных станках обрабатывают различные плоскости, фасонные поверхности, прорезают прямые и винтовые канавки и пазы. На рис. 6 показан общий вид горизонтально-фрезерного станка 6Р82.
Рис. 6. Общий вид горизонтально-фрезерного станка 6Р82. Станок состоит из станины с фундаментной плитой 1, консоли 7, поперечных салазок 6 со столом, хобота 3, подвесок (одной или двух) 5. Внутри станины размещена коробка скоростей 2, а внутри консоли – коробка подач 8. Главным движением служит вращение шпинделя. По вертикальным направляющим может перемещаться консоль, осуществляя вертикальную подачу Sв, а по направляющим консоли – поперечные салазки, осуществляя поперечную подачу Sп. Заготовку устанавливают (закрепляют) на столе станка, который, перемещаясь по направляющим поперечных салазок, осуществляет продольную подачу Sпр. Подвеска подшипником служит для поддержания конца установленной в шпинделе станка длинной оправки с фрезой. В зависимости от длины оправки подвеса может перемещаться по направляющим хобота.
Строгальные станки
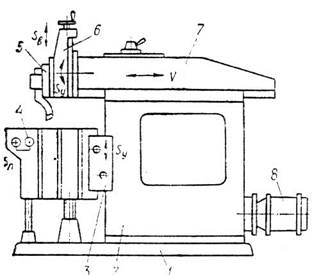
Обработка поверхностей строганием осуществляется при наличии двух движений: прямолинейного возвратно-поступательного главного движения резца или заготовки в горизонтальной плоскости и прерывистого поступательного движения резца или заготовки, перпендикулярного направлению главного движения. При строгании процесс резания прерывистый и стружка срезается только при прямом (рабочем) ходе. Наличие холостого хода увеличивает длительность обработки. Строгальные станки подразделяют на два основных типа: продольно-строгальные, на которых обрабатывают преимущественно средние и крупные по размеру заготовки; поперечно-строгальные, предназначенные для обработки заготовок при длине строгания до 1000 мм. На рис. 7 показан общий вид поперечно-строгального станка 7Б35
Рис. 7. Общий вид поперечно-строгального станка 7Б35.
Станина 2 с фундаментной плитой 1 имеет горизонтальные направляющие, по которым перемещается ползун 7 с суппортом 6, совершающим плавное движение. В суппорте смонтирована откидная планка 5 с резцедержателем. Во время рабочего хода планка упирается в опорную плоскость, и резец срезает стружку. При обратном ходе резец своей вершиной цепляется за обработанную поверхность и откидная планка откидывается. Станина станка имеет вертикальные направляющие, перемещаясь по которым траверса 3 может быть установлена на необходимой высоте. Перемещаясь периодически в интервале между холостым и рабочим ходом по горизонтальным направляющим траверсы, стол 4 с закрепленной не нем заготовкой совершает горизонтальную (поперечную) подачу Sп. Ползун 7 приводится в движение от электродвигателя 8. Металлорежущий инструмент
Популярное:
|
Последнее изменение этой страницы: 2016-03-15; Просмотров: 2585; Нарушение авторского права страницы