|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Правила техники безопасности
Для начала работы необходимо: 1) привести в порядок рабочую одежду и рабочее место (застегнуть рукава, заправить одежду так, чтобы не было свисающих концов, убрать волосы под головной убор – берет, косынку, убрать все лишние предметы со станка); 2) прослушать инструктаж мастера; 3) убедиться в исправности механизмов станка на холостом ходу, проверить состояние инструментов, приспособлений, ограждений и заземляющих устройств; 4) об обнаруженных неисправностях немедленно заявить мастеру и без его разрешения самостоятельно к ремонту не приступать. 5) Во время работы следует: 6) перед установкой заготовки протереть патрон для удаления масла; 7) не оставлять ключ в патроне после закрепления, снятия заготовки; 8) не наращивать рукоятки ключей и не применять подкладок между зевом ключа и головкой болта или гайкой; 9) надежно и жестко закреплять заготовку и инструмент на станке: - заготовка должна входить в патрон не менее чем на 25 мм; - заготовки длиной более 2-х диаметров закреплять с поддержкой задним центром; - вылет резца не должен превышать 1, 5 высоты его державки; - для регулирования высоты резца применять только специальные подкладки в количестве не более 2-х штук; - резец крепить не менее чем двумя винтами; 10) не работать на станке в рукавицах и с забинтованными руками; 11) использовать защитные очки или защитный экран; 12) применять режимы резания, указанные в операционной карте; 13) перед включением двигателя станка выключить все рычаги управления; 14) во избежание поломок инструмента применять правильные приемы работы: - включать сначала вращение шпинделя, а затем подводить инструмент к вращающейся заготовке до плавного их соприкосновения; - перед остановкой станка выключить сначала подачу, отвести режущий инструмент от заготовки, а затем выключить вращение шпинделя; 15) при возникновении вибраций остановить станок и принять меры к их устранению проверить крепление инструмента и заготовки, изменить по согласованию с мастером режим резания; 16) не проводить замеры заготовок во время их вращения; 17) не тормозить вращение шпинделя нажимом на вращающиеся части станка; 18) выключать электродвигатель при смене инструмента, установке и снятии заготовки; 19) не облокачиваться на станок во время работы; 20) удалять стружку только специальными крючками и щетками; 21) не оставлять работающий станок без присмотра даже на короткое время; 22) вытирать руки только чистой ветошью, а не той, которая использовалась для вытирания станка. По окончании работы необходимо: 23) выключить электродвигатель станка, снять инструмент, заготовку, приспособления; 24) привести в порядок рабочее место, убрать стружку, сложить в отведенное место инструмент, заготовки и приспособления; 25) смазать трущиеся части станка; 26) сдать мастеру станок, готовые детали и техническую документацию, сообщить о замеченных недостатках.
Виды заготовок и методы обработки металлов резанием Виды заготовок
Технологические процессы получения заготовок определяются технологическими свойствами материала, конструктивными формами и размерами детали и программой выпуска. В действующем производстве учитываются возможности заготовительных цехов (наличие соответствующего оборудования); оказывают влияние плановые сроки подготовки производства (проектные работы, изготовление штампов, моделей, пресс-форм). Главным при выборе заготовки является обеспечение заданного качества готовой детали при ее минимальной себестоимости. Себестоимость детали определяется суммированием себестоимости заготовки по калькуляции заготовительного цеха и себестоимости ее последующей обработки до достижения заданных требований качества по чертежу. Выбор заготовки связан с конкретным технико-экономическим расчетом себестоимости готовой детали, выполняемым для заданного объема годового выпуска с учетом других условий производства. При проектировании технологического процесса механической обработки для конструктивно сложных деталей важно иметь данные о конфигурации и размерах заготовки и, в частности, о наличии в заготовке отверстий, полостей, углублений, выступов. При выборе заготовки для заданной детали назначают метод ее получения, определяют конфигурацию, размеры, припуски на обработку и формируют технические условия на изготовление. По мере усложнения конфигурации заготовки, уменьшения напусков и припусков, повышения точности размеров и параметров расположения поверхностей усложняется и удорожается технологическая оснастка заготовительного цеха и возрастает себестоимость заготовки, но при этом снижается трудоемкость и себестоимость последующей механической обработки заготовки, повышается коэффициент использования материала. Заготовки простой конфигурации дешевле, т.к. не требуют при изготовлении сложной и дорогой технологической оснастки, однако такие заготовки требуют трудоемкой последующей обработки и повышенного расхода материала. Заготовки для машиностроительных деталей бывают литые, сварные, полученные обработкой давлением. Прогрессивными являются сварно-литые заготовки. Применять их наиболее целесообразно, когда при изготовлении цельнолитой заготовки наблюдается большой литейный брак из-за нетехнологичности конструкции, когда лишь отдельные части заготовки, работающие в особо трудных условиях, требуют применения более дорогих металлов или сложной обработки.
4.2. Методы обработки металлов резанием
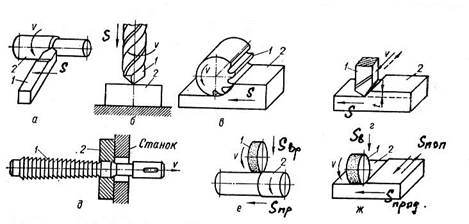
Обработка деталей на металлорежущих станках выполняется в результате того, что обрабатываемая заготовка и режущий инструмент совершают рабочие движения, при которых инструмент снимает стружку с одной или одновременно с нескольких поверхностей. При этом получают наружные или внутренние цилиндрические, конические, плоские и фасонные поверхности. Для любого процесса резания можно составить схему обработки. На схеме условно изображают обрабатываемую заготовку, ее установку и закрепление на станке, закрепление и положение инструмента относительно заготовки, а также рабочие движения резания. Инструмент показывают в положении, соответствующем окончанию обработки поверхности заготовки. Обработанную поверхность на схеме выделяют другим цветом или утолщенными линиями. Ниже приведены схемы различных видов обработки заготовок (рис. 1).
Рис. 1. Схемы основных методов обработки резанием а – точение; б – сверление; в – фрезерование; г – строгание; д – протягивание; е, ж – шлифование. Оборудование и инструмент Популярное:
|
Последнее изменение этой страницы: 2016-03-15; Просмотров: 1584; Нарушение авторского права страницы