|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Классификация токарных резцов
Для обработки заготовок на токарных станках применяют разнообразные резцы, которые классифицируют по различным признакам. По материалу режущей части различают резцы стальные, твердосплавные и минералокерамические. По конструкции резцы подразделяют на цельные и составные. Цельный резец изготавливают из одного куска инструментальной стали. У составного резца режущая часть представляет собой пластину из твердого сплава или другого материала, которая соединена механически, свариванием или припаиванием с державкой, выполненной из конструкционной углеродистой или легированной стали. Используют пластинки различной формы в зависимости от назначения резца.
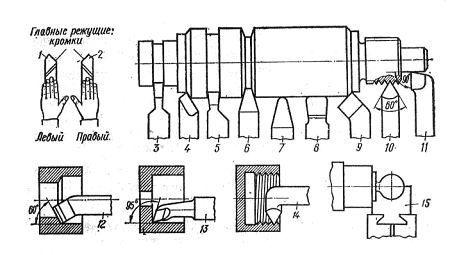
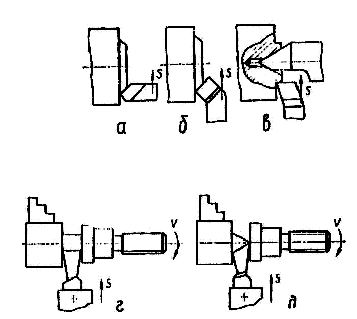
Рис.8. Типы токарных резцов По расположению главной режущей кромки резцы подразделяют на правые и левые. Правым называют резец 2(рис.8), у которого главная режущая кромка расположена со стороны большого указательного пальца правой руки, наложенной ладонью так, чтобы пальцы были направлены к вершине резца. При точении такими резцами (9, 11) стружка срезается с заготовки при перемещении суппорта справа налево. Левым называют резец 1, у которого главная режущая кромка расположена со стороны большого пальца левой руки, наложенной на резец так, чтобы пальцы были направлены к вершине резца. Левые резцы 1 и 4 работают при подаче слева направо. По расположению оси головки резца в плане относительно оси его тела различают прямые 1…8, 10, 11, 15 и отогнутые 9, 12…14. По характеру обработки, для которой они предназначены, различают резцы черновые и чистовые. По назначению (виду обработки) различают: проходные, подрезные, отрезные, расточные, резьбовые, канавочные, фасонные резцы. Применение резцов различных типов. Проходные резцы предназначены для обтачивания внешних поверхностей. Проходные прямые или упорные с главным углом в плане j = 90° (рис. 8) применяют для обработки наружных или торцовых поверхностей. Проходной отогнутый резец 9 более универсален. Этим резцом при неизменном его положении можно обрабатывать, например, цилиндрическую поверхность и подрезать торец (рис. 9). Проходные упорные резцы с главным углом в плане j = 90° часто применяют при обработке ступенчатых валиков или других деталей, у которых обработка наружной поверхности должна быть закончена подрезкой небольшого уступа. Для чистовой обработки применяют резцы двух типов: резцы 7 с закругленной вершиной и широкие чистовые резцы 8 с прямолинейной главной режущей кромкой. Первые применяют для сравнительно небольших, а вторые — для больших поверхностей заготовок. Подрезные резцы предназначены; для обработки.торцов. Так, на рис. 9 показана подрезка торца вблизи центра задней бабки; чтобы подрезать торец полностью, центр делают срезанным.
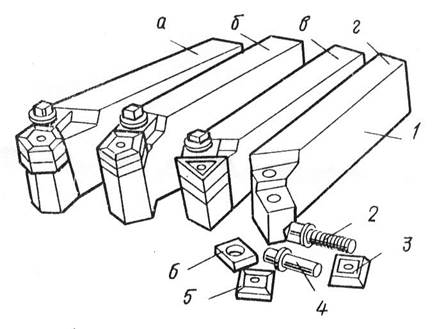
Отрезные резцы 3 (рис. 8) применяют для разрезания материала. Длина головки этих резцов должна быть несколько большей радиуса разрезаемой заготовки. Толщина головки уменьшается по направлению к телу резца, чтобы уменьшить трение между вспомогательными режущими кромками и торцовыми плоскостями, образующимися при разрезании материала. Расточные резцы предназначены для растачивания сквозных и глухих отверстий. Для растачивания сквозных отверстий применяют резцы 12 с углом j = 60°, а для растачивания глухих отверстий — резцы 13 с углом j = 95°. Резьбовые резцы 10 и 14 применяют для нарезания соответственно наружных и внутренних резьб. Форма режущей части резца должна отвечать профилю нарезаемой резьбы. Например, главные режущие кромки резца 10 для нарезания метрической резьбы затачивают под углом 60°. Канавочные резцы применяют для прорезания канавок различного профиля (рис. 8): прямоугольных (резец 5), трапецеидальных (резец 6) и др. Фасонными резцами 15 обрабатывают фасонные поверхности. Профиль режущей кромки фасонного резца (рис. 8)должен отвечать профилю обрабатываемой поверхности. Фасонные резцы затачивают только по передней поверхности, поэтому профиль режущей кромки после затачивания остается неизменным. В практике широко используются резцы с многогранными неперетачиваемыми пластинками твердого сплава (рис. 10). Пластинка насаживается с зазором на штифт 3, запрессованный в корпус резца. Крепится пластинка клином и винтом и дополнительно прижимается к опорной поверхности корпуса усилием резания. При затуплении лезвия пластинка освобождается, поворачивается так, чтобы в рабочее положение становилась следующая грань, и закрепляется. На переточку резец поступает тогда, когда будут затуплены все грани.
Рис. 10. Резцы с многогранными пластинками: а—с шестигранной; б—с пятигранной в — с трехгранной; г — с четырехгранной; 1 – державка (сталь 40Х); 2—винт (сталь 45); 3 – клиновидная пластинка (сталь 45); 4 — ось (сталь 45); 5 — режущая пластинка (твердый сплав); 6—подкладка (твердый сплав)
Популярное:
|
Последнее изменение этой страницы: 2016-03-15; Просмотров: 7388; Нарушение авторского права страницы